
- Трещины в сварке
- Причины появления коррозии при сварке
- Причины возникновения
- В аустенитных марках легированных сталей
- Кристаллизационные дефекты
- Внешние причины
- Как избежать наиболее распространенных дефектов при сварке MIG/MAG
- Обеспечение качества сварки
- Дефекты сварки
- Наиболее распространенные дефекты сварки MIG/MAG
- Примеры типичных дефектов и их предотвращение
- Почему так важно избегать дефектов сварки
- Последствия дефектов сварки
- Осмотр сварных швов
- Как не допустить появление дефектов сварки
- Решение проблемы
- Расчетные сопротивления угловых сварных швов
- Формула расчетного сопротивления
- Расчет сопротивления сварных соединений в стальных конструкциях
- Нормативное временное сопротивление металла шва
- Расчетное сопротивление по металлу границы сплавления
- Физический смысл коэффициентов
- Расчетное сопротивление по металлу шва
- Коэффициент перехода Cf
- Вывод
- Как предупредить образование горячих трещин
- Устранение дефекта
- Как правильнозащитить сварочный шов от коррозии
- Выравнивание внутренних напряжений
- Восстановление антикоррозионных свойств
- Защита от внешних факторов
- Временная защита
- Разновидность по времени образования
- Канадские платформы трещат по швам
- Различия трещин по форме и локации
- Виды коррозии сварного шва
- Местная – непредсказуемая
- Ножевая (межкристаллитная) – наиболее опасная
- Способы контроля сварного шва
- Частые вопросы по теме
- А зачем оно нам надо?
Трещины в сварке
Трещины – один из видов дефектов сварки. Характеризуются относительно большой длинной и приводят к значительному ослаблению места соединения деталей. Это происходит из-за разрывов в самом шве или в области вокруг него. Появляется дефект из-за высокого внутреннего напряжения в металле при одновременном снижении пластичности. На то, что трещины относятся к горячим указывает темный оттенок окружающей их поверхности и ее значительная окисленность.

Причины появления коррозии при сварке
Коррозия (ржавление) – это результат совокупности химических, физических и электрохимических процессов, к которым относят:
- Действие различных сред – в том числе воздействие кислорода и влаги;
- Неблагоприятные условия окружающей среды;
- Наличие посторонних примесей, которые могут образовывать гальванические пары.
Почти все перечисленные процессы происходят в момент сварки: нагрев, воздействие тока, активное взаимодействие различных материалов, влияние остатков посторонних веществ (сварочный флюс и пр.). Кроме этого, даже самый прочный сварочный шов имеет микроскопические поры и трещины, которые способствуют проникновению внутрь воды, кислорода и неметаллических включений (оксидов, сульфидов, нитридов). Неудивительно, что коррозия появляется в области шва практически сразу после сварки. Добавьте к повышенной уязвимости неблагоприятные условия хранения и эксплуатации, чтобы получить максимальную степень риска.

Причины возникновения
Причины образования горячих трещин – разрушение межкристаллических связей. Возникновение ликвидационных трещин часто происходит при сварке.
В аустенитных марках легированных сталей
Трещины появляются из-за небольшой величины относительного удлинения. Поэтому детали из такого материала нужно жестко фиксировать во время сварки для затруднения структурной деформации.
Кристаллизационные дефекты
Появляются из-за неправильного использования технологии сварки, проводимой без учета особенностей высоколегированных марок сталей. Сварка на больших токах приводит к возникновению областей с крупными кристаллами, рост которых вызывает внутренние напряжения.
Внешние причины
К ним относятся наличие примесей, возникающих в расплавленном металле. Процесс связан с сегрегацией – механизма неравномерного распределения в массе сплава легирующих элементов, микрофаз.
Как избежать наиболее распространенных дефектов при сварке MIG/MAG
Дефекты, которые могут возникнуть в результате сварки, способны привести к серьезным авариям и структурным повреждениям при эксплуатации готового изделия. От качества сварного шва, без преувеличения, в будущем может зависеть чья-то жизнь, поэтому важно избегать производственного брака и понимать механизмы, которые способны его вызвать. В этой статье мы рассмотрим наиболее распространенные дефекты сварки MIG/MAG и способы их предотвращения.
