
Любая деятельность по совершенствованию бизнес-процессов, устранению потерь и повышению эффективности требует, в первую очередь, полного понимания: в чем состоит проблема? Нанесение точечных ударов по первопричинам несоответствий всегда эффективнее действий наугад без четкого понимания, с чем вы имеете дело. Какие инструменты могут помочь выявить коренные причины проблем на производстве?

Даже на самом совершенном производстве с разной периодичностью могут возникать проблемы: в продукции выявляется дефект, разработчики не укладываются в сроки, доставка приходит с опозданием. Если компания привыкла работать в аварийном режиме, устраняя возникающие проблемы без глубокого анализа их причин (даже если она делает это быстро и успешно), то проблемы эти будут возникать регулярно.
Главная опасность при реализации программы устранения потерь в процессах – неверное определение их источников. К счастью, современные производители имеют в своем распоряжении целый набор различных инструментов выявления и устранения коренных причин потерь на производстве.
- Метод «5 почему»
- Использование Анализа корневых причин
- Что нужно запомнить?
- Шаг первый – команда
- Шаг второй – оценка влияния феномена на показатели эффективности
- Шаг третий – применение метода 5W+1H
- Шаг четвертый – описание схемы процесса и его этапов
- Шаг пятый – определение систем и подсистем и анализ рабочей точки процесса
- Шаг шестой – восстановление базового состояния
- Шаг седьмой и восьмой – модернизация узла и оценка эффективности
- Шаг девятый – управление рисками
- Шаг десятый – проверка результатов
- Шаг одиннадцатый – стандартизация
- Шаг двенадцатый – план будущих активностей
- ПРЯМАЯ РЕЧЬ
- Методика решения проблем «одна за одной»
- Диаграмма Исикавы
- Заключение
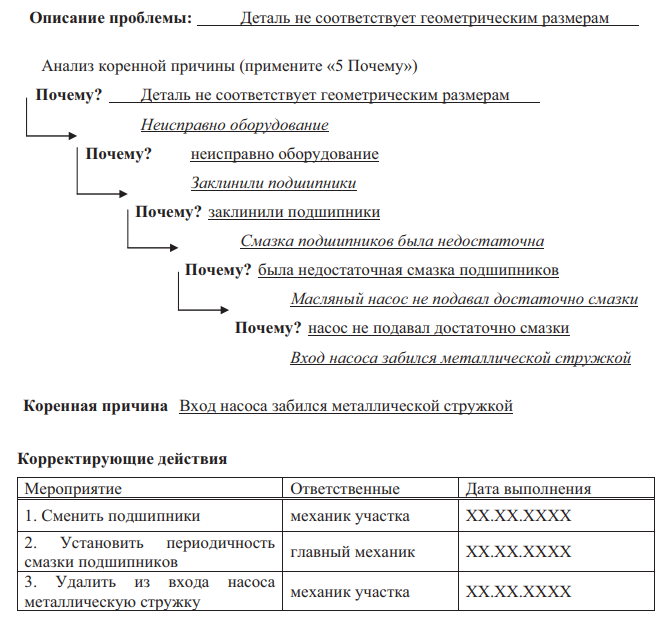
Метод «5 почему»
Метод направлен на определение первопричины выявленного дефекта или проблемы через поиск ответа на вопрос «Почему это происходит?». Каждое следующее «Почему?» задается в ответ на полученное пояснение. Название метода условно: вопрос может задаваться более пяти раз, однако в среднем уже после пяти можно прийти к желаемому результату и определить коренную причину.
Следует принимать и записывать все представленные в ходе мозгового штурма ответы; впоследствии неверные будут исключены. Для каждой причины (где это возможно) следует разработать пакет корректирующих мероприятий, обязательно установив сроки и ответственных за выполнение лиц.
Преимущества метода «5 Почему»:
- Простота и универсальность применения. Метод можно с легкостью комбинировать с другими инструментами .
- Широта применения. Метод может с равным успехом применяться для выявления первопричин несоответствий как в производственных, так и непроизводственных процессах.
- Скорость. Проведение метода не занимает много времени.
- Метод незаменим при решении проблем, связанных с человеческим фактором и межличностными отношениями внутри коллектива.
Пример использования метода «5 Почему» на Ульяновском автомобильном заводе:
Пример заполнения формы метода «5 Почему» Курского аккумуляторного завода:
Философия производственной системы (далее – «ПС») гласит: самые выгодные инвестиции – в развитие людей. Только люди развивают остальные факторы производства: оборудование, методы, материалы.

Можно купить новые станки, но необученные люди приведут их в негодность, поэтому человека нельзя рассматривать просто как «пару рук». И «первую скрипку» здесь играет руководитель – именно он вдохновляет операторов личными проектами ПС или кайзенами. Но и руководителей нужно обучать, причем непременно на практике.
