
- Техника безопасности при выполнении слесарных работ
- Организация рабочего места слесаря.
- Организация рабочего места слесаря-ремонтника.
- 1 Техническое оснащение рабочего места
- Охрана труда. Организация рабочего места слесаря
- Техническое оснащение рабочего места слесаря.
- Организация рабочего места.
- Правила содержания рабочего места.
- Рабочее место слесаря
Техника безопасности при выполнении слесарных работ
Приступая к работе на новом участке или предприятии, слесарь обязан пройти производственный инструктаж по технике безопасности.
Пред началом работы:
1) Привести в порядок рабочую одежду, застегнуть или обхватить широкой резинкой обшлага рукавов ,заправить одежду так, чтобы не было развевающихся концов; убрать волосы под плотно ; облегающий головной убор. Рабочая одежда – это комбинезон, рабочий халат или спецовка. Работа в лёгкой обуви запрещается(тапочки, сандалии и т.д.)
2) Внимательно осмотреть место работы, привести его в порядок, убрать все мешающие работе посторонние предметы. Инструмент и детали располагать так, чтобы избегать лишних движений и обеспечить безопасность работы.
3) Проверить наличие и исправность инструмента, приспособлений и средств индивидуальной защиты.
4) Проверить, чтобы освещение рабочего места было достаточным, и свет не слепил глаза.
Во время работы:
1) При работе в тисках надежно зажимать обрабатываемую деталь.
2) Не отвлекаться во время работы и не отвлекать других.
3) При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. Для защиты окружающих обязательно ставить предохранительные щитки или сетку.
4) Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью.
5) Отходы производства складывать в специальную тару.
6) Инструмент, имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом.
7) При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру.
8) При получении травмы сообщать мастеру и обращаться в мед.пункт.
После окончания работы:
1) Проверить инструмент и прибрать его.
2) Убрать оставшиеся заготовки детали в специальные контейнеры.
3) Прибрать рабочее место щёткой. А затем и помещение. Убрать стружку, пыль и т.д. в специальные контейнеры.
4) О замеченных неисправностях сообщить мастеру.
5) Вымыть руки с мылом.
Организация рабочего места слесаря
Часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания называется рабочим местом.
На рабочем месте слесаря установлен верстак со слесарными тисками. Рабочее место должно быть чистым, на нем должны находиться только те предметы, которые необходимы для выполнения данного задания. Площадь рабочего места слесаря в мастерских не менее 2 м2. Инструмент, заготовки и документация должны располагаться на рабочем месте, на расстоянии вытянутой руки. Предметы, которыми пользуются чаще, следует класть ближе. Режущий и ударный инструмент, который держат правой рукой, следует располагать на рабочем месте с правой стороны. Соответственно инструмент, который держат левой рукой, следует располагать на рабочем месте с левой стороны. После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла, протереть. Верстак очистить щеткой от стружки и мусора.
Основные требования к слесарному инструменту
Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены из сухой древесины твердых лиственных пород (клен, бук, дуб, береза и т.п.). Применение рукояток из древесины хвойных пород (ель, сосна) не допускается.
Поверхность бойка молотков и кувалд должна быть слегка выпуклой, гладкой, без заусенцев, без трещин и наклепа. Боек должен быть плотно насажен на рукоятку и надежно расклинен металлическим заершенным клином из мягкого металла.
Длина ручек молотков должна быть в пределах 300-400мм, а рукояток кувалд от 450 до 900мм в зависимости от массы бойка.
Напильники, шаберы, отвертки, шилья и др. должны иметь гладкие
деревянные длиной не менее 150мм, рукоятки с бандажными кольцами, исключающими их раскалывание.
Ударные инструменты (зубила, крейцмейсель, бородок, просечка, кернер и т.п.) должны иметь гладкую затылочную поверхность, без заусенцев, наклепа и трещин.
Зубило должно быть длиной не менее 150мм, длина оттянутой части- 60-70мм. Режущая кромка зубила должна представлять прямую или слегка выпуклую линию
Гаечные ключи не должны иметь трещин и забоин, величина зева должна соответствовать указанному размеру на ключе, а его рабочие поверхности должны быть параллельны.