Обеспечение качества сварки
Обеспечение качества сварки – это целостная работа. Ее профессиональное исполнение зависит от квалификации персонала, спецификации технологии сварки (WPS) и рабочими инструкциями на производстве, а также инспекционными мероприятиями. Работа всех участков должна быть слаженной, чтобы в результате удалось получить качественные сварные швы.
Дефекты сварки
К дефектам сварки относят трещины, непровары, пористость и шлаковые включения. Международный стандарт ISO 6520-1, классифицирующий и описывающий дефекты сварки, определяет его как несплошность сварного шва или отклонение от предполагаемой геометрии сварного шва.
Наиболее распространенные дефекты сварки MIG/MAG
Наиболее распространенные сварочные дефекты при сварке MIG/MAG включают, например, пористость, включения, подрезы, чрезмерная асимметрия угловых швов, непровары, брызги. Наиболее типичными проблемами при сварке MIG/MAG являются брызги и несплавление. Каждый сварочный дефект имеет свои причины возникновения, которые должен знать сварщик, чтобы в дальнейшем избежать их возникновения.
Примеры типичных дефектов и их предотвращение
Чтобы избежать дефектов сварки, важно правильно настроить оборудование, выбрать параметры сварки и тщательно подготовить поверхность для сварки. Контроль качества сварного соединения после завершения также играет важную роль.
Ниже приведены несколько примеров наиболее распространенных дефектов сварки MIG/MG и способы их предотвращения:
Отсутствие слияния сварного шва
- Убедитесь, что подготовка шва достаточно широкая
Слишком узкая разделка швов
- Убедитесь, что подготовка шва достаточно широкая
Неправильный угол горелки
- Удостоверьтесь, что угол горелки обеспечивает адекватное сплавление боковых стенок.
Чрезмерно высокий ток или слишком низкая скорость сварки
- Выбирайте параметры сварки (высокий сварочный ток, короткая длина дуги и не слишком высокая скорость сварки), обеспечивающие достаточное проплавление без заливания.
Загрязнения на стыках
- Очистите поверхности соединения
Сварка на спуске
- Используйте вертикальную сварку вверх
Слишком длинная дуга/слишком высокое напряжение
- Используйте более короткую дугу / меньшее напряжение
Слишком низкая тепловая нагрузка
Чрезмерная асимметрия углового шва
Слишком большая сварочная ванна
- Уменьшить скорость осаждения
Помимо этого, допустимые нормы дефектов указаны для каждого класса сварки в ISO 5817. В этом стандарте пределы классифицируются по трем классам сварки: B, C и D. В машиностроении типичным является класс C, но класс B также часто нуждается в гораздо более требовательном подходе к процессу сварки. Для обнаружения и интерпретации этих значений может потребоваться метод разрушающего контроля наряду с визуальным контролем.
Почему так важно избегать дефектов сварки
Желание избежать дефектов сварки имеет несколько весомых причин:
Последствия дефектов сварки
Дефектов сварки следует избегать просто потому, что в последствии их нужно исправлять. Все ремонтные работы, связанные со сваркой в производственном цеху, требуют времени и, следовательно, денег. Это замедлит производственный процесс и, в конечном итоге, приведет к задержке в графиках проекта. Однако самым неприятным последствием дефектов сварки в худшем случае может стать разрушение изделия или конструкции, что может привести к различным авариям и даже травмам.
Осмотр сварных швов
Мы можем обнаружить дефекты сварки при осмотре сварных швов, что являет собой запоздалую меру контроля и позволяет не предупреждать ошибки, а работать над устранением уже возникших неисправностей. Сварочное производство необходимо развивать в правильном направлении, чтобы снизить риск дефектов. Такие меры по развитию могут включать, например, ужесточение требований к качеству разделки, изменение процесса сварки или изменение параметров. Однако особое значение имеет подготовка сварщиков. Квалификация сварщиков играет центральную роль в работе по улучшению качества.
Как не допустить появление дефектов сварки
Для того чтобы не допустить дефекты сварки, следует придерживаться следующих рекомендаций:
- Проводить визуальный осмотр сварки.
- Обучать сварщиков визуальному контролю.
- Мониторить производство в режиме реального времени.
Решение проблемы
Следуя этим рекомендациям, можно снизить вероятность появления дефектов сварки и обеспечить высокое качество сварного соединения.
Расчетные сопротивления угловых сварных швов
Согласно требованиям пункта 6.4 СП 16.13 330.2017:Расчетные сопротивления сварных соединений для соединений различных видов и напряженных состояний следует определять по формулам, приведенным в таблице 4.