Управляющий комитет ПС на площадке средних рядных двигателей ЯМЗ-530 Ярославского моторного завода «Группы ГАЗ» был посвящен методике решения проблем «одна за одной» на примере одного из самых нестандартных проектов.
В чем суть методики? Сначала формулируется гипотеза, которая объясняет происхождение той или иной проблемы. А затем экспериментами эти предположения проверяются. Так, постепенно решая проблемы «одна за одной», докапываются до самого слабого звена в производственной цепочке. Записывая каждый шаг в специальном бланке, на выходе проектная группа получает подробную «анатомию» проблемы. Таким образом, здесь важен сам скрупулезный процесс исследования.
Шесть шагов решения проблемы:
- описать проблему
- найти коренную причину методом экспериментальной проверки гипотез последовательно «одна за одной»
- выбрать способ решения
- внедрить контрмеру
- контролировать результат
- создать стандарт
Группе руководителей предложили задачку: почему некоторые автовладельцы, хотя и крайне редко, жалуются на течь масла из двигателя? Один из дефектных двигателей был представлен для «разбора полетов». В ходе анализа проблемы руководители выдвинули несколько гипотез.
Сначала грешили на момент затяжки трубки подачи масла, который якобы не соответствовал конструкторской документации. Но провели эксперимент – отклонений не выявили.
Проверили, не отступают ли от технологического процесса слесари, однако и здесь убедились: люди на сборочном конвейере действуют строго по правилам, а проблема оставалась.
Тогда один из членов проектной группы выдвинул гипотезу, что сама трубка подвода масла не соответствует конструкторской документации. Проверили детали с проблемных двигателей на контрольном приспособлении – и действительно, трубка оказалась от другой модификации мотора. Но как она туда попала? Именно человеческий фактор стал слабым звеном – на складе люди путали трубки разных видов из-за их внешней схожести.
Тут же разработали план корректирующих мероприятий. В первую очередь ввели цветную маркировку трубок, на складе разделили места для хранения трубок разных видов, а на сборочном конвейере вывесили визуализацию изделий. На организацию доставки трубок по тянущей системе жестко под закладку и остальные мероприятия определили срок – месяц. И наконец, сформулировали стратегическое решение, которое должно исключить корень проблемы, – унифицировать трубки. К этому уже подключились конструкторы.
Так руководители по методике «одна за одной» устранили редкий, но досадный дефект.
В медицине не сложно понять разницу между симптомами и лечением болезни. Сломанное запястье, например, просто-напросто, болит! Но обезболивающие убирают симптомы, для нормального срастания переломанной кости требуются иные средства. Но что вы делаете, когда сталкиваетесь с какой-нибудь проблемой на работе? Очертя голову бросаетесь бороться с симптомами или все же останавливаетесь и думаете о том, что, возможно, есть более глубокие причины возникновения проблем, заслуживающие вашего внимания? Если вы боретесь с симптомами, то, что вы получите в результате? Проблема почти наверняка повторится и заставит вас обращаться к ней снова и снова.
Напротив того, если вы вглядитесь глубже, чтобы понять, что же на самом деле вызывает проблему, вы сможете поправить лежащие в основе злополучной деятельности системы и процессы и изменить ситуацию к лучшему. Анализ корневых причин (Root Cause Analysis – RCA, – ред.) представляет собой популярную и часто используемую методу, дающую возможность ответить на вопрос: «Каковы истинные причины того, что проблема возникла?». Данный инструмент менеджмента помогает найти источник проблемы, для чего в рамках методики нужно осуществить ряд шагов. Итак, требуется:
- Определить, что случилось.
- Определить, почему что-то произошло.
- Проанализировать: что необходимо предпринять, чтобы снизить вероятность того, что проблема заявит о себе еще раз.
Метод RCA исходит из того, что системы и события взаимосвязаны. Это означает, что действие, предпринятое в одной сфере, автоматически меняет другой аспект, а тот, в свою очередь, воздействует на следующий процесс. Отслеживая все подобные взаимосвязи в обратном порядке мы добираемся до точки, где проблема рождается, попутно вы выясняете как ситуация изменялась пока не вылилась в те симптомы, с которыми вам пришлось иметь дело. Обычно мы сталкиваемся с тремя типичными причинами возникновения проблем:
- Физические причины. Как понятно, сюда входят абсолютно материальные вопросы: например, отказ автомобильных тормозов.
- Человеческий фактор. Это когда люди делают что-то не так или не совершают каких-то действий, которые необходимы. Ошибки людей часто – подкладка под физическими причинами, которые мы упоминали. К примеру, кто-либо не залил тормозную жидкость, вот и отказали автомобильные тормоза.
