
Термин «5S» стал популярен в 1980-х годах в производственном секторе Японии. В это время успехи компании Toyota Motor Corporation обоснованно связывали с Toyota Production System (TPS) – системой управления качеством производством. Одним из составляющих TPS был регламентированный способ организации рабочего места – «5S». В настоящее время 5S широко применяется во всем мире, и является признанным методом, способствующим повышению производительности и безопасности труда. В чем его суть, практическая польза, а также сложности применения на практике? В данной статье ответим на эти вопросы.
- Определение и принципы системы 5S
- Этапы перехода на систему 5S
- Использование системы организации и рационализации рабочего места 5S на практике
- Выводы
- Мини инновации
- Оценка результативности
- Литература
- Аттестация и рационализация рабочих мест
- Сущность, цели и задачи аттестации и рационализации рабочих мест
- Учет, аттестация и рационализация рабочих мест
Определение и принципы системы 5S
Система 5S – это способ организации рабочего пространства, основанный на следующих принципах (см. таблицу 1 и рисунок 1).
Являясь, на первый взгляд, набором простых и очевидных правил, 5S призван сформировать определенную культуру. Это больше чем инструкции, это часть идеологии бережливого отношения к самому себе и своему рабочему окружению.
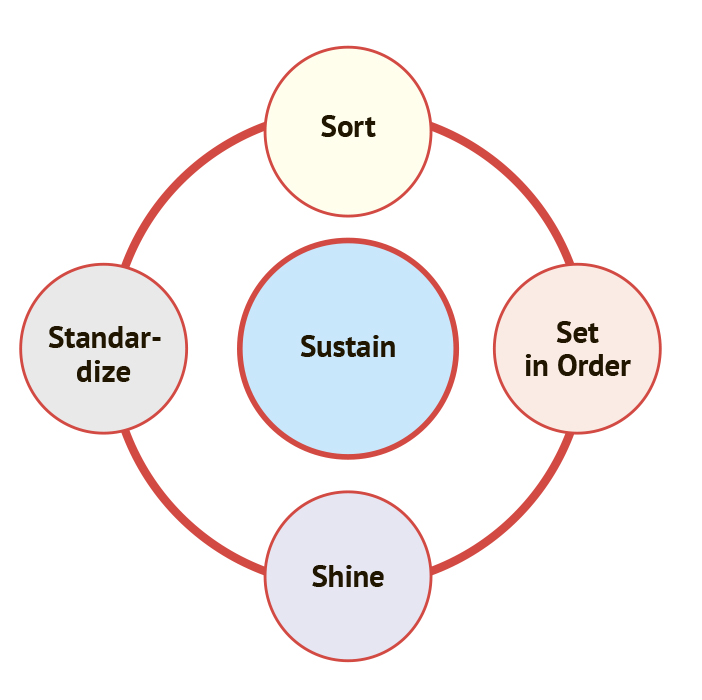
Что такое система 5S
- Сортировка. Освобождение рабочего пространства от ненужных предметов. В стандартном сценарии все предметы рабочего места разделяются несколько групп, в зависимости от частоты их использования:
ненужные;необходимые редко;необходимые часто.
На основании проведенного анализа, принимается решение о хранении объекта на рабочем месте. На этом же этапе создают «Временный склад», на территории которого собираются предметы, ожидающие решения об их дальнейшем использовании или утилизации. См. также, как провести . - ненужные;
- необходимые редко;
- необходимые часто.
- Соблюдение порядка. В системе организации и рационализации рабочего места 5С этот принцип означает рациональное размещение объектов в пределах рабочей зоны (см. рисунок 2). Важно обеспечить безопасный и удобный доступ к рабочим предметам и объектам. Большое внимание уделяется визуализации: области хранения подписываются, выделяются цветом или светом и т. д. До и после применения этапов 1 и 2
- Содержание в чистоте. Полная чистота производственных и офисных помещений, содержание оборудования и инструментов в исправности (рисунок 3). Важно обеспечить регулярную проверку рабочих на поддержание порядка и наличие неисправностей. Пример применения этапа «Содержание порядка»
- Стандартизация. Регламентация достижений предыдущих принципов. Необходимо сформировать пакет документов, например:
информационные стенды (рисунок 4);схемы с указаниями местоположений объектов рабочей зоны;знаки обозначения опасных зон, зон временных складов и бракованной продукции;приказы, распоряжения, чек листы аудиторов;прочие предостережения и важные указания;краткие инструкции и памятки.
. Пример информационной доски - информационные стенды (рисунок 4);
- схемы с указаниями местоположений объектов рабочей зоны;
- знаки обозначения опасных зон, зон временных складов и бракованной продукции;
- приказы, распоряжения, чек листы аудиторов;
- прочие предостережения и важные указания;
- краткие инструкции и памятки.
