
Использование контрольных листков
Кафедра стандартизации, метрологии и сертификации
Управление качеством: практикум / Новосиб. гос. аграр. ун-т; Сост.: И.А. Ленивкина – Новосибирск, 2019.- 68 с.
Составители: И.А. Ленивкина, канд. биол. наук, доцент.
Рецензент Доктор технических наук, профессор, Заслуженный изобретатель РФ, зам. директора по научной работе ГНУ СибФТИ Россельхозакадемии Алейников Александр Федорович.
Практикум для выполнения практических, самостоятельных и контрольных работ по дисциплине «Управление качеством» предназначены для студентов всех форм обучения и повышения квалификации по направлению подготовки: 27.03.01 Стандартизация и метрология (бакалавриат).
Утвержден и рекомендован к изданию учебно-методическим советом Биолого-технологического факультета
Практическая работа № 4. 35
Практикум предназначен для студентов всех форм обучения и повышения квалификации по направлению подготовки: 27.03.01 Стандартизация и метрология (бакалавриат).
В практикуме для выполнения практических, самостоятельных и контрольных работ по дисциплине «Управление качеством» рассматриваются следующие методы: регистрация данных о качестве с помощью контрольных листков, анализ Парето, причинно-следственные диаграммы (Исикавы), метод гистограмм.
Целью выполнения занятий по данной тематике – привитие навыков сбора данных о качестве, их анализ с помощью указанных методов и диагностика производственных процессов для предупреждения несоответствий в отношении качества продукции.
Использование предложенного в практикуме материала позволит обучающимся приобрести следующие компетенции:
– способностью и готовностью участвовать в организации работы по повышению научно-технических знаний, в развитии творческой инициативы, рационализаторской и изобретательской деятельности, во внедрении достижений отечественной и зарубежной науки, техники, в использовании передового опыта, обеспечивающих эффективную работу учреждения, предприятия (ОПК-2).
в области производственно-технологической деятельности:
– способностью участвовать в практическом освоении систем управления качеством (ПК-2);
– способностью производить оценку уровня брака, анализировать его причины и разрабатывать предложения по его предупреждению и устранению (ПК-5);
в области научно-исследовательской деятельности:
– способностью изучать научно-техническую информацию, отечественный и зарубежный опыт в области метрологии, технического регулирования и управления качеством (ПК-18).
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции – это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
Для уменьшения затрат и достижения уровня качества, удовлетворяющего потребителя, нужны методы, направленные не на устранение дефектов (несоответствий) готовой продукции, а на предупреждение причин их появления в процессе производства.
Каковы же причины появления различных дефектов в изделиях и какие существуют возможности для уменьшения их числа?
Многие считают, что дефектные изделия неизбежны, поскольку продукция должна удовлетворять жестким требованиям стандартов качества, а факторы, ведущие к появлению дефектов, многочисленны. Однако, несмотря на различия в видах продукции и типах технологических процессов, причины появления дефектных изделий универсальны. Частично дефекты вызываются самими физико-химическими процессами создания изделий, а частично они связаны с вариабельностью (изменчивостью) материалов, процессов, приемов работы, методов контроля и т.д. Если бы не было вариабельности, то все изделия были бы идентичными, т.е. их качество было бы абсолютно одинаковым для всех них.
Что будет, например, если изготавливать изделия из материалов одинакового качества на одинаковом оборудовании, с помощью одних и тех же методов и проверять эти изделия совершенно одинаковым образом? Вне зависимости от того, сколько изделий будет изготовлено, все они должны быть идентичными, пока идентичны упомянутые четыре условия, т.е. либо все изделия будут соответствовать требованиям, либо не будут им соответствовать. Все изделия окажутся дефектными, если материалы, оборудование, методы изготовления или контроля будут отличаться от установленных требований. В этом случае неизбежно появление одинаковых дефектных изделий. Если же никаких отклонений в перечисленных четырех условиях производства не будет, то все изделия должны быть «идентичными» – бездефектными.
Но практически невозможно, чтобы все изделия оказались дефектными. Из всего объема выпуска только некоторые будут таковыми, в то время как остальные – бездефектными.