- Системные проблемы. Проблема может содержаться в системе, политике или процессе, которые используют люди для принятия решения и выполнения работы. Пример: никто не отвечает за техническое обслуживание автомобилей и вот кто-то забывает залить тормозную жидкость.
RCA анализирует все три типа причин возникновения проблем. При проведении этого анализа изучаются факты о последствиях, связанных с проблемой, скрытые обстоятельства, которые стоят организации издержек в той или иной форме и действия, приводящие к возникновению проблем. На практике это означает, что применяя RCA, вы получаете больше, чем просто информацию о корневых причинах.
Анализ корневых причин можно применить к любой ситуации. Степень проникновения в суть проблемы вы определяете сами и, надо сказать, что это потребует и здравого смысла, и способности к анализу. Никто не скажет вам, как далеко заходить в поисках, так как, теоретически, в поиске истинных причин можно углубиться в события Каменного Века, но стоит ли оно того?
Будьте внимательны и осторожны, чтобы не пропустить важные причины проблем, которые могут быть устранены.
Использование Анализа корневых причин
В RCA можно проследить шесть отчетливых шагов
- Шаг №1. Определяем проблему. Нужно ответить на следующие вопросы «Что происходит?», «Каковы конкретные симптомы проблемы?».
- Шаг №3. Идентифицируйте возможные «причинные факторы». Задайте себе такие вопросы: «Какая последовательность событий привела к появлению проблемы?», «Каковы те условия, которые позволили проблеме возникнуть?», Есть ли второстепенные проблемы, сопровождающие главную?». На этой стадии выявите так много «причинных факторов» как вы можете. Слишком часто люди обнаруживают два или три фактора, играющие роль в создавшейся ситуации и затем останавливаются, но этого недостаточно! RCA – это именно тот инструмент, с которым можно забраться глубже в суть вещей, а не ухватиться за самые очевидные предпосылки. Используйте для идентификации «причинных факторов» следующие инструменты из арсенала менеджмента: Оценка (Appreciation, – ред.). Используя собранные факты определите возможные последствия. «5 Почему». Задавайте себе относительно интересующего аспекта постоянно вопрос «Почему?» до тех пор, пока не докопаетесь до подлинной причины проблемы. Анализ данных «вглубь» (Drill Down, – ред.). Просто разложите большую проблему на совокупность мелких, чтобы лучше понять общую ситуацию. Диаграммы причин и последствий. Картируйте по возможности все «причинные факторы», чтобы наилучшим образом «поймать» именно тот момент, когда родилась проблема.
- Шаг №4. Идентифицируйте корневые причины. Ответьте на вопросы: «Почему существуют «причинные факторы», обнаруженные вами?», «В чем настоящая причина того, что случилась проблема?». Применяя те же методы, которые вы использовали в Шаге №3, найдите корневые причины проблем.
- Шаг №5. Рекомендуйте и внедряйте решения. Задайте себе вопросы: «Что вы можете сделать, чтобы предотвратить повторное появление проблемы?», «Как внедрить корректирующие действия?», «Кто будет ответственным за действия по устранению проблемы?», «Каковы риски, сопровождающие внесение изменений?».
Анализируйте изменения, которые потребуется внести в разные взаимосвязанные процессы. Также очень важно планировать заведомо, так как вы должны предвосхищать последствия внедряемых решений. Таким образом, вы сможете избегать потенциальных рисков до их реализации. Одним из практических инструментов, которые способны в этом помочь бесспорно является FMEA (Failure Mode and Effects Analysis, – ред.). Эта полезная техника основывается на идее анализа рисков в контрольных точках, где внесение коррективов в работу может завершиться провалом. Чем в большем количестве процессов и функций вы на этапе планирования будете пользоваться FMEA, тем меньше вероятность того, что вам придется прибегать к RCA в связи с возникшей трудностью. Анализ последствий (Impact Analysis, – ред.) – еще один крайне полезный инструмент. Он сосредоточен на положительных и отрицательных последствиях внесения изменений в процессы, с которыми могут столкнуться взаимосвязанные системы вашего организационного механизма. Да! Не стоит забывать о «Кайдзен» и постоянном улучшении. Их идея в том, что постоянные небольшие улучшения в процессах делают систему лучше. Концепция «Кайдзен» утверждает, что люди, которые в практическом отношении связаны с тем или иным процессом в набольшей степени должны помочь в определении точек, где улучшения производятся. Если вместе с RCA в компании активно используется «Кайдзен», то эффективность и быстрота использования «Анализа корневых причин» сильно возрастает.
Что нужно запомнить?