- Совершенствование. Поддержание и улучшение выполнения установленных процедур первых четырех пунктов. Самая важная часть методологии организации рабочего места 5S. Обычно сотрудники компании способны сделать единовременное героическое усилие и внедрить сложные процессы. Но неизбежные ошибки первого внедрения и сила сформированных привычек стремительно возвращают процессы к исходной позиции (рисунок 5). Этот принцип призван преобразовать успешные решения 5С в культуру. Для этого необходимо продолжать контролировать исполнение положений принятых регламентов, создавать условия для предложений и их своевременного анализа, быть готовым признавать свои ошибки и меняться. . Организация рабочего пространства в офисе. До и после 5S
Этапы перехода на систему 5S
Реализация принципов 5S в компании происходит в несколько этапов, структура и названия которых остаются на усмотрение компании. Хорошим обобщением возможных вариантов будет представление в виде стандартного цикла P-D-C-A (Plan/Prepare – Do – Check – Act, см. рисунок 6).
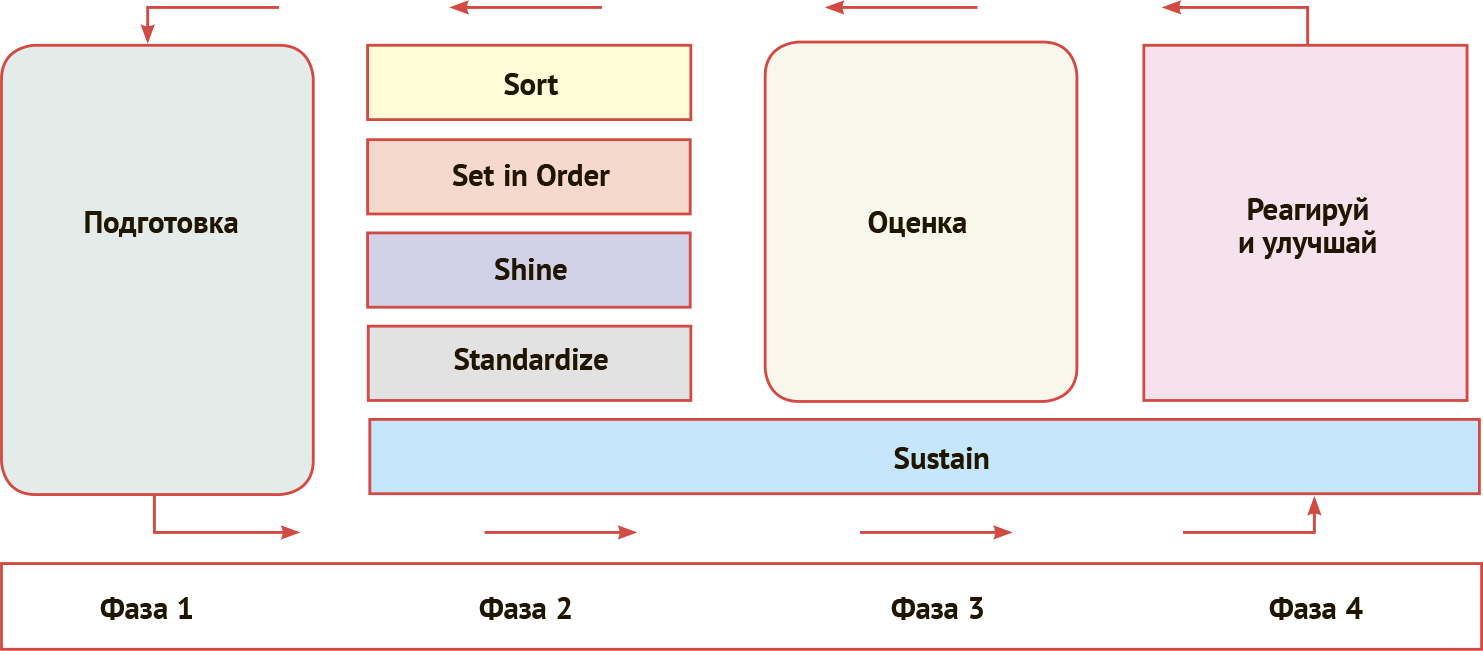
. Фазы внедрения 5S
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников
Фаза 1. Подготовка. Выполняет следующие задачи:
- Принимается решение о внедрении 5S.
- Определяется лидер проекта.
- Формируется команда проекта.
- Определяются целевые зоны изменений.
- Создается и исполняется план обучения.
- Диагностируется текущее состояние, создаются фотоотчеты.
- Определяются целевые показатели.
- Персонал информируется о планируемых изменениях.
Каждый из шагов важен. Акцент следует сделать на объяснении того, как 5S может способствовать повышению безопасности, предотвращению несчастных случаев на рабочем месте, снижению затрат, облегчению работы и т.д. Двигателем изменений станет топ-менеджмент компании, поэтому лидеру проекта необходимо выстроить эффективные коммуникации прежде всего с ними.