Ручки слесарных ножниц и клещей должны быть гладкими, без зазубрин и заусенцев. С внутренней стороны ручек должен быть упор для предотвращения сдавливания пальцев при работе.
Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках и т.п. и оборудованы прижимами на верхнем подвижном ноже, амортизатором для смягчения удара ножедержателя и противовеса, удерживающим верхний подвижный нож в безопасном исходном положении.
Переноска рабочим комплекта (набора) слесарного инструмента должна осуществляться в специальной инструментальной сумке или в ручном переносном ящике.

Мы поможем в написании ваших работ!
Организация рабочего места слесаря.
Важную роль в развитии экономики страны играет транспорт, который удовлетворяет потребности народного хозяйства и населения в перевозках.
Экономика железнодорожного транспорта как отраслевая экономическая наука раскрывает закономерности развития транспорта, изучает методы планирования; формы управления; развитие материально-технической базы и планирование капитальных вложений; методику расчета показателей использования подвижного состава, пути улучшения его использования; вопросы организации труда, заработной платы; методы определения себестоимости перевозок; вопросы финансирования, хозяйственного расчета, прибыли и железных дорог.
Железнодорожный транспорт – многоотраслевое хозяйство. Устройства автоматики, телемеханики и связи – важнейший элемент технических средств железнодорожного транспорта. Дальнейшее оборудование железных дорог автоблокировкой и диспетчерской централизацией будет способствовать наращиванию их пропускной способности, обеспечению безопасности движения поездов, позволит полнее и производительнее использовать все технические средства и на этой основе обеспечит рост производительности труда.
Техника безопасности в слесарной мастерской и на отдельных рабочих местах.
1. Невыполнение студентом правил настоящих инструкций, рассматривается как нарушение учебно-производственной деятельности. Виновный в этом привлекается к ответственности согласно правилам внутреннего распорядка.
2. Приступать к выполнению задания можно только после получения инструктажа по Технике Безопасности, сдачи зачета и росписи в специальном журнале.
3 .Не включать и не останавливать (кроме аварийных случаев) станки и механизмы, работа на которых поручена мастером.
4 .Не прикасаться к арматуре общего освещения, оборванным электропроводам, токоведущим частям оборудования, не открывать дверцу электрораспределительных шкафов, не снимать защитные кожухи и ограждения с вращающимися и токоведущими частями.
При непосредственном прикосновении к токоведущим частям (выключателей, рубильников и т.п.) или к металлическим предметам, случайно оказавшимся под напряжением, возникает опасность поражения электрическим током. В местах, где есть электрические установки, вывешивают предупредительные надписи (например, «Опасно!», «Под током!”) Или ставят условные знаки.
Электроинструменты следует подключать к электрической сети с помощью шлангового кабеля, который должен служить для заземления и зануления, через штепсельную розетку, гнездо которой соединены с землей или с нулевым проводом. На электрической вилке контакт для соединения корпуса с землей делают большей длины, чем другие токоведущие контакты. Благодаря такому строению при включении электроинструмента сначала происходит заземления или зануления, а затем включаются токоведущие контакты.
При работе с электроинструментами следует применять индивидуальный средства защиты – резиновые перчатки, галоши и коврики, изолирующие подставки и т.д. Техника безопасности на рабочем месте.
Перед началом работы.
1. Правильно одеть и привести в порядок рабочую одежду, заправить её так, чтобы не было свисающих концов, убрать волосы под головной убор и приготовить индивидуальные средства защиты. (Рукавицы, защитные очки)
2 .Организовать свое рабочее место так, чтобы при необходимости все было под рукой, проверить достаточность освещения рабочего места.
3 .Подготовить необходимый рабочий инструмент. Приспособления отвечающие следующим требованиям:
а) Молоток, кувалда, кузнечные зубила, должны иметь поверхность бойка слегка выпуклую, необитую, без заусенцев, наклепа, выбоин, вмятин и должны быть закреплены на деревянные ручки.
б) Ручки молотков, кувалд и выколоток должны быть изготовлены из сухой древесины, разных пород. (дуб, бук, ясень, береза). Прямыми, овального сечения с незначительным утолщением к свободному концу. И не иметь трещин.
в) Напильники должны быть плотно насажены на гладко зачищенные ручки, стянутые металлическими кольцами.