Для угловых сварных швов требуется выполнять расчет на действие условного среза по двум сечениям: по металлу шва и по металлу границы сплавления.
Формула расчетного сопротивления
Расчетное сопротивление сварного соединения по металлу шва определяется по формуле:
Расчет сопротивления сварных соединений в стальных конструкциях
Нормативное временное сопротивление металла шва
где:
- 0.55 – коэффициент;
- Rwun – нормативное временное сопротивление металла шва растяжению;
- γwm – коэффициент надежности по материалу шва.
Расчетное сопротивление по металлу границы сплавления
Расчетное сопротивление по металлу границы сплавления определяется по формуле:
где:
- 0.45 – коэффициент;
- Run – нормативное временное сопротивление металла границы сплавления.
Обе эти формулы содержат численные коэффициенты, чье назначение не отражено в тексте. Давайте разберемся, что они означают.
Физический смысл коэффициентов
Эти формулы были введены в соответствии с нормативными документами и до сих пор остаются неизменными.
Статья, опубликованная в 1983 году, поможет нам понять смысл этих коэффициентов.
Расчетное сопротивление по металлу шва
Для определения расчетных сопротивлений угловых сварных швов на срез принята соответствующая формула:
где:
- Cf – коэффициент перехода от временного сопротивления металла шва растяжению к временному сопротивлению углового шва срезу;
- Rwun – нормативное временное сопротивление металла шва растяжению;
- γu – коэффициент надежности в расчетах по временному сопротивлению;
- γwm – коэффициент надежности по материалу шва.
Прочность сварного шва зависит от направления усилия, действующего на соединение.
Коэффициент перехода Cf
Коэффициент Cf определен на основании испытания образцов.
- При действии сжимающих напряжений Cf ≈ 0.79.
- При действии растягивающих напряжений Cf ≈ 0.715.
- При минимальных напряжениях Cf ≈ 0.68.
С учетом этого, подставив Cf в формулу, получаем значение коэффициента 0.55, учитывающее, что расчет проводится по пределу прочности сварного шва.
Вывод
Таким образом, коэффициенты в данных формулах учитывают различные физические и надежностные параметры для правильного расчета сопротивления сварных соединений в стальных конструкциях.
Кажется нецелесообразным учитывать напряженное состояние элементов при проектировании сварных швов, так как в лучшем случае сжатия, прибавка составит 13% прочности шва, а при растяжении равном пределу текучести только 2%.
Необходимость выполнения этой проверки обоснована тем, что увеличение прочности металла шва путем его легирования приводит к значительной механической неоднородности металла в сварном соединении, при которой менее прочный основной металл будет определять несущую способность соединения.
Расчетное сопротивление по металлу границы сплавления определяется следующим образом:
При выполнении испытаний, установлено, что при сварке прокатных профилей из горячекатаной стали значение коэффициента Cz может быть принято равным единице. Однако при сварке термоупрочненных сталей наблюдается значительное разупрочнение металла в околошовной зоне, и коэффициент Cz принимает значение близкое к 0.7.
Подставим полученные значения в формулу и получим:
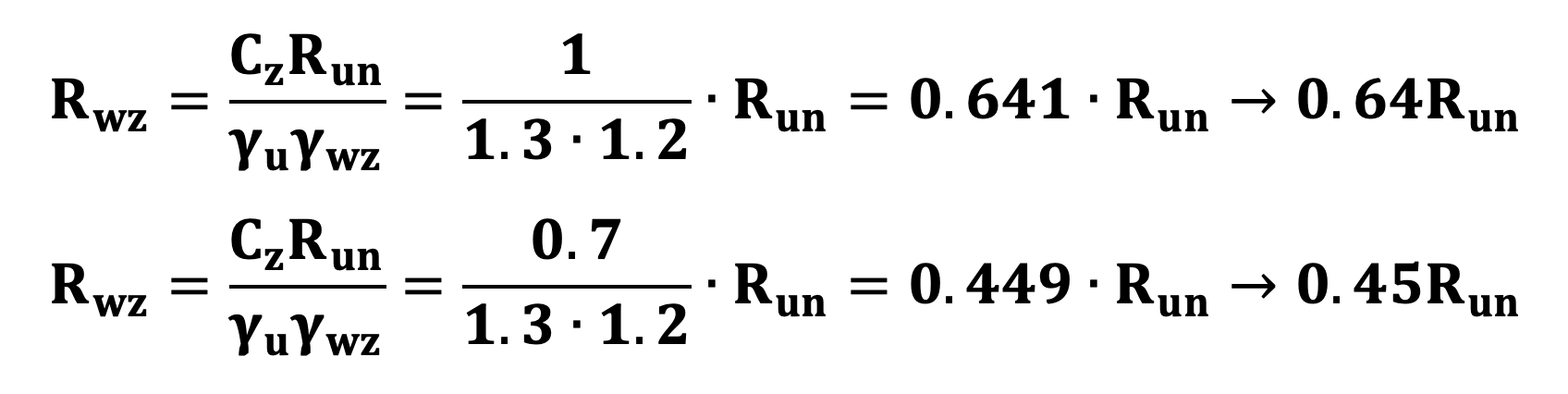
Нормы проектирования в запас принимают Cz равным 0.7. Возникает вопрос, актуально ли это положение с учетом современных технологий производства стали и выполнения сварки?