Фаза 2. Исполнение. Детальное планирование и исполнение принципов 5S.
2.1. Сортировка: определяются критерии сортировки, организовываются временные склады для условно лишних предметов, выполняется сортировка, организовывается утилизация ненужных предметов (см. таблицу 2).
Пример критериев сортировки
2.2. Соблюдение порядка. Продолжается тотальная инвентаризация с сопутствующей расстановкой вещей на определенные позиции. Примерами новых правил могут являться следующие:
- маркировка инструментов, оборудования и материалов любым заметным способом, например, используя цветовой код;
- хранение предметов рядом с местом их использования, согласно последовательности производственного процесса;
- похожие предметы хранятся вместе;
- определяется запас каждого вида необходимых предметов;
- запрещается хранение предметов навалом, в глубоких емкостях;
- обеспечивается свободный доступ к часто используемым предметам;
- используются инструментальные доски;
- размещение предметов должно быть безопасным и т.п.
Предметы и их маркировку следует подготовить не только для сотрудников, использующих их постоянно. Удобный доступ к предмету и обозначениям следует организовать для любого сотрудника, имеющего соответствующее право на использование предмета.
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников.
2.3. Содержание в чистоте. Этот пункт может играть ключевую роль на производственных площадках с высокими требованиями к чистоте. Например, микробиологическое производство особенно чувствительно к заражениям сторонними микроорганизмами. Спецификой технологического процесса определяется степень регламентации и контроля. Можно выделить несколько общих шагов:
- Делегируются назначения на уборку. Чистота — ответственность каждого сотрудника и рабочие места разделяются на разные зоны по степени требования к чистоте.
- Формируется расписание уборок и диагностике оборудования.
- Детализируются объекты чистки и проверки на функциональность.
- Определяются методы, инструменты и материалы, используемые при очистке и проверке оборудования.
- Уборка практикуется ежедневно, но по возможности, не занимает много времени.
Сочетание функций очистки и диагностики дефектов и поломок приводит к более комфортной и безопасной среде, создает лучшие условия для посещений сторонними людьми (например, кредиторами).
2.4. Стандартизация. Не представляет большой сложности для компаний в России. Десятилетия бюрократизации процессов сформировали высокий уровень компетенции в регламентации действий сотрудников. Но нередко за толстыми томами положений и регламентов теряется смысл этапа стандартизации, который заключается в постоянном улучшении процесса. На этом этапе документируются или улучшаются:
- должностные обязанности в части обеспечения чистоты и безопасности работы с оборудованием;
- инструкции по работе с оборудованием, правила эксплуатации;
- графики обслуживания и диагностики;
- средства визуального контроля;
- процедуры аудита рабочей зоны.
Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству.
Фаза 3 и 4. Оценка и совершенствование. Цель этих фаз в преобразовании принятых решений в образ мышления, в культуру бережливого отношения к производственному процессу, сотрудникам, материалам и оборудованию. Необходимо найти баланс между дисциплиной и собственным участием сотрудников в восприятии новых ценностей.
3.1. Оценка. Аудит исполнения принятых решений является обязательной частью проекта внедрения 5S. Примером чек листа, который можно использовать на этом этапе, является приложенный файл.
3.2. Реагируй и улучшай. Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству. Важно стимулировать сотрудников на генерацию новых идей, но не в ущерб основным обязанностям. В этом случае важно не оставлять инициативы без ответа.
Говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании.
Использование системы организации и рационализации рабочего места 5S на практике
5S — это мягкий переход в бережливое производство. В идеале цели бережливого производства достигаются за счет коучинга и участия команды, но на практике свою эффективность чаще доказывают контроль, приказы и наложение незначительных штрафов. Почему так происходит?
Дело в том, что, говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании. Внедрение 5S с последующим переходом к этапам внедрения бережливого производства вскрывает большинство болезней, распространенных в той или иной мере, но на всех предприятиях. Сформулируем наиболее частые ограничения, с которыми приходится сталкиваться на практике:
Выводы
5S — это способ организации рабочего пространства, основанный на принципах бережливого отношения к сотрудникам, коммуникациям, оборудованию и материалам. Внедрение 5S — это процесс изменения мышления всех сотрудников компании. Чаще всего успех проекта зависит от наличия ресурсов и руководства компании к изменениям. Большое внимание стоит уделить общению с сотрудниками и контролю за исполнением принятых решений.
Все большую популярность в менеджменте приобретают подходы, позволяющие задействовать для повышения результативности деятельности предприятия интеллектуальный потенциал рядовых работников. Внедрение их предложений по рационализации рабочих мест и выполнению технологических операций позволяет предприятию сэкономить значительные средства и постоянно заниматься совершенствований деятельности.