г) Гаечные ключи должны быть исправными и соответствовать размеров болтов и гаек. Наращивать ключи запрещается.
д) Губки тисков и струбцин должны иметь хорошую, несработанную насечку.
Во время работы.
1. Пользоваться только исправными инструментами и приспособлениями, Рабочее место содержать в надлежащем порядке: Заготовки, инструменты, изделия, складывать на отдельные для них места. Не допускать загромождения проходов.
2. Отходы производства складывать в специальную тару.
3 .Все работы с листовым материалом (переноску, укладку, резку на ножницах, гибку и др.) производить в рукавицах.
4 .При работе с зубилом, крейцмейселем , выколоткой и др. инструментами ударного действия, а также резка металла ручными ножницами, пользоваться защитными очками.
5. Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью.
6. При работе с плоскогубцами, кусачками, ножницами по металлу следить, чтобы режущие кромки были острыми и не имели сбоку выщербин.
7. Обрабатываемые детали надежно закрепить в тисках, инструментах.
8. Инструмент имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом.
В аварийной ситуации.
1 .При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру.
2. При получении травмы сообщать мастеру и обращаться в мед. Пункт.
По окончании работы.
1. Проверить наличие инструмента, убрать его в шкафчики или сдать мастеру.
2. Убрать с верстака заготовки детали и уложить их в установленное для них место.
3. Убрать стружку металлическую стружку, пыль в специальную тару. Смазать трущиеся части тисков, уборку производить щеткой с меткой.
4. Произвести уборку помещения, удалить из мастерской отходы производства.
5 .Обо всех замечаниях и обнаруженных неисправностях доложить мастеру.
6 .Вымыть руки теплой водой с мылом.
Организация рабочего места слесаря.
Рабочим местом называется определенный участок производственной площади, цеха, участка, мастерской, закрепленный за данным рабочим (или бригадой рабочих), предназначенный для выполнения определенной работы и оснащенный в соответствии с характером этой работы оборудованием, приспособлениями, инструментами и материалами. Правильные выбор и размещение оборудования, инструментов и материалов на рабочем месте создают наиболее благоприятные условия работы.
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению оборудования, к местоположению рабочего. На рабочем месте должны находиться только те предметы, которые необходимы для выполнения данного задания. Предметы, которыми рабочий пользуется чаще, кладут ближе .
Измерительные инструменты хранят в специальных футлярах или в деревянных коробках. Поверхность верстака очищают щеткой от стружки и мусора. Рабочие места должны иметь хорошее индивидуальное освещение. Свет должен падать на обрабатываемый предмет, а не на лицо рабочего. Желательно, чтобы свет был рассеянным и не создавал бликов, мешающих работать. После окончания работы использованные инструменты и приспособления очищают от грязи и масла и протирают.
Защитные устройства являются специальными дополнениями к основному оборудованию и служат для обеспечения безопасности его эксплуатации и защиты обслуживающего персонала. Необходимость защитных устройств связана с возникновением так называемых опасных зон, т.е.пространств, в которых постоянно действуют или периодически возникают ситуации, опасные для жизни и здоровья обслуживающего персонала. Опасные зоны возникают при эксплуатации машин, станков и аппаратов, имеющих движущиеся, вращающиеся, толкающие, режущие части и детали, а также при эксплуатации подъемно-транспортных механизмов и выполнении ремонтно-монтажных работ. При конструировании оборудования и проектировании технологического процесса должны быть выявлены опасные зоны и приняты меры к их исключению или применению защитных устройств, исключающих возможность попадания человека в опасные места.
Предохранительные защитные устройства предназначаются для автоматического отключения агрегатов и машин при отклонении какого-либо параметра. Тем самым исключается возможность взрывов, поломок, воспламенений. Предохранительные защитные устройства по характеру действия бывают блокировочными и ограничительными.
Блокировочные устройства по принципу действия подразделяют на механические, электрические, электронные, электромагнитные, пневматические, гидравлические, оптические, магнитные и комбинированные. Ограничительные устройства по конструктивному исполнению подразделяют на муфты, штифты, клапаны, шпонки, мембраны, пружины, сильфоны и шайбы. Блокировочные устройства препятствуют проникновению человека в опасную зону либо во время пребывания его в этой зоне устраняют опасный фактор. Наиболее часто эти виды защиты применяются в машинах и агрегатах, не имеющих ограждений, или если работа может вестись при снятом или открытом ограждении.