Анализ корневых причин (RCA) – полезный бизнес-процесс, позволяющий решать и понимать проблемы организации. Поймите, какие именно негативные события происходят. Затем, посмотрите на системы организма компании, которые окружают «больное место» и идентифицируйте ключевые аспекты, повлекшие возникновение проблемы. Наконец, спланируйте действия, направленные на устранение корневых причин. Можно использовать много полезных инструментов, предоставляемых в наши руки менеджментом: «Диаграммы причин и последствий», «5 Почему», служат для «пожаротушения», когда проблема состоялась. FMEA и «Кайдзен» помогают снизить саму необходимость в RCA, так как работают на предупреждение. Как средство анализа работы, RCA – эффективный инструмент компетентной и стратегической общеорганизационной аналитики важных проблем, равно как событий и факторов, приводящих к их возникновению.
Перевод: сотрудник «Единый Стандарт» Валентин Рахманов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Руководитель по развитию производственной системы, ПК “Балтика” филиала “Балтика-Новосибирск”
Практический пример работы команды специалистов с применением методологии 12 шагов решения проблемы.
Статья публикуется в рамках Конкурса проектов «Кейс-марафон: решаем реальные проблемы производства».
С полной версией этой статьи можно ознакомиться в одном из номеров Альманаха «Управление производством».
Зри в корень
Козьма Прутков
Первичное восприятие проблемы, как правило, отличается от финальной причины возникновения. Переход к решению без разбора может привести к рецидиву, появлению хронической проблемы. Это как с лечением заболевания у человека: можно подавить таблетками симптомы и получить ложное восприятие о том, что болезнь ушла. Учитывая все это, я вижу очень действенным метод описания проблемы и подтверждение гипотез фактами, т. е. правильно поставленный диагноз приводит к правильному лечению и разработке превентивных мер.
В этой статье я хочу поделиться практическим примером работы команды специалистов с применением методологии 12 шагов решения проблемы. Проблемы, возникающей на оборудовании цеха розлива и мешающей эффективно работать операторам на линии. Для нас это был первый опыт применения данного инструмента, и работая с этой методологией на практике, мы получали новые знания, создавая базу для обучения следующих команд.
Шаг первый – команда
Первым шагом для нас стал выбор команды. Люди – самый ценный актив и правильные люди с правильными навыками, дополняющие экспертность друг друга, могут свернуть горы. Это мое личное мнение, подтвержденное на практике не один раз. Для структуризации действий и шагов, предпринимаемых командой, был составлен первоначальный план проекта.
Шаг второй – оценка влияния феномена на показатели эффективности
На данном этапе команда проекта, проанализировала ОЕЕ (Overall Equipment Efficiency – Общая Эффективность Оборудования) и разложила на основные виды потерь. С помощью такого анализа было определено, что значительный вклад в потери ОЕЕ вносят малые остановки, связанные с термоусадочной машиной.
Шаг третий – применение метода 5W+1H
Переходя к третьему шагу методологии, команда взялась за описание проблемы. В этом хорошо помог инструмент производственной системы 5W+1H (от англ. What – Что; Where – Где; When – Когда; Who – Кто; Which – Какой; How – Как). Прошу не путать с 5 Почему – известным методом поиска корневой причины. Методология описания проблемы или феномена, на деле оказывается не так проста, как может показаться изначально. Чтобы качественно описать проблему команде пришлось постараться. Во время продвижения и поиска ответов на каждый из вопросов проводилось множество исследований. Другими словами, каждый вопрос – это отдельный анализ. В некоторых случаях уже на этом этапе можно понять, в чем проблема, и решить ее. Структурированное, детальное описание, дополненное фактами и реальными подтверждениями, значительно сокращает время на поиск корневой причины. Как правило, первоначальное восприятие проблемы значительно отличается от описания после применения метода 5W+1H.
Все самое интересное и уникальное мы публикуем в альманахе «Управление производством». 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Шаг четвертый – описание схемы процесса и его этапов
Для того чтобы понять, как возникает феномен, рабочая группа поработала над описанием процесса. В результате было определено 8 ключевых точек процесса на данном узле. Для каждой точки был описан функционал и ее назначение. В результате описания схемы и этапов процесса был определен феномен проблемы. Команда проекта определила, что при движении потока, бутылки упираются во флажки деления (средний и крайний со стороны оператора). Узел машины устроен так, что флажки не имеют регулировок и отклоняются в стороны с небольшим углом независимо друг от друга под давлением потока бутылок. В данной точке происходит хаотичное подпирание бутылок флажками, несмотря на то что рядность потока при движении в узел деления соблюдается. В дополнение к описанию этапов, команда проекта провела 4М анализ (от англ. Machine – Машина; Man – Люди; Material – Материал; Method – Метод). По результатам аналитики в таком разрезе, по четырем составляющим, команда пришла к выводу, что большую часть отклонений имеет оборудование, а также отсутствие стандартизации по некоторым процессам.