Вариантов активизации работника как источника инновационных идей множество. Этот подход к получению идей заложен в различные системы менеджмента, в том числе ориентированные на постоянное повышение качества. Среди можно отметить как наиболее популярные: TQM, Шесть сигм и др.
TQM (Total Quality Management) — всеобщее управление качеством — общеорганизационный метод непрерывного повышения качества всех организационных процессов. Главная идея TQM состоит в том, что компания должна работать не только над качеством продукции, но и над качеством организации работы в компании, включая работу персонала.
Шесть сигм — концепция управления производством, суть которой сводится к необходимости улучшения качества выходов каждого из процессов, минимизации дефектов и статистических отклонений в операционной деятельности.
Широко известна система 5S (рис.1), которая представляет собой совокупность организационно-технических мероприятий по рациональной организации рабочих мест, обеспечивающей безопасность работы, рост производительности труда, повышение качества продукции, повышение культуры производства.
Все перечисленные выше системы имеют множество пересечений, взаимных проникновений и преследуют одну цель — улучшение деятельности предприятия. В них присутствует также компонента, позволяющая проводить улучшения на основе предложений работников.
В отечественной практике планового хозяйства также существовал опыт улучшения деятельности предприятий за счет предложений «с мест», но он носил глобальный государственный характер. Эта задача была возложена на организацию ВОИР — Всесоюзное общество изобретателей и рационализаторов — призванную аккумулировать сведения об изобретениях и рацпредложениях и распространять информацию о возможностях совершенствования производства.
Мини инновации
Поступающие рацпредложения — мини инновации — тоже необходимо оценивать с точки зрения результативности, но расчет прибыли или результирующая денежного потока здесь зачастую не подходят. Необходимы иные подходы к оценке результата.
В большинстве случаев принять решение о целесообразности внедрения можно на основе стоимостной оценки результата. Но взаимосвязи между планируемыми изменениями и результатом в денежной форме могут быть как совсем простыми, так и довольно сложными. Например, рабочий предложил разложить инструмент в порядке использования, и это позволило ему сократить время проведения технологической операции. Затраты на реализацию такой инновации — нулевые (возможно, лишь премия за рацпредложение, полученная рабочим). А экономический эффект выражается в том, что на этой операции вместо шести рабочих останется пять, и они теперь будут справляться с прежним объёмом работы.
Повышение эргономичности рабочего места за счет его оснащения дополнительными приспособлениями (затраты на реализацию — разработка и создание или приобретение приспособления) может иметь более сложную связь с результатом. Это может откликнуться не только сокращением времени на технологическую операцию, но и сокращением брака (отсюда не только снижение затрат, связанных с неисправимым браком, или затрат на его исправление, но и устранение репутационных потерь, связанных с выпуском бракованной продукции).
Возможно, рабочее место с низкой эргономичностью не пользуется популярностью у работников, они стремятся, по возможности, сменить род деятельности, в связи с этим постоянно приходится обучать рабочих и на данной операции и на тех рабочих местах, куда уходят с этого. Возникают избыточные затраты на обучение.
Возможны варианты и вовсе сложно оцениваемые с точки зрения экономики. Например, преобразования, связанные с повышением безопасности. Можно найти прагматические подходы к оценке экономичности и таких мероприятий, в том числе и попытки оценить стоимость человеческой жизни, но, скорее всего, это не тот путь, на который следует становиться.
Оценка результативности
В итоге получаем набор эффектов внедрения мини инновации и выбираем из них те, которые:
- считаем полезными;
- можем оценить количественно, желательно с выходом на экономический эффект.
Зачастую нет необходимости собирать полную информацию по внедрению, для принятия решения бывает достаточно усеченной оценки.
Пример. Определение результативности внедрения нововведения
Суть нововведения: рационализация рабочего места на производственном предприятии, которая заключается в установке опорных элементов для крупногабаритных комплектующих в цехе. Задача: определить, как повлияет внедрение рацпредложения на сроки, качество, безопасность и экономию ресурсов при проведении работ.
До внедрения рацпредложения крупногабаритные детали укладывали горизонтально на пол, при этом они занимали большую площадь в цехе. И при передаче их на технологическую операцию требовались значительные усилия рабочих, чтобы поставить данный технологический элемент вертикально (рис. 2а).
Виды потерь: большая площадь расположения деталей; загромождение рабочей зоны при передаче на технологическую операцию; значительные усилия рабочих, утомляемость. Предлагается изменение: изготовление опорных элементов для крупногабаритных комплектующих и размещение комплектующих вертикально (рис. 2б).
Можно перечислить еще ряд эффектов, которые либо имеют более низкую значимость, либо их сложно оценить количественно. Например, устранение загромождения рабочей зоны, что позволяет не препятствовать проведению других транспортных операций; снижение утомляемости подсобных рабочих; повышение эстетичности цехового пространства и др.