Рассмотрим пример – выпекание изделий. Температура в печи постоянно меняется с изменением напряжения (если процесс идет в электропечи) или давления газа (если используется газовая печь). В самой печи области, расположенные в разных местах: у входа, у боковых стенок, в центральной части, находятся в разных условиях. Когда изделия помещаются в печь для выпекания, количество тепла, которое они получают, варьируется в зависимости от их положения, что влияет на такой показатель качества, как готовность изделия, их цвет и даже размер.
При производстве пищевой продукции приходится иметь дело с вариабельностью и многочисленными причинами дефектности продукции: температура, давление, влажность, время, скорость и множество др. Например, в одной пачке пельменей, сделанных на оборудовании, практически нет двух совершенно одинаковых. Их изменчивость вызывают различия в толщине раскатывания теста, неоднородности смешивания составляющих ингредиентов, различной массе теста и фарша. Различия даже могут вызывать даже такие факторы как кормление и содержание животных, вид возраст, порода и даже способ убоя животных. Существует множество исследований, доказывающих, что мясо животных, находившихся в состоянии стресса перед убоем, отличается пониженной влажностью, темным цветом и грубой консистентностью. Другой пример, при копчении мясопродуктов невозможно добиться полной однородности поступления дыма и поддержания одинаковой температуры во всех точках камеры. Поэтому практически все изделия из одной камеры будут отличаться по вкусу, цвету, запаху, влажности и консистентности.
Физические способности и мастерство рабочих также оказывают воздействие на изменение качества изделий. Есть высокие и низкие, худые и толстые, слабые и сильные люди, левши и люди, у которых лучше развита правая рука. Рабочие могут думать, что они работают одинаково, но есть индивидуальные отличия. Даже один и тот же человек работает по-разному в зависимости от своего самочувствия в каждый конкретный день, состояния и степени усталости. Иногда он допускает ошибки из-за невнимательности.
Ошибки могут допускаться контролерами при измерении параметров изделий. Вариации замеров могут стать следствием использования неисправного измерительного инструмента или несовершенства метода измерения. Так в случае органолептического (визуального) контроля изменения в критериях, которыми руководствуется контролер, могут привести к ошибочной оценке качества продукции и сказаться на объективности принятия решения относительно годности продукции.
Рассматривая проблему подобным образом, можно видеть, что в процессе изготовления изделия существует множество факторов, оказывающих влияние на его показатели качества. Оценивая производственный процесс с точки зрения изменения качества, можно рассматривать его как некую совокупность причин изменчивости: колебания (в пределах нормы) в качестве сырья, качество работы персонала (человеческий фактор), непостоянство параметров работы оборудования, погрешность измерений (лаборантов, приборов). Эти причины и объясняют изменения в показателях качества готовых изделий, что приводит к разделению их на дефектные и бездефектные. Изделие считается бездефектным, если его показатели качества соответствуют определенному стандарту, в противном случае изделие классифицируется как дефектное. Более того, даже дефектные изделия отличаются друг от друга при сопоставлении со стандартом, т.е. нет «абсолютно одинаковых» изделий. Одной из причин выпуска дефектных изделий, как уже было сказано, служит изменчивость. Если попытаться ее уменьшить, их число, несомненно, сократится. Это – простой и здравый принцип, одинаково правильный вне зависимости от видов изделий или типов технологических процессов.
Существовавшие издавна методы контроля сводились, как правило, к анализу брака путем сплошной проверки изготовленных изделий. При массовом производстве такой контроль очень дорог. Расчеты показывают, что для обеспечения качества продукции посредством ее разбраковки контрольный аппарат предприятий должен в пять-шесть раз превышать количество производственных рабочих.
С другой стороны, сплошной контроль в массовом производстве не гарантирует отсутствия дефектных изделий в принятой продукции. Опыт показывает, что контролер быстро устает, в результате чего часть годной продукции принимает за дефектную и наоборот. Практика также показывает – там, где увлекаются сплошным контролем, резко возрастают убытки от брака.
Указанные причины поставили производство перед необходимостью перехода к выборочному контролю. Распространению выборочного контроля способствовали исследования специалистов в области теории вероятностей и математической статистики, которые показали, что в большинстве случаев для надежной оценки качества нет необходимости в проверке всей выпускаемой продукции.
Эти исследования (в первую очередь американских статистиков Доджа, Ромига и Шухарта) позволили подойти к организации технического контроля на новой научной и методической основе. Однако следует иметь в виду, что переход к выборочному контролю эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают такой точностью и стабильностью, при которых автоматически гарантируется изготовление продукции с минимальным числом дефектов.