Шаг пятый – определение систем и подсистем и анализ рабочей точки процесса
Этот не менее важный, чем предыдущие, раздел для решения проблемы позволил нам найти критическую точку процесса и оказать на нее влияние. Команда проекта составила схему процесса с разбивкой на системы на подсистемы.
При более детальном рассмотрении систем и подсистем рабочая группа выявила отклонение от базового состояния флажков деления потоков бутылок. Также было определено, что при текущем положении датчиков замедления и остановки потока требуется подстройка при каждой смене формата. Анализ рабочей точки подтвердил, что ее состояние является одной из причин застревания бутылок в потоке. Правильным и логичным на следующем шаге для нас стало восстановление базового состояния в первую очередь критической точки системы.
Шаг шестой – восстановление базового состояния
Чтобы следовать дальше по пути решения проблемы к искоренению нашего феномена до нуля, необходимо восстановить систему и подсистемы до базового состояния. Это позволяет понять, насколько оборудование справляется с текущей задачей, подходящая ли конструкция узлов и элементов и не вызывает ли она проблем с потоком движения бутылок. Дополнительно, базовое состояние системы деления потоков было модернизировано. Тем самым команда улучшила работу критической точки, снизив степень трения бутылки о делитель и повысив срок службы скользящего покрытия.
Улучшения, реализованные на данном этапе, позволили улучшить работу узла и исключить не приносящие ценность подстройки оборудования после переналадок. На данном этапе нам было недостаточно этих решений для глобального снижения застреваний бутылок, и команда сделала седьмой шаг, следуя методологии.
Шаг седьмой и восьмой – модернизация узла и оценка эффективности
Убедившись, что все части данного узла имеют базовое состояние, системы работают в соответствии с заданными им параметрами, а настройки и регулировки стандартизированы, мы пришли к выводу, что флажки деления нуждаются в модернизации. Производителем оборудования данная машина и, соответственно, узел деления, изначально был рассчитаны на два типа сорта – «ТРИ ВОЛНЫ» и 2,5 литра. Далее при появлении разных типов сортов данный узел просто перестал справляться с поставленной задачей. Ориентируясь на современный вариант решения данной проблемы заводом изготовителем, мы решили похожим способом модернизировать флажки деления. Разработанное решение техническими специалистами команды представлено на Рисунке 1.
Рис. 1. Улучшение узла деления потока
Техническая команда проекта провела ряд улучшений на узле деления потоков:
- Перенесли электродвигатель бокового толкателя на другое место – на заранее изготовленную металлическую площадку;
- Установили частотный преобразователь для данного электродвигателя;
- Изготовили кронштейн для передачи возвратно-поступательного движения от электродвигателя к клиньям.
В завершении доработки узла технические специалисты установили стойки на флажки деления, провели монтаж к валу, который приводит в движение флажки с помощью электродвигателя. Данное решение позволило, полностью исключить застревание бутылок на входе в ручьи деления.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
Шаг девятый – управление рисками
Для обеспечения безопасных условий труда операторы изучают инструкцию по технике безопасности, также при работе руководствуются картой рисков данного оборудования, визуализацией перепада высот и выступающих частей.
За исследуемый период риск оступиться при подъеме-спуске на подиум составлял примерно 415 раз в неделю. Это равно количеству вмешательств оператора в оборудование при застревании бутылки. Устранив аномалию с застреваниями, мы сократили риск возникновения несчастного случая практически до нуля.
Шаг десятый – проверка результатов
На этом этапе перед командой стояла задача проверить результаты реализованных мероприятий. В стандартном виде мы снимали видео работы узла, фиксировали застревание или отсутствие таковых в листах наблюдений с помощью техников-технологов, работающих на термоусадочной машине. Новым для нас стало применение методологии пяти вопросов для определения ноля дефектов.
Эти вопросы позволили нам сравнить эффективность работы узла до реализации мероприятий и после. На этом этапе результат нас удовлетворил, наши действия привели к увеличению эффективности работы узла с 44 до 84%.
Шаг одиннадцатый – стандартизация
Первым делом во время стандартизации мы взялись за качественное техническое обслуживание и правильный контроль узла и его параметров. На этом шаге мы так же применили новый для нас на тот момент инструмент – QM-матрицу (матрица качественного технического обслуживания).