Полученный эффект должен рассчитываться как суммарный по направлениям.
Э — экономический эффект от реализации инновации;
Эi — экономический эффект по направлению i;
ZiΣ — затраты на реализацию инновации.
Всё необходимое оборудование и инструменты для проведения работ по установке ОЭ уже присутствуют в цехе, поэтому затратами на реализацию инновации будем считать только затраты на материалы и комплектующие, а также заработную плату работникам, в нашем случае, одному конструктору и двум рабочим.
В цехе будет установлено два ОЭ, так как их конструкция не сложная, то предварительных испытаний не предусмотрено. ОЭ изготавливаются за 7 человеко-дней (56 рабочих часов), из них — 3 дня — разработка и инструктаж рабочих, которые выполняет конструктор (оплата труда с учетом социальных отчислений — 1060 руб/день); изготовление двух ОЭ занимает 2 дня, работают 2 рабочих (оплата труда с учетом социальных отчислений: 1200 руб/день). Суммарные затраты на оплату труда ~8000 руб. (7980 руб.)
Затраты на материалы и комплектующие по двум ОЭ (согласно табл. 1) — 9792 руб.
На основании приведенных выше расчетов можно заключить, что общая величина затрат на реализацию инновационного проекта составит около 18 000 руб.
На основе данных по технико-экономическим показателям внедрения рассмотрим возникающие экономические эффекты, задаваясь вопросом «зачем?» или «что в результате?»:
- Среднее сокращение времени поиска требуемого комплектующего даст снижение расходов на заработную плату вспомогательных рабочих.
- Снижение процента несчастных случаев по причине попадания комплектующих в зоны повышенной опасности даст экономию выплат компенсаций по травмам и затрат на ремонт поврежденного оборудования в результате несчастных случаев.
- Снижение процента механических повреждений комплектующих позволит избежать трат, связанных с исправлением повреждений и приведением комплектующих к надлежащему виду.
- Сокращение площади размещения комплектующих можно условно оценить через стоимость аренды 1 м2, но поскольку реальной сдачи площадей цеха в аренду не планируется, то экономический эффект может расцениваться только как чисто теоретический.
Рассчитаем ежемесячное снижение расходов на заработную плату вспомогательных рабочих в результате снижения времени работ:
Эз/п= ΔТ х Q,
Эз/п — экономия расходов на заработную плату и отчислений на социальное страхование, руб./мес;
ΔТ — сокращение времени работ в расчете на месяц, ч/мес;
Q — часовая оплата труда с учетом социальных отчислений, руб./ч.
Стоимость человеко-часа с учетом социальных отчислений для вспомогательных рабочих в цехе составляет 120 руб./час.
Среднее количество операций с комплектующими — 18 операций/день, среднее количество рабочих дней — 22 дня/мес. Таким образом, в месяц совершается около 396 операций с комплектующими. Сокращение времени совершения каждой операции (согласно табл. 2) — 0,2 ч/операцию. Общая экономия времени в месяц составит около 80 часов (396 х 0,2 = 79,2 ч/мес).
Согласно вышеприведенной формуле, ежемесячное снижение расходов на заработную плату вспомогательных рабочих ориентировочно составит
Эз/п=80 х 120 = 9600 руб/мес.
Согласно расчетам, на этих операциях может быть сэкономлено ~0,5 ставки рабочего (80:22:8=0,45). При этом, речь может идти как о сокращении численности вспомогательных рабочих, так и о выполнении ими в сэкономленное время других работ. Отметим, что в каждом конкретном случае должно быть проверено реальное наличие таких возможностей, ведь если в силу особенностей технологии это невозможно, то эффект будет состоять лишь в том, что рабочие будут трудиться менее напряженно, а рассчитанный экономический эффект будет лишь условным.
Поскольку экономический эффект только по одному направлению сравним с затратами на инновацию, нет смысла в расчете экономических эффектов по прочим направлениям. Экономия по заработной плате вспомогательных рабочих (9600 руб/мес) покроет разовые траты на установку ЭО (18000 руб) на второй месяц эксплуатации.
По данному примеру можно сделать вывод о целесообразности введения предложенного новшества, поскольку оно экономически оправдано и целесообразно с точки зрения обеспечения эргономичности и безопасности работ. Кроме того, способствует обеспечению порядка в цехе и улучшению качества изделий. Отрицательных эффектов не имеет.
Дополнительно можно проанализировать чувствительность экономического эффекта к изменению расчетных параметров, так как прогнозные данные всегда носят вероятностный характер, при изменении расчетных параметров инновации экономический эффект может также существенно измениться.
Факторами, влияющими на результат в данном примере, будут:
- сокращение времени на операцию и количество производимых операций за период;
- стоимость 1 человеко-часа для рабочих двух категорий и инженера;
- время проведения работ по разработке и установке ОЭ;
- стоимость материалов и комплектующих.