Почему же выборочный контроль должен быть статистическим? Рассмотрим два характерных примера.
Сегодня текущий контроль состояния технологического процесса осуществляется следующим образом. Из текущей продукции в случайные моменты времени отбирается на контроль одна единица продукции, по которой судят о состоянии технологического процесса: если она оказывается годной, процесс считается налаженным, в противном случае принимается решение о необходимости приостановки изготовления продукции и о корректировке процесса.
Какова эффективность подобных действий? Сформулированная процедура контроля состояния технологического процесса исходит из традиционной логики: процесс налажен – брака нет, процесс разлажен – вся изготовленная продукция будет дефектной.
В производстве действуют иные закономерности, которые называют стохастическими или случайными. При разладке процесса доля производимого брака лишь несколько увеличивается: до 1, 2, 10 % и крайне редко до 100 % – это зависит от конкретной технологии и конкретной причины разладки. Представим, что в результате разладки технологического процесса доля производимого брака возросла до 5 % . Это означает, что в среднем каждая двадцатая изготовляемая единица продукции окажется дефектной. Какова же вероятность извлечь именно эту, одну среди двадцати, дефектную единицу и принять правильное решение? Ответ может быть таким, что вероятность обнаружения нарушения процесса равна вероятности изготовления дефектной единицы продукции при разлаженном процессе, в нашем случае – 5 %.
Современная практика организации текущего контроля состояния технологического процесса принципиально не может решать проблему предупреждения брака. Не спасает и то, когда на проверку отбирают, не одну, а две или три единицы. При статистическом контроле качества те же самые результаты, обработанные методами математической статистики, позволяют с высокой степенью достоверности оценить истинное состояние технологического процесса. Статистические методы позволяют обоснованно обнаруживать разладку процесса даже тогда, когда две-три единицы продукции, отобранные для контроля, окажутся годными, так как обладают высокой чувствительностью к изменениям в состоянии технологических процессов.
Годами упорного труда специалисты выделяли из мирового опыта по крупицам такие приемы и подходы, которые можно понять и эффективно использовать без специальной подготовки, причем делалось это так, чтобы обеспечить реальные достижения при решении подавляющего большинства проблем, возникающих в реальном производстве (или обслуживании).
В итоге была выработана система практических методов, рассчитанных на массовое применение. Это так называемые семь простых методов: контрольные листки; диаграмма Парето; диаграмма Исикавы; гистограммы; расслаивание (стратификация); контрольные карты (Шухарта); графики (на плоскости).
Иногда эти методы перечисляют в ином порядке, что не принципиально, поскольку предполагается их рассмотрение и как отдельных инструментов, и как системы методов, в которой в каждом конкретном случае предполагается специально определить состав и структуру рабочего набора инструментов.
Статистические методы управления качеством – это философия, политика, система, методология, а также технические средства управления качеством на основе результатов измерений, анализа, испытаний, контроля, данных эксплуатации, экспертных оценок и любой другой информации, позволяющей принимать достоверные, обоснованные, доказательные решения.
Применение статистических методов – весьма действенный путь разработки новой технологии и контроля качества производственных процессов. Многие ведущие фирмы стремятся к их активному использованию, и некоторые из них тратят более ста часов ежегодно на обучение этим методам, осуществляемое в рамках самой фирмы. Хотя знание статистических методов – часть нормального образования инженера, само знание еще не означает умения применить его. Способность рассматривать события с точки зрения статистики важнее, чем знание самих методов. Кроме того, надо уметь честно признавать недостатки и возникшие изменения и собирать объективную информацию.
Семь простых методов контроля позволяет решать 95 % проблем, возникающих на производстве.
В данных методических указаниях будет рассмотрено четыре более простых для изучения студентами 2 курса метода: использование контрольных листков, диаграмма Парето; диаграмма Исикавы; гистограммы.
Контрольные вопросы (для устного или письменного опроса на практических занятиях):
1 Что понимается под качеством продукции?
2 Каковы причины изменчивости (вариабельности) показателей качества?
3 Классификация изделий на дефектные и годные.
4 Причины дефектов изделий пищевой промышленности.
5 Причины перехода к выборочному контролю.
6 В каком случае возможен выборочный контроль?
7 Почему выборочный контроль должен быть статистическим?
8 Закономерности производственных процессов, учитываемые при проведении выборочного контроля.