С этим вопросом мы обратились к одному из гостей наших подкастов — Артему Кравченко — Ведущему специалисту отдела по технологии производства проката Инженерно-технологического центра АО «Выксунский металлургический комбинат»:
ГОСТ 27 772–2021 допускает применение термически-упрочненных сталей. Применяются ли они до сих пор? Если да, насколько существенно разупрочнение термически-упрочненных сталей при сварке при современному уровне производства?
Технологию (состояние поставки) по которой будет производится прокат выбирает производитель, исходя из имеющегося на его заводе оборудования. Требования к состоянию поставки может быть указано в проекте. Что касается сварного шва — в связи с высокими скоростями нагрева и охлаждения в линии сплавления между металлом сварного шва и основным металлом проката формируется зона максимальной прочности, поэтому линия сплавления обычно является самым прочным местом сварного соединения. Если разрушение происходит по линии сплавления или металлу шва — многие нормативные документы бракуют данный продукт даже при обеспечении нормируемых характеристик прочности.
То есть снижение коэффициента Cz не актуально при современном уровне производства?
По-моему, все эти запасы рассчитаны на запас от «дурака» или были актуальны 50 лет назад в условиях примитивных концепций металлургических и сварочных технологий. Но у нас по прежнему много недобросовестных заводов металлоконструкций, которые и не соблюдают погонные энергии при сварке, и греют конструкции до 800 градусов для правки и т. п. Поэтому с нынешней культурой систем менеджмента качества — запасы нужно обязательно.
Если эта тема Вам интересна — подписывайтесь, ставьте лайки и оставляйте вопросы в комментариях, а я подготовлю новый материал, который, несомненно, будет Вам полезен. Спасибо!
У нас есть три лекции по устойчивости на YouTube. Если ещё не видели — то скорее на наш YouTube. Однако, совершенно не возможно рассказать об устойчивости всё. В этот раз приоткроем завесу тайны над формулами СП 16.
Мало того, что бетон нелинейный материал. Так ещё и работа железобетонных элементов сопровождается образованием трещин. Вот только выполнять расчеты приходится в линейно-упругой постановке. Как эту проблему решают нормы разных стран рассмотрим в новой статье.
Говорят, что толщины пластинчатых шайб баз колонн должны быть равны толщинам опорных плит. А можно ли сделать их меньше? Можно! Сегодня у нас небольшое исследование по назначению размеров пластинчатых шайб для баз колонн по нормам РФ, ЕС и США.
Какие узлы чаще всего встречаются в стальных каркасах? Правильно — крепление балок через срезные пластины (флажки). Грамотное проектирование флажков позволяет снизить металлоемкость и существенно упростить монтаж. В этой статье расскажем о том, как сделать эффективнее самый распространенный узел в стальном каркасе.
Даже в прямоугольных зданиях с регулярной сеткой колонны все равно встречается пара-тройка узлов со угловыми сварными швами под острыми или тупыми углами. Наши нормы, увы, не дают никаких рекомендаций по их проектированию. А мы — даем. Переходите по ссылке и знакомьтесь с особенностями проектирования таких сварных швов.
Многие из Вас наверняка уже встречались с пальцевыми соединениями или слышали о них на конференциях. Но в наших нормах о них ничего. У Американцев, кстати тоже) Зато кое-что можно почерпнуть из Европы.