В некоторых случаях изменение факторов может быть взаимосвязано. Например, приобретение более дорогих материалов и комплектующих может повлечь сокращение времени работ.
Таким образом, анализируя небольшие новшества — микро инновации, не обязательно проводить полномасштабные расчеты. Зачастую достаточно лишь структурировать информацию о получаемых эффектах, и часть из них оценить с точки зрения экономической результативности, получив релевантную информацию для принятия решения.
Литература
- Хироюки Х. 5s для рабочих: как улучшить свое рабочее место. — М.: Институт комплексных стратегических исследований, 2007.
- Кипнис М. Тренинг креативности. — М.: Ось-89, 2005.





Аттестация и рационализация рабочих мест
Сущность и задачи аттестации и рационализации рабочих мест
Аттестация, рационализация, учет и планирование рабочих мест – это целенаправленный процесс воздействия на формирование и совершенствование рабочих мест, связанных между собой определенными технологическими и организационными функциями. Этот процесс является сложным по характеру, непрерывным во времени, направленным к заданной цели. Он осуществляется по определенной технологии, различными методами для решения как оперативных, так и стратегических задач достижения наилучших технико-экономических результатов.
Система комплексной аттестации рабочих мест и их рационализации включает в себя учет количества рабочих мест; собственно аттестацию, когда их фактическое состояние сравнивается с нормативными требованиями; рационализацию как совокупность взаимосвязанных мероприятий, осуществляемых с целью усовершенствования рабочих мест и улучшения их использования; планирование, определяющее основные направления количественных и качественных изменений в развитии рабочих мест.
Комплексная аттестация рабочих мест начинается с получения информации о действительном состоянии изучаемого объекта. Объективность информации достигается с помощью организации учета.
Учет рабочих мест
Учет рабочих мест предусматривает определение их числа, квалификацию и группировку их по видам и характеру использования, по категориям занятых работников. Специфика классификации и группировки рабочих мест по указанным признакам обусловлена такими объективными факторами, как техника и технология, организация производства и труда.
Количество рабочих мест определяется следующим образом:
– прямым счетом по количеству станков, агрегатов, машин, механизмов, комплектам технологической и организационной оснастки при обслуживании каждой единицы одним работником;
– по установленным зонам обслуживания (рабочие места уборщиков производственных и служебных помещений и др.);
– по рабочим местам (рабочие места работников контроля, охраны и др.);
– на основе нормативной трудоемкости по видам работ, производственным процессам или их законченной части (рабочие места каменщиков, штукатуров, бетонщиков, монтажников в строительстве).
Рабочие места отдельных категорий рабочих и служащих, которые не могут быть определены одним из вышеперечисленных методов, учитываются по утвержденным нормативам численности и другим нормам исходя из объема работ и производительности труда.
Аттестация рабочих мест представляет собой совокупность мероприятий, включающих комплексную оценку каждого рабочего места на его соответствие передовому научно-техническому и организационному уровню, обеспечивающему повышение производительности труда и высокое качество продукции, анализ достигнутого уровня производства.
В ходе аттестации каждое рабочее место оценивается по уровням: техническому; организационному; условиям труда и технике безопасности.
Результатом аттестации являются комплексная оценка рабочего места по системе критериев и классификация рабочих мест, которая служить основой для их сведения в родственные группы.
Все рабочие места подразделяются на группы: аттестованные, подлежащие рационализации, подлежащие ликвидации.
1) Аттестованные – рабочие места, показатели которых по всем уровням соответствуют предъявляемым при оценке требованиям или превышают их.
2) Подлежащие рационализации – относятся рабочие места, отдельные показатели которых не соответствуют установленным требованиям, но могут быть доведены до этих требований в процессе рационализации.
3) Подлежащие ликвидации – включают рабочие места, которые не соответствуют по определенным критериям нормативным значениям и не могут быть доведены до их уровня в результате рационализации, т.е. излишние рабочие места.
Результаты аттестации рабочих мест и предложения по их рационализации отражаются в карте аттестации.
Аттестация проводится для всех рабочих мест не реже двух раз в пять лет, для рабочих мест, прошедших рационализацию, по завершении соответствующих мероприятий.
Рационализация рабочих мест
Рационализация рабочих мест представляет собой процесс разработки и осуществления совокупности организационно-технических мероприятий по совершенствованию действующих рабочих мест и улучшению их использования. Рационализация системы рабочих мест является комплексным процессом. Проект рационализации должен отражать повышение технического и организационного уровня рабочих мест, улучшение условий труда и техники безопасности на рабочих местах, ликвидацию излишних и малоэффективных рабочих мест.