9 Что понимается под статистическими методами контроля?
10 Почему статистические методы контроля и управления, применяемые на производстве должны быть простыми?
11 Причины широкого применения простых статистических методов контроля и управления качеством.
Мы поможем в написании ваших работ!
Контрольный листок локализации дефектов
Во многих видах продукции технического назначения обнаруживаются внешние дефекты или дефекты, выявляемые специальными методами (например, ультразвуковой дефектоскопией такие, как царапины или грязь), и на многих предприятиях принимаются различные меры для их устранения. Большую роль в решении этой проблемы играют контрольные листки локализации дефектов. В листках такого рода есть эскизы или схемы, на которых делаются пометки, показывающие местонахождение дефектов.
На рисунке 3 показан такой листок, используемый на машиностроительном заводе для входного контроля отливок. Поставщик имел возможность и раньше принимать решения о приемке или браковке партий по числу обнаруженных дефектов – таких как раковины в отливках, но качество отливок при этом не улучшалось. После того как были введены листки локализации дефектов, на которых фиксировалось возможное месторасположение раковин, качество отливок резко улучшилось, поскольку облегчился поиск причин дефектов.
Такого типа контрольные листки нужны для диагноза процесса, поскольку причины дефектов часто можно найти, исследуя места их возникновения и наблюдая процесс в поисках объяснений, почему дефекты концентрируются именно в этих местах.
Контрольный листок локализации дефектов

Рисунок 3 – Пример контрольного листка
Контрольный листок причин дефектов
Листок локализации дефектов, описанный в предыдущем примере, используется для привлечения внимания к местам возникновения дефектов. Кроме того, контрольные листки применяются иногда для дальнейшей стратификации с целью определения причин дефектов. Вообще говоря, большинство исследований, нацеленных на поиск причин дефектов, предполагают сравнение данных о причинах с соответствующими данными о последствиях дефектов, сопоставляя их в строго установленном порядке для последующего анализа путем стратификации или с использованием диаграмм рассеивания. Но если случай достаточно простой, то можно фиксировать требуемые данные прямо в контрольном листке.
Например, на рисунке 4 представлен контрольный листок для регистрации дефектов пельменей, изготовляемых на двух производственных линиях, с учетом оборудования, рабочих, дней изготовления и типов дефектов. Производился выборочный контроль, у каждого рабочего было исследовано по 30 штук пельменей, изготовленных до и после обеда на наличие нескольких видов дефектов.
Наименование изделия и номер партии ________________________
○ – отклонения в массе; ● – нарушение формы; ٱ – разрыв теста;
Δ – неслипшиеся края; х – наличие загрязнений; + – прочие.
Рисунок 4 – Пример контрольного листка
С первого взгляда видно, что у рабочего С в выборках много пельменей с отклонениями в массе. Кроме того, все рабочие допустили много дефектов в среду. Каждый рабочий по-своему объяснял и указывал причины дефектов. Исследование же причин дефектов показало, что рабочий С недостаточно часто контролировал массу пельменей, причиной дефектов, допущенных в среду, послужило плохое качество исходного сырья – муки.
1 Несмотря, на мнение рабочих (персонала), производящих продукцию или обслуживающих оборудование, факты любых отклонений показателей, как самой продукции, так и производственных процессов следует проверить с помощью данных.
Данные нужно собрать таким образом, чтобы выявить, какие типы дефектов превалируют и что вызывает их появление. Помня об этом, проблему следует решать в такой последовательности:
2 Распределить дефекты по видам и определить, какой из них представляет наибольшую трудность.
3 Составить список возможных причин дефектов (например, сырье, заготовки, станки, инструмент, рабочие, метод измерения и т.д.).
4 Сгруппировать данные таким образом, чтобы выделить по отдельности последствия каждого вида дефекта. Так как в этом примере двое рабочих и два станка, данные должны быть сгруппированы, по крайней мере, по этим двум потенциальным причинам.
5 Если данные нельзя четко группировать по причинам, приходится делать записи. Это надлежит сделать, например, в случае, если сырье или метод производства подверглись изменениям.
6 Данные надо проанализировать с помощью диаграммы Парето, контрольных листков, диаграмм рассеивания и т.д.
7 Когда причина возникновения дефекта очевидна, следует разработать меры по ее устранению и внимательно проследить за последующими результатами.