Никогда не задумывались, что скрыто за коэффициентами для определения расчетных сопротивлений угловых сварных швов в таблице 4 СП 16.13 330.2017? А мы вот задумались — и выяснили.
Эх, сколько же всё-таки предельных состояний соединений, которые никак не освещает наш СП. Хватило бы на целый нормативный документ.
Классический узел крепления связи — через фасонку. Эти узлы встречаются повсеместно, но как убедится в прочности и устойчивости фасонки?
А Вы знали, что прочность сварного шва зависит от его ориентации по отношению к нагрузке? Нет? Тогда скорее переходите по ссылке. Там все написано)
Отечественные нормативные документы допускают применение двух методов контроля натяжения болтов в сдвигоустойчивых соединениях: по углу поворота и по моменту затяжки. Но не все понимают, чем они отличаются на практике и какой из них лучше выбрать.
История о том, как строилась карьера автора проекта Structuristik
Хотите знать как рассчитываются американские горки? Тогда вам сюда! Делаем это легко и непринужденно с помощью SOFiSTiK и Grasshopper.
О том как мы в Renaissance Construction выбирали единую программу для расчетов конструкций, которая бы устроила и отдел КМ и отдел КЖ.
Быстро и по существу о ключевых фишках программ ETABS и SAP2000 которые облегчают жизнь инженера-расчетчика!
SP vs Eurocode vs AISC. Сходства и различия подходов различных норм к расчетам узлов стальных конструкций.
Что такое композитное перекрытие и как его правильно моделировать в расчетной схеме.
Рассматриваем вопросы влияния отверстий в стенках балок композитных перекрытий на их жесткость и несущую способность.
В чем проблема с СП 385? Разбираемся что хотели сказать нормотворцы и в чем они не правы.
Динамический расчет конструкции во временной области на подвижную нагрузку с изменяющейся скоростью, величиной и направлением. Американские горки.
Основы теории устойчивости конструкций. Устойчивость дискретных систем. Континуальные системы — Формула Эйлера Эйлер VS. Геометрическая нелинейность
Устойчивость в нормах СП, Euroocode, AISC. Свободные VS Несвободные рамы. Определение расчетых длин по СП и AISC. «Колонны-паразиты»
Проверка устойчивости геометрически нелинейным расчетом. Как правильно делать геометрически нелинейный расчет и в чем его смысл.
Как предупредить образование горячих трещин
В основном растрескивание появляется у неопытных сварщиков из-за того, что они не соблюдают правильный режим и способ сварки и не подготавливают перед соединением детали должным образом. Чтобы не пришлось переделывать работу, необходимо:
Выполнение этих правил значительно снизит вероятность растрескивания металла.
Устранение дефекта
Возникшие горячие трещины при сварке необходимо удалять, чтобы не ослаблять конструкцию. Помочь может единственный метод – проварить шов снова. Но просто еще раз пройти его поверху не стоит. Так нередко поступают, но подобным образом проблема не устраняется, происходит только ее маскировка. При этом сохраняется вероятность, что после остывания металла он снова треснет сразу или оказавшись под нагрузкой.
Бракованные участки вырезаются полностью, после чего эти места перевариваются. Работу необходимо проводить только после того, как удалось понять, из-за чего произошло растрескивание, были тщательно подобрана марка электродов и параметры сварного тока. Однако проще сделать это сразу, чем потом устранять брак.
Как правильнозащитить сварочный шов от коррозии
Способ подходит только для легированной низкоуглеродистой стали.
При сварке часть легирующих элементов выгорает, что приводит к снижению коррозионной устойчивости. Чтобы восполнить потери, для сваривания используют проволоку с повышенным содержанием хрома, благодаря этому область шва сохраняет состав, схожий с основным металлом.
Выравнивание внутренних напряжений
Одна из причин коррозии – напряжения, созданные разницей температур внутри детали во время и после сварки. Чтобы выровнять температуру, конструкцию равномерно нагревают до 800 °C в печи или с помощью газовой горелки. После отжига её помещают в 3% водный раствор натрий-хрома, чтобы металл восполнил потери легирующих элементов.
Восстановление антикоррозионных свойств
Обмазочные средства с кислотами в составе протравливают сталь и восполняют содержание легирующих элементов.
Защита от внешних факторов
Эта технология намного проще предыдущих и не требует дополнительного оборудования, но не может использоваться на отвесных поверхностях, так как расплавленное олово будет капать вниз.