Таким образом, аттестация и рационализация рабочих мест позволяет выявить рабочие места, не соответствующие прогрессивным требованиям, стандартам, условиям организации труда; рабочие места, где применяется малоквалифицированный ручной и тяжелый физический труд либо труд в неблагоприятных для человека условиях.
Не забудь поделиться страницей с друзьями:
Сущность, цели и задачи аттестации и рационализации рабочих мест
рабочих мест представляет собой совокупность мероприятий, включающих комплексную оценку каждого рабочего места на его соответствие современным технико-технологическим, организационно-экономическим и социальным требованиям. В ходе аттестации определяются технико-технологический, организационно-экономический уровни рабочих мест, условия труда и техники безопасности на рабочем месте. На этой основе проводится всесторонняя оценка рабочих мест с учетом передового отечественного и зарубежного опыта, а также целенаправленная работа их рационализации.
Рационализация рабочих мест представляет собой совокупность организационно-технических мероприятий, разработанных на основе проведения аттестации и направленных на совершенствование действующих рабочих мест и их использования.
Основными целями учета, аттестации и рационализации рабочих мест являются повышение эффективности производства, качества продукции и рациональное использование основных фондов и трудовых ресурсов на предприятиях за счет:
- ускорения роста производительности труда на основе приведения рабочих мест в соответствие с требованиями научно-технического прогресса;
- сокращения применения ручного и тяжелого физического труда, повышения содержательности и привлекательности труда;
- улучшения использования основных фондов путем ликвидации излишних и неэффективных рабочих мест, обеспечения сбалансированности числа рабочих мест и работающих и роста коэффициента сменности работ;
- улучшения условий труда и техники безопасности на каждом рабочем месте, повышения культуры производства.
В соответствии с поставленными целями задачами этой работы являются:
- выявление резервов повышения производительности труда и фондоотдачи на каждом рабочем месте и в каждом производственном подразделении;
- определение рабочих мест, не соответствующих требованиям, и разработка мероприятий по их рационализации и техническому перевооружению, а также ликвидации малоэффективных рабочих мест, рационализация которых нецелесообразна;
- выявление рабочих мест, на которых можно организовать работу на условиях неполного рабочего дня;
- создание объективной основы для определения наиболее эффективных направлений капитальных вложений на рационализацию, модернизацию и техническое перевооружение рабочих мест, реконструкцию действующих предприятий;
- разработка и осуществление мероприятий по улучшению условий труда на каждом рабочем месте, повышение уровня обоснованности применения льгот и компенсаций на рабочих местах.
Учет рабочих мест является первым этапом аттестации и предусматривает числа рабочих мест, их классификацию и группировку их видам и характеру использования, категориям занятых на них работников и др. Для обеспечения полноты и достоверности учета на каждое рабочее заводят паспорт рабочего места (см. табл.).
Порядок работы учету, паспортизации и аттестации рабочих мест определяется приказом предприятию, в котором сроки проведения этой работы структурным подразделениям и предприятию в целом, составы общезаводской и цеховых комиссий, а также ответственность функциональных служб и подразделений и конкретных должностных лиц за сроки и качество проведения работы.
Этой работе предшествует большая подготовительная технологов и организаторов труду:
- уточняются наименования, границы и подчиненность цехов, участков и отдельных рабочих мест;
- уточняются и приводятся в соответствие с фактическим состоянием планировки цехов и участков;
- проводится обучение лиц, проводящих аттестацию;
- уточняются и разрабатываются нормативы, необходимые для аттестации, а также изготавливаются паспорта рабочих мест.
В состав комиссий проведению аттестации, как правило, включаются мастера, технологи, экономисты, нормировщики, бригадиры и др. Для замеров параметров, формирующих условия труда на рабочих местах, привлекаются санитарные станции.
Учет, аттестация и рационализация рабочих мест
Учету подлежат все имеющиеся в структурных подразделениях рабочие места. Эта операция ведется прямым счетом фактическим зонам обслуживания. Учитываются и рабочие места, используемые неполный рабочий день.
При определении фактического количества рабочих мест и зоны каждого из них учитывается все установленное оборудование, включая временно бездействующее в связи с неисправностью, ремонтом, модернизацией, отсутствием работающих, сырья, материалов, энергии и других ресурсов, а также находящиеся в резерве и консервации. При этом одно и то же оборудование не должно учитываться в составе разных рабочих мест.
Не учитывается оборудование, закрепленное за участками производственного обучения и находящееся на складах или в монтаже (демонтаже).
Каждому рабочему месту (индивидуальному и коллективному) присваивается порядковый номер, после чего независимо от того, есть ли аналогичные места, действуют ли они в момент учета или бездействуют в связи с временным отсутствием работника либо другим причинам, заполняется паспорт рабочего места, содержащий количественную и качественную характеристики рабочего места и занятых на нем рабочих. Основными источниками информации для составления паспорта служат фактические данные, полученные в результате анализа производственного и трудового процессов на рабочем месте, анализа соответствия исполнителей требованиям, предъявляемым к ним рабочим местом и Единым тарифно-квалификационным справочником (ЕТКС), технологические карты и карты условий труда на рабочем месте, а также данные замеров параметров, характеризующих условия труда на рабочем месте, технико-нормировочная документация и др.