С той же целью можно использовать контрольные листки в виде диаграмм причин и результатов. По этой диаграмме можно определить, устранению каких причин важно отдавать предпочтение.
Все описанные примеры контрольных листков не являются установленными формами сбора и регистрации данных о качестве, на предприятиях могут быть разработаны иные формы бланков, удобных для применения на конкретном производстве.
1 Цели сбора данных о качестве.
2 Что понимается под стратификацией?
3 Практические рекомендации при сборе данных.
4 Что представляет собой контрольный листок?
5 Примеры контрольных листков.
6 Назначение контрольных листков в зависимости от цели сбора информации.
7 Способы построения контрольных листков.
8 Результаты использования контрольных листков применительно к производственным процессам и применительно к изготавливаемой продукции.
1 Определить номер индивидуального задания по номеру фамилии студента группы в списке, расположенном в алфавитном порядке
2 По заданию определить форму контрольного листка для регистрации данных о качестве продукции;
3 Определить необходимые информационные данные для контрольного листка;
4 Построить контрольный листок, нанести на него все необходимые данные;
5 Сделать вывод о качестве продукции.
Что такое метод контрольного листка? Суть метода, примеры. Когда он применятся?
- Наименование дефекта
- Операции
- Цех
- Номер партии
- Дата
- ФИО контролера
- Общее количество изделий
- Номер заказа
Применяется в производстве и на различных стадиях жизненного цикла продукции как при контроле по качественным, так и при контроле по количественным признакам.
Сбор данных и их автоматическое упорядочение для облегчения дальнейшего использования собранной информации.
Контрольный листок – это:
· средство регистрации данных, как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов;
· инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.
Японский союз ученых и инженеров в 1979 г. включил контрольный листок в состав семи методов контроля качества.
Прежде, чем начать собирать данные, надо решить, что с ними впоследствии делать, для каких целей осуществляется их сбор и обработка.
Обычно цели сбора данных в процессе контроля качества состоят в следующем:
· контроль и регулирование процесса;
· анализ отклонений от установленных требований;
· контроль выхода процесса.
Когда цель сбора данных установлена, она становится основной для определения типа данных, которые нужно собрать. В процессе сбора важно тщательно упорядочить данные, чтобы облегчить их последующую обработку. Для этого надо:
· зарегистрировать источник данных (время, оборудование и т. п.);
· регистрировать данные так, чтобы их было легко использовать.
Для сбора исходных данных используют контрольные листки (КЛ).
Виды различных КЛ исчисляются сотнями, и в принципе для каждой конкретной цели может быть разработан свой листок. Например, КЛ для регистрации распределения измеряемого параметра в ходе производства; КЛ причин дефектов; КЛ для фиксирования отказавших деталей в приборе; КЛ регистрации телефонных звонков; КЛ локализации дефектов; КЛ регистрации видов дефектов; КЛ регистрации времени явки учащихся на занятия; график температуры больного и т. д. Но принцип их оформления остается неизменным.
Правила составления контрольных листков
1. Решить, какие данные будут собираться, определиться с очередностью сбора информации.
2. Определить период времени, в течение которого будет проводиться сбор информации.
3. Сформулировать заголовок, отражающий тип собираемой информации.
4. Указать источник данных.
5. Составить перечень контролируемых характеристик.
6. Разработать бланк – стандартную форму регистрации данных, максимально удобную для заполнения в соответствии с принятыми правилами.
Контрольный листок является эффективным способом отображения данных. Помимо этого, он обладает и рядом других преимуществ – легкость применения, систематизация данных для работы с другими инструментами качества, применение единой формы для регистрации.
Наглядность, простота освоения и применения.
При этом недостатки контрольного листка связаны с его преимуществами. Это заранее заданные категории данных. Если в процессе наблюдений обнаружится событие, которое не определено в контрольном листке (вид дефекта или диапазон измерений), то это событие не будет зарегистрировано в контрольном листке.
Большое разнообразие форм и размеров контрольных листков.
Собранные данные служат источником информации в процессе анализа с использованием различных статистических методов и выработке мер по улучшению качества процессов.