Временная защита
Жидкие и пастообразные составы на основе масла, воска или смолы быстро наносятся с помощью кисти, валика, пульверизатора или распылителя. Они создают тонкую пленку, которая продержится некоторое время, например, до момента окрашивания.
Разновидность по времени образования
По времени образования трещины делятся на холодные и горячие
Образование горячих трещин при сварке происходит непосредственно во время сваривания деталей
Возникновение происходит, когда металл нагрет до температур порядка 1000-1300 градусов Цельсия. В это время часть его уже начинает затвердевать. Другие части продолжают оставаться пластичными. Это хорошо заметно по ярко-красному металлу в центре шва и темному цвету околошовной зоны.
Холодное растрескивание происходит позже из-за усиления напряжения. Их появление сопровождается характерным треском, после чего на выглядящем ранее цельным соединении появляется трещина. Чаще всего холодное растрескивание происходит при остывании шва до 200-300 градусов.
Канадские платформы трещат по швам
А теперь обратимся к судостроению. Что военные корабли, что гражданские суда полностью сварные (за исключением экзотических конструкций из композиционных материалов и дерева). 75% сварных соединений – тавровые. И в тавровых соединениях совершенно официально допускается непровар в виде трещин, что резко снижает прочность корпуса. Что делают конструкторы-корабелы? Они вынуждены решать вопрос за счёт повышения толщины тавровых соединений и очень трудоёмких работ, правки готовых деталей. Чем толще металл, тем больше вес корабля и цена. Меньше грузоподъёмность. Чем меньше вес корпуса, тем выше рентабельность для торгового флота и больше возможностей впихнуть дополнительные системы вооружений на боевые корабли. А значит, требуется резко улучшить характеристики надёжности судовых сварных конструкций.
Что же создал Иван Иванович с авиационными корнями вместе с коллективом единомышленников? Он создал технологию сварки со 100%-ным проваром, при которой усталостная прочность сварных соединений повысилась в 19 (девятнадцать!) раз. Аналогов разработке в мире нет.
Суть инновации заключается в сборке рёбер с настильным листом в специальной установке без прихватки с оптимальным зазором и натяжением рёбер в процессе сварки.
Иван Иванович убеждает:
– Шведы делают морские платформы и хвалятся: «Мы так сжимаем металл при сварке, что он держится намертво». Но провара-то нет, значит, есть трещина, и, соответственно, она является концентратором напряжений. В мире нет сегодня другой технологии сварки. А у нас есть! На оборудовании немецкой фирмы IMG, финской Pemo, итальянской Corimpex, шведской ESAB выпускают ребристые панели и тавровые профили с непроваром и потому конкурентами не являются.
Опыт ЗАО «ЦНИИ Проектстальконструкции им. Мельникова» по обследованию технического состояния морских платформ для освоения нефтяных и газовых месторождений показывает, что в местах технологических непроваров тавровых соединений часто выявляется наличие трещин усталостного происхождения. Так, множество трещин обнаружено в металлоконструкциях платформы СIDS «Орлан» (Канада), доставленных в Советскую гавань с целью её использования в проекте «Сахалин-1» после реконструкции в качестве добычной стационарной платформы на месторождении Чайво. Особенно протяжённые трещины (длиной до 0, 5 и даже до 1, 5 м) обнаружены в палубных конструкциях разведочной платформы СIDS, эксплуатируемой в море Бофорта (север Канады) с 1984 по 1998 год. Все трещины инициированы у кончиков технологических непроваров ребристых (тавровых) соединений и получили название «конструктивный непровар».
Как рассказывает Муравьёв, главный конструктор немецкой фирмы IMG Шульц, посетивший «Воронежстальмост» ещё в 2010 г. с целью продажи заводу поточной линии по изготовлению ребристых панелей, после ознакомления с нашей разработкой, принял решение проектировать и изготавливать установку по российскому проекту. Идею он, конечно, подсмотрел, но технологию не получил.
А у нас старые песни о главном: «Денег на опытно-промышленный образец нет и не будет. Ищите частного инвестора!» Пролетают годы, потраченные на штурм чиновных кабинетов, упущенную выгоду для государства уже посчитать невозможно. Всё просто – внедрение воронежской технологии сварки в производство выводит отечественную судостроительную, мостостроительную и строительную отрасли по ряду позиций в мировые лидеры. Особенно она необходима для изделий, работающих в суровых условиях Арктики – те же нефтяные платформы и ледоколы.