Мы поможем в написании ваших работ!
Организация рабочего места слесаря-ремонтника.
Рабочее место – участок производственной площади, закрепленный за определенным рабочим, имеющее необходимое оборудование, приспособления и инструменты. От правильной организации рабочего места в значительной степени зависят качество и производительность обработки. Выработаны следующие положения научной организации рабочих мест при выполнение слесарных работ.
Предметы труда должны располагаться в строго определенном порядке и на одном месте, это вырабатывает автоматизм в движениях, уменьшает напряжения и утомляемость, дает возможность использовать обратные движения рук: положив один предмет, рабочий при обратном движении руки может взять и переместить другой предмет. На рабочем месте не должно быть ничего лишнего. Не следует допускать скученности или разбросанности предметов. Нужно стремится, чтобы расстояние обрабатываемого предмета от глаз рабочего составляло примерно 450мм по вертикале.
Заготовки и детали рекомендуется располагать на подставках, так как поднимать предметы труднее, чем опускать.
Инструментальные шкафы и верстаки должны иметь выдвижные ящики. В ящиках инструменты следует укладывать только в один ряд в предназначенные для этого места. Рекомендуется иметь в слесарных верстаках четыре ящика высотой 50,75 и 150мм, располагая в верхних ящиках инструменты, в нижних (глубоких)- приспособлений.
Освещенность рабочих мест должна отличаться постоянством, равномерным распределением яркости, отсутствием слепящего действия. Лучшее освещение – дневное. При искусственном (лучше люминесцентном) освещении освещенность должна составлять 500 лк в механических цехах и 2000лк – на лекальных, полировочных работах и доводке.
Чтобы обрабатываемая деталь лучше выделялась и меньше утомлялся глаз, рекомендуется места, где располагаются стальные и чугунные детали, окрашивать в светло-кремовый цвет. Для меди и ее сплавов, пластических масс наиболее благоприятным фоном считают темно-серо-голубой, для алюминия и легких сплавов – темно-кремневый.
Оборудование рекомендуется окрашивать в желтый, зеленый цвета или их сочетания с выделением отдельных мест: кнопки<<СТОП>>окрашивают красным, <<ПУСК>> зеленым или черным, движущиеся части механизмов и электрооборудование – красным или оранжевым цветом.
Инструмент, оборудование и приспособления, применяемые при ремонте.
Вспомогательный инструмент (приспособления)
Ременная передача одна из видов гибкой передачи, они служат для передачи крутящегося момента и оборотов от одного вала к другому на расстояние с помощью сил трения. По сравнению с другими видами механических передач они позволяют бесшумно и просто передавать крутящийся момент, достаточно точно в широком диапазоне скоростей, мощностей.
Приспособление для контроля натяжения ремней (рис.2)
Натяжение ремней регулируют специальными устройствами, как правило, имеющимися в мереных передачах (рис.3 а, б), а контролируют натяжением, показанным на рис.2. Для контроля натяжения ремней отводят установочное кольцо 2 в исходное положение до упора в планку 1. Затем приспособление прикладывают бортиками 10 к ветви ремня 9, располагая примерно по середине длины между осями валов. Нагружают ветвь посредством колпачка 5 с защитной насадкой 4, пружины 6 и стержня 3. При нагружении следят, чтобы торец колпачка совмещался с определенным значением (кг/с) на шкале 7. При этом стержень, перемещаясь в отверстие планки 1, образует стрелу прогиба ветви ремня, по которой судят о состояния натяжения. Высоту стрелы прогиба определяют в мм. по показанию на шкале 8, на котором остановилось кольцо 2 при нагружении ветви.
Если стрела прогиба менее нормы, Р ослабляют и, наоборот, при большой стреле натяжение увеличивают.
Мы поможем в написании ваших работ!