На втором этапе стандартизации команда применила метод центролайнинг – один из методов стандартизации переналадки оборудования. В рамках этого метода на оборудовании были обозначены точки настроек на каждом делителе, разработана карта настроек термоусадочной машины, установлена линейка для настройки оборудования с точностью до миллиметра. Все эти действия позволяют оператору, работающему на оборудовании и выполняющему переналадку с формата на формат, исключить подстройки. Другими словами, с помощью этого метода оператор выставляет все настройки во время переналадки и запускает машину на новом формате без дополнительных подстроек, и это позволяет снизить время выхода из переналадки, что в итоге повышает ОЕЕ (общую эффективность оборудования).
Шаг двенадцатый – план будущих активностей
Разработав стандарты качества технического обслуживания и настроек термоусадочного автомата, мы добрались до двенадцатого шага методологии 12-ти ступенчатого решения проблемы. На этом этапе мы закрыли проект, подготовив и презентовав всю работу руководству завода. Также на этом этапе мы подготовили дальнейшие шаги по масштабированию реализованных решений на подобное оборудование на филиале и за его пределами в рамках распространения лучших практик. Более того, вся работа, проделанная командой проекта, стала для нас учебным пособием для будущих проектов. И мы уже на стадии завершения начали второй проект по устранению хронических проблем на автомате этикетирования.
В результате прохождения всех шагов команда получила отличный опыт по решению проблем, участники пополнили свой багаж знаний новыми инструментами и методами, которые в будущем помогут решать хронические проблемы на новом, более качественном уровне.
ПРЯМАЯ РЕЧЬ
ДМИТРИЙ ШЕПОЛУХИН, директор по ПС ПАО «Автодизель» (ЯМЗ):
Ключевым моментом обеспечения качества является то, что оно создается на конкретных рабочих местах, и решить проблему возможно только на рабочем месте с помощью эксперимента. Методика решения проблем «одна за одной» как нельзя лучше позволяет найти коренную причину и предупредить возникновение и распространение дефекта.
Текст: Михаил Седоков
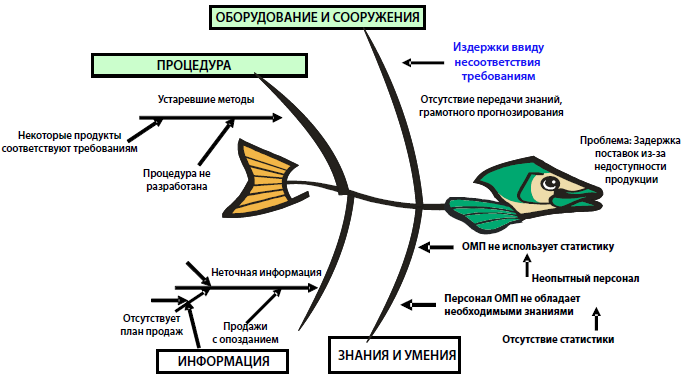
Методика решения проблем «одна за одной»
Любая проблема состоит из «видимой» и «невидимой» сторон. Видимая сторона – это проявления проблемы, а ее истинная причина, как правило, скрыта. Методика решения проблем «одна за одной» направлена на выявление первопричины несоответствий через экспериментальную проверку гипотез. Первый этап проведения методики заключается в том, что команда выдвигает гипотезы, объясняющие возникновение несоответствия, после чего создаются условия, при которых проблема может повториться, и проводятся эксперименты, направленные на определение истинности гипотезы. Затем проводится оценка результата: исчезла проблема или нет? Путем рассмотрения и проверки различных гипотез «одна за одной» определяется коренная причина проблемы.
- Описать проблему.
- Найти коренную причину методом экспериментальной проверки гипотез последовательно «одна за одной».
- Выбрать способ решения.
- Внедрить корректирующие мероприятия.
- Организовать контроль результата.
- Создать стандарт.
Для успешного применения методики важно фиксировать на листе бумаги или специальном бланке весь ход процесса построения гипотез, проведения экспериментов, выводы, сделанные по их итогам и т.д.
- Скрупулезный процесс исследования.
- Возможность проверить истинность гипотез на практике.
Управляющий комитет ПС на площадке средних рядных двигателей ЯМЗ-530 Ярославского моторного завода «Группы ГАЗ» был посвящен методике решения проблем «одна за одной» на примере одного из самых нестандартных проектов. Группе руководителей предложили задачу: почему некоторые автовладельцы, хотя и крайне редко, жалуются на течь масла из двигателя? Один из дефектных двигателей был представлен для исследования. В ходе анализа проблемы руководители выдвинули несколько гипотез.
Первое предположение касалось несоответствия затяжки трубки подачи масла конструкторской документации. Однако эксперимент не выявил отклонений. Затем была проведена проверка, не отступают ли от технологического процесса слесари, но и здесь убедились: работники на сборочном конвейере действуют строго по правилам, а проблема оставалась.