Иван Иванович привозил в редакцию демонстрационные образцы – два внешне похожих и слегка повреждённых куска металлического крестообразного профиля с толщиной стали 14 миллиметров. Первый образец, сварка по традиционной технологии – разрушение по месту сварки. Второй – разрыв металла, сварка на месте. Смотрю таблицу сравнительных испытаний тавровых образцов на усталостную прочность. Действующая или базовая технология против инновации от Ивана Муравьёва. Базовая технология – разрушение сварного шва после 13 016 циклов переменной нагрузки. Инновационная технология – сварной шов устоял перед без малого четвертью миллиона циклов (246 671), дальше не выдержал собственно металл.
А знаете, сколько требуется для завершения создания не опытной, а опытно-промышленной установки? 55 миллионов рублей. В 2020‑м на эти же цели потребовалось бы всего 30 миллионов. Для такой масштабной работы – ничто. Стоимость пары люксовых автомобилей, которыми забиты улицы Москвы. В прошлом году Минпромторг наконец-то согласился с актуальностью проекта, но денежных средств на завершение научно-исследовательских и опытно-конструкторских работ не выделил, ссылаясь на их отсутствие. А как же импортозамещение? Ориентировочная стоимость сварочного оборудования Ивана Муравьёва – около 1 млн долларов. Импортное, которое закупается для госкорпораций, стоит в восемь раз дороже! И простаивает.
Технологи-эксперты посчитали, что с внедрением инновационной и импортозамещающей технологии «конструктивного непровара» не будет в принципе. Также одновременно сократится количество операций с 8 до 4, а количество рабочих мест с 4 до 2, впятеро вырастет производительность труда на втрое меньшей площади.
это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Так обеспечивается жёсткость конструкции. Простыми словами – к горизонтально лежащей детали приваривается вертикальная, образуя букву «Т». А может быть и «Н». Или иметь форму креста. Как правило, это лист, длиной до 15 метров (а то и больше), к нему привариваются рёбра жёсткости, толщиной до 20 миллиметров. Но есть одна проблема – малая площадь соприкосновения (условно «ножки» буквы «Т» к «крышке») не всегда позволяет обеспечить надёжность соединения. То есть сварка может подвести.
Различия трещин по форме и локации
Горячие трещины напоминают надрезы либо разрывы, идущие вдоль или поперек соединительного шва. Они бывают как крупными, так и малозаметными, порой для их выявления требуется увеличительное стекло. Форма у них извилистая. Из-за окислов металла они окрашены в темный цвет. Возникают они как в месте сварного шва, так и в зоне, непосредственно к нему прилегающей.
Горячие трещины шва делятся на продольные и поперечные. Кроме того, поперечные трещины могут возникать в толще свариваемого металла, не выходя на поверхность. В околошовной локации также могут возникать как продольные, так и поперечные дефекты, они различаются на:
Виды коррозии сварного шва
Особенность:разрушение происходит по всей поверхности шва на небольшой глубине. Объем поражения легко определяется визуально.
Материалы, наиболее подверженные сплошной коррозии: нелегированные и низколегированные углеродистые (ржавеющие) стали с однородной структурой.
Местная – непредсказуемая
Особенность:разрушение происходит на отдельных участках шва. Глубину поражения можно оценить только в процессе зачистки.
Материалы, наиболее подверженные местной коррозии: легированные ледебуритные стали (марка Х12МФ), швы и стали с небольшим содержанием хрома (менее 12%).
Ножевая (межкристаллитная) – наиболее опасная
Особенность:разрушение происходит по границе шва и металла. Поражение может быть незаметно вплоть до полной потери прочности шва.
Материалы, наиболее подверженные местной коррозии: высокоуглеродные сплавы, легированные стали и нержавейка, которая изменила свойства в результате длительного нагрева при температуре более 600 °C.
Способы контроля сварного шва
Сварщик должен контролировать возможное образование горячих трещин. Для этого он очищает швы щеткой от шлака. Наплывы необходимо рассмотреть через увеличительное стекло, т.к. часто под них маскируются трещины.