ИЗУЧЕНИЕ
РАБОЧЕГО МЕСТА СЛЕСАРЯ
1.1
Техническое
оснащение рабочего места
1.3
Правила
содержания рабочего места
1.4
Общие
сведения о безопасности труда
2
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
2.1
Точность
обработки и измерений
2.2
Измерительные
и поверочные линейки и кронциркули
3.1
Инструмент,
приспособления и материалы, применяемые
при разметке
3.2
Подготовка
поверхностей под разметку
3.3
Правила выполнения приемов разметки
4.1
Инструменты
применяемые при рубке
4.2
Основные правила и способы выполнения
работ при рубке
5.1
Инструменты
и приспособления применяемые при правке
5.2
Основные правила выполнения работ при
правке
6.1
Инструменты
и приспособления и материалы применяемые
при гибке
6.3
Основные правила выполнения работ при
гибке
7.1
Инструменты
и приспособления, применяемые при резке
7.2
Правила
выполнения работ при разрезании
материалов
8.4
Проверка
напильников и уход за ними
9.3
Основные
правила заточки сверл
11
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
11.2
Способы ремонта деталей
11.3
Восстановление
деталей сваркой и наплавкой
11.5
Восстановление
деталей пластическим деформированием
12
РЕМОНТ ТИПОВЫХ ДЕТАЛЕЙ
12.2
Ремонт деталей типа валов
12.3
Ремонт деталей типа дисков
12.4
Восстановление деталей типа втулок
12.5
Восстановление винтовых пар
12.8
Механическая обработка при восстановлении
деталей
1 Техническое оснащение рабочего места
Рабочим
местом называется определенный участок
производственной площади цеха, отделения,
участка или мастерской, закрепленный
за данным рабочим (или бригадой
рабочих) и предназначенный для выполнения
определенной работы.
Каждое
рабочее место оснащается комплектом
организационно-технических
устройств — оргтехоснасткой, которая
должна обеспечить: удобства работающему
при выполнении закрепленной за ним
работы и безопасность труда; рациональное
построение трудового процесса и
физиологически правильную рабочую
позу; рациональное размещение и строгий
порядок хранения инструментов,
приспособлений, заготовок, готовой
продукции и т. п., а также поддержание
чистоты и порядка на рабочем месте.
Для
лучшей освещенности и более экономного
расходования электроэнергии
используется люминесцентное освещение,
обладающее многими преимуществами
по сравнению с лампами накаливания.
Люминесцентные лампы в 3—4 раза превышают
светоотдачу по сравнению с лампами
накаливания. Срок их службы достигает
3000 часов против 1000 часов ламп накаливания.
Люминесцентные
лампы изготавливаются следующих типов:
дневного света —ДС, белого света — БС,
холодного белого света — ХБС, теплого
белого света — ТБС. Лампы белого света
наиболее распространены. Их световая
отдача на 10—20% выше, чем у других
люминесцентных ламп. При недостаточном
естественном освещении целесообразно
применение люминесцентных ламп, так
как совместное действие естественного
света и люминесцентных ламп не
производит впечатления смешанного
света.
Рабочее
место слесаря организуется в зависимости
от содержания производственного
задания и типа производства (единичное,
серийное, массовое). Однако большинство
рабочих мест оборудуется, как правило,
слесарным верстаком, на котором
устанавливают и закрепляют тиски
(рисунок 1).
Конструкция
верстака, его устойчивость и прочность,
оснащенность рабочего места различными
приспособлениями, механизирующими
ручной труд, непосредственно сказываются
на производительности труда слесаря.
Верстак должен быть удобен для работы:
каркас верстака изготовляют, как правило,
металлическим, столешницу (крышку
верстака) — из досок толщиной 40—50 мм.
Такая столешница не прогибается и
не дрожит во время работы. Сверху она
покрывается кровельным железом или
фанерой. Со всех сторон столешницы
крепятся деревянные планки-бортики,
препятствующие падению с верстака
мелких предметов. Под столешницей
верстака устанавливаются выдвижные
ящики для хранения в определенном
порядке инструмента и вспомогательных
материалов. Высота верстака 750—900 мм,
длина 1000— 1200 мм, ширина 700—800 мм. Слесарные
верстаки изготовляются одноместные,
как показано на рисунке 1, и многоместные.