Контрольный листок входит в число «семи новых инструментов качества», отобранных Японским союзом ученных и инженеров по принципу доступности для неподготовленных пользователей (в 1979 году, – ред.). Это бумажный или, реже, электронный бланк, сформированный таким образом, чтобы заполняющий его сотрудник мог максимально легко отражать в нем качественные или количественные характеристики производственного процесса, за ход которого он отвечает. Полученные благодаря контрольному листку данные затем ложатся в основу анализа, направленного на улучшение работы или используются для применения сложных статистических методов контроля качества. Если принято решение использовать в своей практике контрольные листки, то встает вопрос о том, как они должны быть оформлены и какую информацию в них отражать. Если вы столкнулись с какой-то вполне стандартной задачей, то иногда наилучшим выходом будет использовать шаблон контрольного листка. За время существования этого метода таких устоявшихся форматов возникло великое множество. Например, есть стандартизированные формы контрольных листков причин дефектов, локализации дефектов, фиксирования отказавших деталей в приборах. Примеры контрольных листков под какие-то конкретные задачи можно легко найти в Интернете. Но иногда задача носит специфический характер и требует разработать форму контрольного листка самостоятельно.

Рис. 1. Пример контрольного листка
Разрабатывать контрольный листок лучше в сотрудничестве с теми, кто будет его в итоге заполнять. Во-первых, непосредственный исполнитель может знать свою деятельность с более практической стороны, чем вы, а во-вторых участие в работе познакомит работника с контрольным листком и он не будет относиться к нему, как к навязанной сверху досадной помехе основной работе. Еще один важный момент – хранение новых бланков контрольных листков. Касается это, конечно, только тех из них, которые имеют бумажный носитель. Такие контрольные листки, разумеется, имеют срок действия, после которого заполненный бланк нужно отдать, а новый взять. Чтобы при «смене караула» не возникало ошибок и путаницы, новые бланки контрольных листков лучше хранить поблизости.
В структуре контрольного листка иногда бывает не лишне предусмотреть правила его заполнения. Например, в нашем варианте на рисунке №1, эти правила сформулированы одним предложением в шапке таблицы. Контрольный листок – только один из инструментов качества. К «семи новым инструментам качества» относятся также: диаграмма Парето, диаграмма Исикавы, контрольная карта Шухарта, диаграмма рассеяния, диаграмма сродства и ряд других инструментов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
«СЕМЬ ОСНОВНЫХ ИНСТРУМЕНТОВ КОНТРОЛЯ КАЧЕСТВА»
Контрольный листок – это документ (бланк), предназначенный для записи данных в режиме реального времени по месту сбора данных.
Любое статистическое исследование начинается со сбора данных. Производственная и иная деятельность предприятия – не исключение.
Собираемые данные необходимо тем или иным образом фиксировать, регистрировать, записывать – на бумаге или в электронной форме. Для записи данных контрольный листок и предназначен.
Сам термин «контрольный листок» или «контрольный лист» – это калька с английского check sheet.
Строго говоря, контрольный листок – это не инструмент контроля качества как таковой, а инструмент сбора данных для других инструментов контроля качества.
Контрольный листок – это бумажный бланк, на котором заранее напечатаны названия и диапазоны контролируемых показателей, с тем чтобы можно было легко и точно записать данные измерений и упорядочить их для дальнейшего использования. Этот инструмент (контрольный листок) служит средством для сбора и упорядочения первичных данных. Он используется для получения ответа на вопрос «Как часто встречаются изучаемые события?».
Применяются следующие виды контрольных листков:
- контрольный листок для регистрации измеряемого параметра в ходе производственного процесса;
- контрольный листок для регистрации видов несоответствий;
- контрольный листок для оценки воспроизводимости и работоспособности технологического процесса и т.п.
- Формулирование соответствующих вопросов относительно конкретных требований по качеству.
- Выбор необходимых методов анализа данных и подтверждение их эффективности.
- Правильное обозначение точек сбора данных в технологическом процессе.
- Назначение добросовестного рабочего для сбора данных.
- Оценка способностей и возможностей рабочего по своевременному сбору данных.
- Разработка формы бланков для сбора данных (формы контрольных листков).
- Подготовка инструкции по выполнению сбора данных.
- Тщательная проверка разработанных бланков и инструкций.
- Инструктаж и обучение рабочих.
- Периодические проверки осуществления процесса сбора данных и получаемых результатов.