Тогда один из членов проектной группы выдвинул гипотезу, что сама трубка подвода масла не соответствует конструкторской документации. Была проведена проверка детали с проблемных двигателей на контрольном приспособлении: действительно, трубка оказалась от другой модификации мотора. Возник вопрос: как она туда попала? Именно человеческий фактор стал слабым звеном – работники на складе путали трубки разных видов из-за их внешней схожести.
Тут же был разработан план корректирующих мероприятий. В первую очередь введена цветная маркировка трубок, на складе были разделены места для хранения трубок разных видов, а на сборочном конвейере вывешена визуализация изделий. На организацию доставки трубок по тянущей системе жестко под закладку и остальные мероприятия определили срок – месяц. И наконец, сформулировали стратегическое решение, которое должно исключить корень проблемы, – унифицировать трубки. К этому уже подключились конструкторы. Так руководители по методике «одна за одной» устранили редкий, но досадный дефект.
Дмитрий Шеполухин, директор по ПС ПАО «Автодизель» (ЯМЗ): «Ключевым моментом обеспечения качества является то, что оно создается на конкретных рабочих местах, и решить проблему возможно только на рабочем месте с помощью эксперимента. Методика решения проблем «одна за одной» как нельзя лучше позволяет найти коренную причину и предупредить возникновение и распространение дефекта».
Хотите повысить производительность на предприятии? Практические кейсы, советы, опыт предприятий в Альманахе «Управление производством»!
Диаграмма Исикавы
Диаграмма Исикавы, или причинно-следственная диаграмма, относится к одним из самых известных графических методов анализа и построения причинно-следственных связей в рамках методологии . Была разработана в начале 1950-х годов химиком Каорой Исикавой и названа позже его именем. Иногда ее называют диаграмма «рыбья кость» из-за внешнего сходства с рыбьим скелетом.
Первоначально методика применялась в рамках менеджмента качества для анализа проблем качества и их причин, но сегодня с ее помощью может быть решен широкий спектр конструкторских, технологических, технических, экономических, организационных, социальных, управленческих и других задач.
Суть подхода состоит в дифференцировании возможных причин проблемы по своему влиянию. Каждая из основных причин может быть в свою очередь разделена на более мелкие причины, которые соответственно могут разбиваться на еще более мелкие. Обсуждение проходит в рамках групповой (командной) работы при «мозговом штурме».
Построение диаграммы Исикавы происходит по следующему алгоритму:
1. Формулировка проблемы. Составление диаграммы начинается с внесения основных величин влияния: исходный пункт – это горизонтальная стрелка, направленная вправо, в острие которой размещают четко сформулированную проблему. К линии под наклоном стыкуют стрелки основных причин влияния на проблему.
2. Отображение факторов, влияющих на объект анализа, осуществляется следующим образом: к основной горизонтальной линии подводятся первичные стрелки-факторы, к которым, в свою очередь подводят стрелки-факторы второго порядка (влияющие на первичные) и т. д. до тех пор, пока все выявленные факторы не будут включены в диаграмму. Таким образом получают более мелкое разветвление. Последней стрелкой среди факторов обозначают «Прочие», так как всегда могут остаться неучтенные факторы.
Одним из способов группировки факторов является «6M’s+E», где к основным влияющим факторам относятся:
- Man (влияние человека).
- Machine (влияние оборудования).
- Method (влияние методов работы).
- Materials (влияние материалов, сырья, заготовок).
- Measurement (влияние измерительной системы).
- Management (влияние менеджмента).
- Environment (влияние окружающей среды).
Важно помнить, что возможные факторы не ограничиваются вышеперечисленными, могут быть и другие, более точно характеризующие объект анализа. Но эта модель дает основу для анализа и может использоваться на начальном этапе работы. В каждом конкретном случае Диаграмма Исикавы будет выглядеть по-разному.
3. Проверка полноты заполнения. Необходимо убедиться, действительно ли учтены все возможные причины. Посредством визуализации могут легко обнаружиться и другие.
4. Выбор наиболее реалистичных предположений о причинах. Не обязательно все факторы, включенные в диаграмму, будут оказывать сильное влияние на изучаемый объект. Потенциальные причины оцениваются в отношении степени их влияния на проблему. Затем устанавливается перечень причин с наибольшей реальной степенью влияния.
5. Проверка самых вероятных установленных причин на достоверность: посредством опроса специалистов в заключении анализируется, были ли выявлены истинные причины проблемы.
Перед применением метода необходимо определить состав команды и ответственного за руководство и координацию работ.
При изображении Диаграммы Исикавы важно обеспечить соподчиненность и взаимозависимость факторов. Для лучшей визуализации наименование факторов рекомендуется располагать в горизонтальном положении, параллельно центральной оси, независимо от наклона каждой стрелки; целесообразно названия объекта анализа и первичных факторов (групп факторов) поместить в прямоугольник.