В ответственных случаях, когда необходимо устранить ослабляющее влияние дефектов, проводят дефектоскопию при помощи рентгеновских установок. Так можно выявить даже внутренние полости. Трубопроводы, сосуды для хранения жидкостей и сжатых газов проверяют при помощи опрессовки сжатым воздухом. Также в сосуды могут наливать керосин или аммиак для контроля возможных протечек через микротрещины.
Частые вопросы по теме
Нужна ли дополнительная защита после сварки, если поверхность деталей уже защищена?
Да, так как места соединения становятся уязвимы.
Можно ли наносить защиту сразу после сварки?
Предварительно требуется зачистка и шлифовка шва, а это возможно сделать только после полного остывания и затвердения. Рекомендуется выждать 24 часа после сварки.
Что делать, если ржавчина уже появилась?
Перед обработкой необходимо тщательно очистить все участки, которые затронула коррозия. При наличии глубокой или ножевой коррозии требуется удалить шов и переварить его заново.
Нужна ли защита, если конструкция в дальнейшем будет окрашена?
Если до момента окрашивания остается более 3-5 дней, то рекомендуется нанести хотя бы временную защиту. Это проще, чем зачищать появившуюся ржавчину.
Теперь вы знаете о нюансах и всех доступных способах, как можно защитить сварочный шов от коррозии после сварки. Выбирайте подходящий вариант в зависимости от ваших возможностей, типа металла, вида коррозии, объёма, назначения и условий эксплуатации изделия.
А зачем оно нам надо?
Этот вопрос, видимо, и задают себе функционеры, распределяющие ресурсы. Попробуем ответить ещё раз, горы писем от научных и производственных организаций, ответы на них из госструктур есть в распоряжении редакции.
Но сначала про сварку, усталость металла, трещины, катастрофы. Обычно, по «классике», после сварки тавровых панелей и профилей идёт коробление продольное и поперечное. И полсмены рабочие после сварки правят профили, чтобы сделать их из кривых прямыми. Ладно, поправили, отдали на склад готовой продукции. Но в классической технологии с прихватом, когда две детали сначала жёстко фиксируются и потом свариваются, есть ещё одно уязвимое звено – непровар шва. Фактически это трещина, которая так или иначе проявит себя. Трещина – это концентратор напряжения, и она всегда имеет тенденцию к росту. Мина замедленного действия!
Тут требуется рассказать непосредственно об инженерной карьере изобретателя Муравьёва. После окончания в 1955 г. Московского авиационного технологического института им. К.Э. Циолковского (МАТИ) был направлен на Воронежский авиазавод, ныне ВАСО. И вся жизнь оказалась связана с организацией службы сварки (лаборатория сварки – отдел главного сварщика). Особое внимание было обращено на повышение прочностных характеристик сварных соединений: разработку процессов изготовления трубопроводов повышенной прочности из титановых и алюминиевых сплавов, влияние видов защитной среды при термической обработке (в вакууме, аргоне, воздушной среде). Изготовление сотовых панелей из титановых сплавов для стратегических самолётов диффузионной сваркой и многое другое. Некоторые технологии сварки, разработанные на авиазаводе, и сегодня являются мировыми достижениями. Не стоит забывать, что Муравьёв попал и на создание первого в мире сверхзвукового пассажирского самолёта Ту‑144, его серийно строили в Воронеже. В 1974-м защитил кандидатскую, естественно, по сварке и термообработке авиационных конструкций из титановых сплавов.
Дальше был Воронежский инженерно-строительный институт, где внимание доцента Муравьёва привлекли случаи внезапных, порой катастрофических разрушений судов, мостов и сооружений. И он выявил закономерность – в большинстве случаев широко применялись тавровые сварные соединения. А причиной аварий и катастроф по результатам расследований госкомиссий объявлялась усталость металла. Выносливость или усталость состоит из двух стадий – стадия зарождения трещины и стадия её роста вплоть до разрушения конструкции под действием усталостных нагрузок. Разрушился ли сухогруз около берега Крыма при 5-балльном шторме, и сухогруз у берегов Турции затонул вместе с командой, разрушились мосты: железнодорожный мост в Башкирии, мост в Дагестане, к счастью без жертв, и другие примеры. И везде валят на усталость металла.
Группе специалистов ООО «Стройинпромтех» под руководством Ивана Муравьёва удалось найти решение указанных проблем. С 2002 по 2010 г. проведены поисковые исследования технологии сборки и сварки, по итогам которых была разработана импортоопережающая технология изготовления тавровых панелей и профилей.