1
– каркас; 2 – столешница; 3 – тиски; 4 –
защитный экран; 5 – планшет для
чертежей; 6 – светильник; 7 – полочка
для инструмента; 8 – планшет для рабочего
инструмента; 9 – ящики; 10 – полка; 11 –
сидение.
Рисунок
1 – Одноместный слесарный верстак
Особенно
удобны одноместные верстаки с регулируемой
высотой ножек, которые при необходимости
позволяют устанавливать верстак по
росту слесаря.
Верстаки
ограждаются проволочной сеткой,
натянутой на раму, для предохранения
работающих от попадания стружки,
разлетающейся во время рубки металла.
Тиски
служат для закрепления обрабатываемых
заготовок или деталей и являются
составной частью оборудования
рабочего места слесаря. Применяют тиски
стуловые, параллельные и ручные.
Стуловые
тиски служат для выполнения тяжелых
работ, сопровождающихся сильными ударами
(рубка, гибка, клепка и др.). Они состоят
из неподвижной 3
и
подвижной 4
губок
(рисунок 2,а). При вращении зажимного
винта 5
подвижная
губка 4
перемещается
и зажимает деталь; при вывинчивании
винта 5
под
действием пружины 6
подвижная
губка отходит и освобождает деталь.
Крепление стуловых тисков к верстаку
производят планкой (лапками) 2, а для
большей устойчивости неподвижная
губка 3
имеет
удлиненный стержень 7, который прикрепляется
к ножке верстака.
Подвижную
и неподвижную губки стуловых тисков
отковывают из конструкционной углеродистой
стали. На рабочие части губок наваривается
накладка из инструментальной стали
марок У7, У8 или укрепляются на винтах
специальные пластины 8
(накладные
губки, рисунок 2,6). Рабочие поверхности
этих пластин насекаются крестообразной
насечкой и закаливаются.
Стуловые
тиски отличаются простотой конструкции
и высокой прочностью. Однако они не
лишены и недостатков: рабочие поверхности
губок не во всех положениях параллельны
друг другу, что снижает точность
обработки; тонкие заготовки зажимаются
только верхними краями губок, толстые
же — только нижними (рисунок 2,6), что не
обеспечивает достаточной прочности
закрепления и др.
Параллельные
слесарные тиски разделяются на
поворотные и неповоротные. В этих тисках
подвижная губка при вращении винта
перемещается, оставаясь параллельной
неподвижной губке, отчего тиски и
получили название параллельных.
В
слесарном деле широко распространены
параллельные поворотные слесарные
тиски (рисунок 3). Они состоят из
плиты-основания и поворотной части 2,
подвижной 3
и
неподвижной 4
губок.
Параллельность перемещения подвижной
губки обеспечивается направляющей
призмой 5
и
осуществляется с помощью ходового винта
6
и
гайки 7.

Рисунок
3 – Параллельные поворотные тиски
По
круговому Т-образному пазу 8
перемещается
болт с гайкой 10;
с
помощью рукоятки 12
можно
прижать поворотную часть 2
к
плите-основанию 1
тисков
под определенным углом. При освобождении
болта 11
поворотную
часть можно поворачивать вокруг оси 9
для
установки на требуемый угол.
Подвижную
и неподвижную губки, а также поворотную
часть параллельных слесарных тисков
отливают из серого чугуна; ходовой винт,
болты и другие детали делают из
конструкционной углеродистой стали.
Для продления срока службы губок и
увеличения прочности зажима заготовок
в процессе обработки рабочие части
(накладные губки) изготовляют из
инструментальной стали (марки У8) с
крестообразной насечкой, после закалки
их прикрепляют к основным губкам винтами.
Тиски
на столешнице верстака укрепляются
болтами через отверстия лапок
плиты-основания 1.
Размеры
слесарных тисков определяются шириной
их губок, которая составляет для
поворотных тисков 80,
100, 120 и
140
мм,
и раскрытием (разводом) их — 65, 100,
140 и
180
мм.
Пневматические
тиски обеспечивают быстрый и надежный
зажим деталей с постоянным усилием без
применения физической силы.
Пневматические
тиски
с
клиновым зажимом установлены
на основании 1
(рисунок
4) пневматической подставки; в ней
профрезерован кольцевой Т-образный паз
5, в который головками входят болты,
закрепляющие тиски з нужном положении.