Построение диаграммы Исикавы:
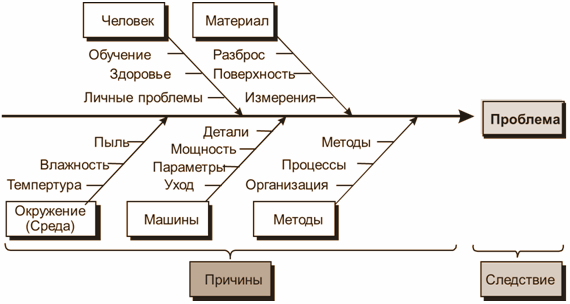
Диаграмма Исикавы для проблем на этапе получения сырья (изображение ):
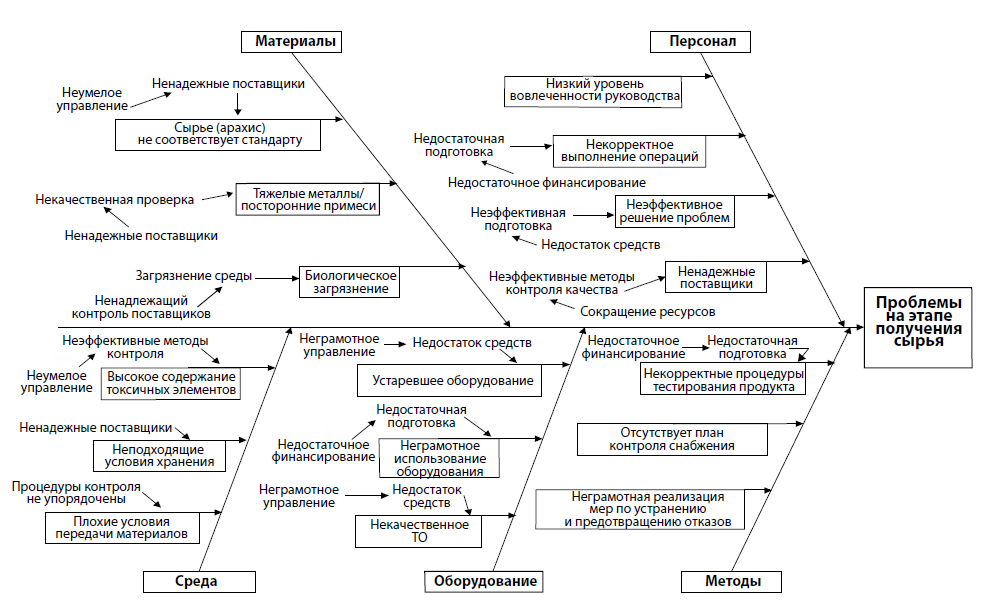
Определение первопричин задержки поставок, вызванных недоступностью товара:
- Возможность систематического и полного определения причин проблемы и наглядного отображения их в графической форме.
- Анализ и структурирование процессов на предприятии.
- Стимулирует командную работу, помогает сосредоточиться на содержании проблемы, а не на ее внешних проявлениях, создает основу для дискуссии по разнообразным причинам проблемы.
- Сосредотачивает группу на поиске причин, а не симптомов.
- Легкость в освоении и применении.
Заключение
Современные производители действуют в крайне конкурентной среде, в которой скорость принятия решений имеет огромное значение. Но поспешность – враг успеха. Если действовать слишком быстро, велик риск ошибки, а в случае с устранением выявленных на производстве узких мест и несоответствий это значит потерять время, деньги, не решив – а возможно, и усугубив – проблему. Для того чтобы не действовать вслепую и не допустить ошибок, инструменты и методики, позволяющие избегать поверхностного подхода, предлагающие возможность смотреть в корень проблемы и определять ее истинную причину, должны быть в арсенале любого управленца.
Материал подготовлен на основании данных: 1) Наталья Сиднева, Метод «Пять почему»: Эффективное устранение проблем на УАЗе, «Панорама УАЗ», ноябрь 2016; 2) Михаил Седоков, Методика решения проблем «одна за одной»: Опыт Группы ГАЗ, «Время машин», сентябрь 2016; 3) Методы и инструменты улучшений. Диаграмма Исикавы, Стандарт ОАО «РЖД» от 2 июня 2009 г.; 4) Энциклопедия производственного менеджера, Деловой портал «Управление производством», 2016; 5) Положение по качеству для поставщиков Общества с ограниченной ответственностью «Курский аккумуляторный завод» и Общества с ограниченной ответственностью «ИСТОК+». 6) Официальный сайт ЯМЗ http://www.ymzmotor.ru/