Паспорт состоит из семи разделов:
- характеристика оборудования и технологической оснастки;
- характеристика трудового процесса;
- характеристика организации рабочего места;
- условия труда;
- характеристика использования сырья и материалов;
- характеристика исполнителей;
- организационно-технические мероприятия по результатам аттестации рабочих мест.
В ходе аттестации каждое рабочее оценивается комплексно первым шести разделам паспорта. Анализируются 11 показателей: их фактические значения сравниваются с нормами технологического проектирования, межотраслевыми и отраслевыми нормативами труду, типовыми проектами организации труда на рабочем месте, а также специально разработанными нормативами.
При оценке технического уровня рабочего места анализируются срок службы оборудования и техоснастки, их прогрессивный уровень сменности и загрузки оборудования. Производимое при этом сравнение фактических данных с нормативными, а также с мировыми аналогами позволяет объективно оценить состояние оборудования и технологической оснастки.
При оценке рациональности трудового процесса с нормативными значениями сравниваются фактические значения коэффициента механизации труда, действующие нормы труда, занятость рабочего полезной работой в норме штучного времени, использование сменного фонда рабочего времени.
Характеристика организации рабочего места дается в результате оценки показателей, отражающих общую планировку рабочего места.
Условия труда на рабочем месте оцениваются на основании сравнительного анализа показателей, характеризующих санитарно-гигиенические и психофизиологические факторы. Показатели должны подбираться в ходе предварительного изучения и отражать те факторы, которые наиболее существенно влияют на формирование условий труда на рабочем месте. Фактические значения показателей факторов, формирующих условия труда, сравнивают с действующими нормами, ПДУ и ГОСТами.
При оценке рациональности использования сырья и материалов анализируются не только данные сравнения фактических расходов материала на изготовление изделия с нормативами, но и сырья на аналогичные изделия на предприятиях, являющихся лидерами в этой области.
Соответствие исполнителей требованиям, предъявляемым к ним рабочим местом, проверяется соответствию квалификационного уровня работников сложности и характеру выполняемых ими .
результатам аттестации каждое рабочее относится к одной из трех групп:
аттестованные – рабочие места, показатели которых полностью соответствуют предъявляемым при их оценке требованиям или превышают их;
подлежащие рационализации – рабочие места, отдельные показатели которых не соответствуют установленным требованиям, но могут быть доведены до уровня этих требований в процессе рационализации;
подлежащие ликвидации – рабочие места, показатели которых не соответствуют и не могут быть доведены до уровня установленных требований в результате рационализации. К этой группе относятся рабочие места, рационализация которых экономически нецелесообразна, а также излишние рабочие места.
завершении аттестации рабочих мест структурным подразделениям и предприятию в целом проводится технико-экономический , в ходе которого:
- рассматриваются результаты оценки рабочих мест и предложения по их совершенствованию;
- устанавливается реальная потребность в каждом рабочем месте на основе утвержденных планов производства, анализа технологических процессов и результатов аттестации;
- выявляются технические, материальные и финансовые возможности предприятия для проведения рационализации рабочих мест;
- рассчитываются экономические эффекты от доведения рабочих мест до нормативного уровня и необходимые для этого затраты.
результатам анализа разрабатываются мероприятия рационализации рабочих мест, охватывающие следующие основные направления:
- повышение технического уровня рабочих мест за счет модернизации оборудования, внедрения прогрессивных технологий, механизации, автоматизации и пр.;
- повышение организационного уровня рабочих мест за счет улучшения планировки, систем обслуживания, приемов и методов труда, нормирования труда и др.;
- улучшение условий труда.
Таким образом, и рационализация рабочих мест позволяют выявить рабочие места, не соответствующие прогрессивным требованиям, стандартам, условиям организации труда; рабочие места, где применяется малоквалифицированный ручной и тяжелый физический труд либо труд в неблагоприятных для здоровья человека условиях. При проведении этой работы проверяются обоснованность применения различных льгот условиям труда, уровень действующих норм материальных и трудовых затрат, выявляются недостатки в организации производства и труда. Все это дает возможность в процессе рационализации получить без дополнительных затрат значительный экономический эффект за счет ликвидации морально и физически устаревших рабочих мест и высвобождения производственных площадей; перераспределения материальных и трудовых ресурсов с малоэффективных рабочих мест на более эффективные, что увеличивает коэффициент сменности работы оборудования и повышает фондоотдачу; приведения в соответствие численности рабочих мест и трудовых ресурсов.