Форма контрольного листка разрабатывается в соответствии с конкретной ситуацией. В любом случае в нем указываются:
- объект изучения (например, наименование и/или чертеж изделия или детали);
- таблица регистрации данных о контролируемом параметре (например, линейный размер изделия или детали);
- место контроля (цех, участок);
- должность и фамилия работника, регистрирующего данные;
- дата сбора данных;
- продолжительность наблюдения и наименование контрольного прибора (если он применяется в ходе наблюдения).
В регистрационной таблице в соответствующей графе проставляются точки, черточки, крестики и другие условные знаки, соответствующие количеству наблюдаемых событий. Например, при регистрации количества событий могут быть использованы следующие символы:
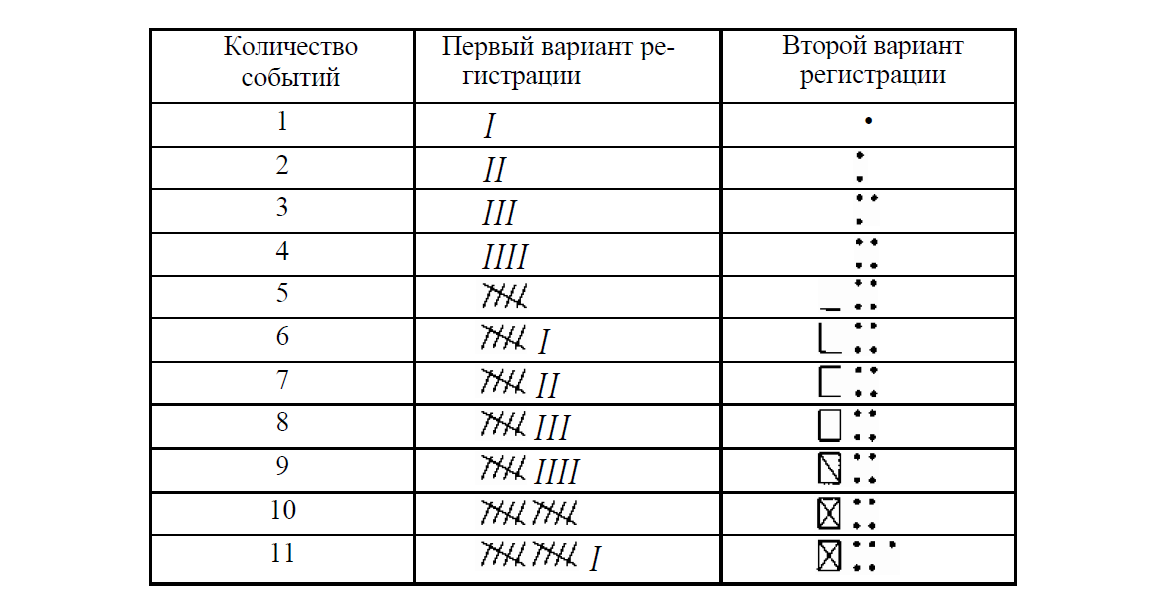
Диапазон применения контрольных листков очень широк, а их виды весьма разнообразны. При подготовке контрольных листков нужно следить за тем, чтобы использовались наиболее простые способы их заполнения (цифры, условные значки), число контролируемых параметров было по возможности наименьшим, а форма листка была проста для заполнения и анализа. Бланки контрольных листков должны быть напечатаны на бумаге, исключающей расплывание чернил, и иметь удобный для хранения и использования формат.
Примечание. В современных условиях, когда для контроля и (или) управления производственными процессами используются компьютеры, контрольные листки предпочтительно заполнять непосредственно в памяти компьютера, отказавшись от использования бумажных бланков.
В качестве примеров контрольных листков можно назвать:
- график температуры больного;
- контрольный листок для сбора данных об отказавших деталях телевизоров;
- контрольный листок для сбора информации о дефектах при производстве тентовых материалов и т.д.
Ниже приведены примеры контрольных листков для сбора информации.
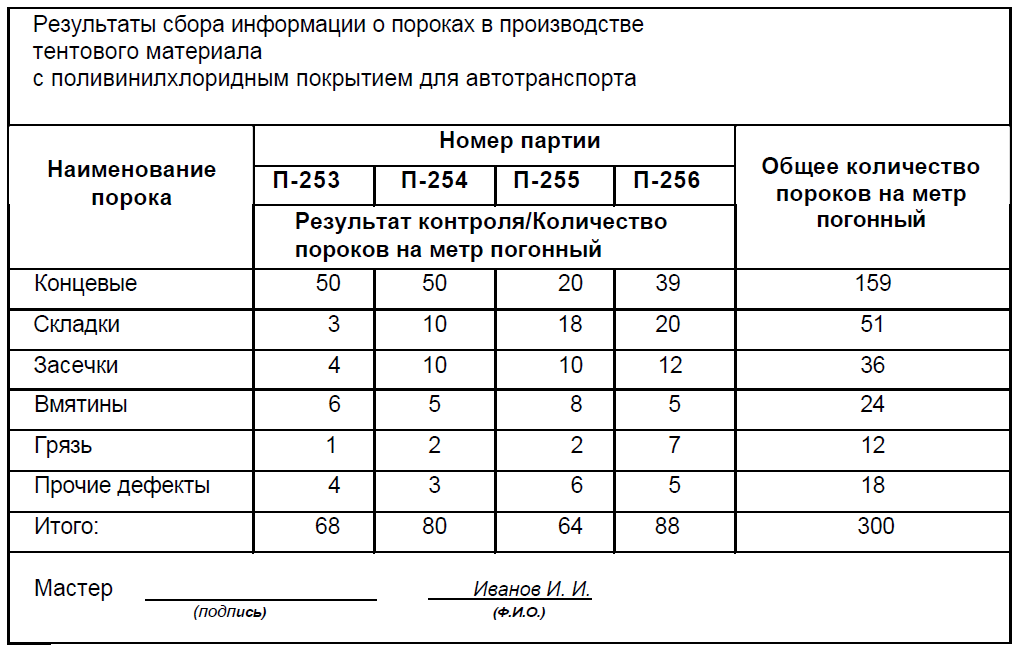
По результатам сбора данных, произведенным для нескольких партий с использованием рассмотренного выше контрольного листка, может быть составлена сводная таблица.
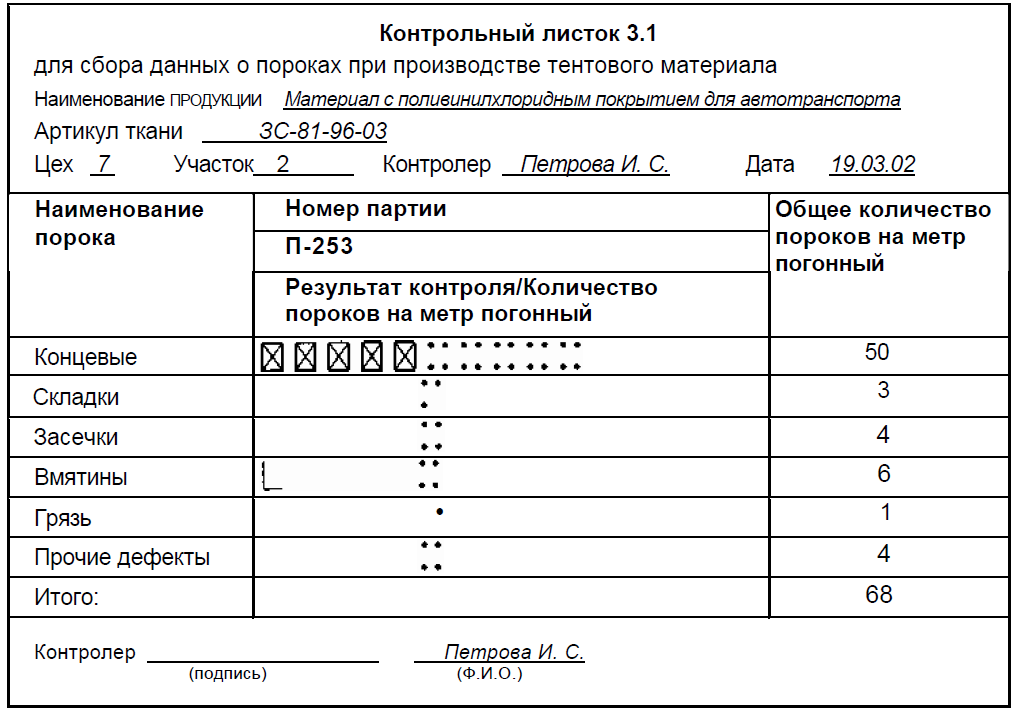
Таблица 3.1Сводная таблица результатов сбора информации
Если вы считаете, что при публикации настоящего материала нарушены ваши авторские права, напишите нам.