Тиски состоят из подвижной 3
и
неподвижной 4
губок,
пневматической камеры
с резиновой мембраной 11
и
нажимным диском 9, подающего
штока 10
и
клиновой передачи, в которую входят
клин 5
и
фигурная гайка 6.

Рисунок
4 – Пневматические тиски с клиновым
захватом
Губки
тисков раздвигаются вручную винтом 2
на расстояние от 0 до 120 мм, а также при
помощи пневматического крана, включаемого
от руки или ножной педалью;
пневматический привод раздвигает
губки тисков на 6 мм. При зажиме детали
винтом 2
устанавливают
расстояние между губками по размеру
детали, после этого подают сжатый воздух
в пневматическую камеру под мембрану
11.
Воздействуя
на мембрану, сжатый воздух поднимает
вверх нажимной диск 9
с
подающим штоком 10
и
клином 5; своим скосом клин перемещает
фигурную гайку 6
и
зажимной винт 2
с
подвижной губкой 3
на
6 мм и закрепляет деталь. Для освобождения
детали следует повернуть рукоятку
ручного крана или отпустить ножную
педаль, в результате сжатый воздух из
пневматической камеры выйдет в атмосферу.
Пружина 7 отодвинет фигурную гайку 6
и
через винт 2,
переместив
подвижную губку 5, освободит деталь.
Пневматические
тиски изготовляют также с диафрагменным
зажимом и других конструкций с различным
усилием зажима. Тиски, как и другое
оборудование, требуют тщательного
ухода и бережного отношения. Не
рекомендуется, зажимать широкие детали
при очень большом разведении губок,
так как это вызывает искривление
ходового винта, а следовательно, и
преждевременный износ тисков. При
опиливании всегда нужно стараться
зажать деталь так, чтобы оставалось еще
около трети невывинченного ходового
винта. Не следует также зажимать
деталь очень низко, так как при этом
напильник может задевать губки тисков
и портить их. Внутренние поверхности
губок тисков для более сильного захвата
зажимаемой детали снабжаются насечкой,
которая оставляет след на поверхности
детали. Чтобы избежать этого, на губки
тисков надевают специальные накладки
(нагубники), изготовляемые самим слесарем
из кровельного железа, листовой меди,
алюминия, свинца или дерева. Для этого
необходимо из листа мягкой стали, меди
или алюминия вырезать две пластины,
ширина которых, должна быть равна
ширине губок, а длина должна быть равна
двойной высоте насеченной поверхности
губок. Зажав эти пластины в тисках на
половину длины, легкими ударами молотка
пригибают выступающие концы к наружным
скосам губок.
При
креплении детали в тисках необходимо
располагать ее так, чтобы поверхность
губок была использована полностью, и
не допускать частичного зажима лишь
краями губок, так как в этом случае
губки перекашиваются и не могут достаточно
прочно удержать деталь.
Очень
важное значение имеет правильный выбор
высоты тисков по росту работающего.
Для выполнения опиловочных работ
правильность установки параллельных
или пневматических тисков по высоте
необходимо проверять путем постановки
локтя руки на губки тисков так, чтобы
концы выпрямленных пальцев касались
подбородка. У стоящего слесаря локоть
правой руки, согнутый под углом 90°,
должен находиться на уровне губок
тисков. При неправильной установке
тисков локоть окажется или опущенным
вниз, или поднятым вверх.
При
работе на стуловых тисках высота их
устанавливается так: руку ставят
локтем на губки тисков, при этом кулак
должен касаться подбородка. Несоблюдение
этого правила приводит к преждевременной
утомляемости работающего, а также к
снижению точности опиливания
параллельных плоскостей и плоских
поверхностей, сопрягаемых под углом
90°. Так, на высоко установленных
тисках раньше спиливается передняя
часть, а на низко установленных спиливается
более удаленная часть обрабатываемой
детали.
В
ряде слесарных мастерских, как уже
указывалось, применяются одноместные
верстаки, снабженные вмонтированными
в ножки верстака винтами, с помощью
которых регулируется высота установки
верстака и тисков по росту работающего.
Ручные
тиски применяются для закрепления
мелких деталей, требующих частого
поворачивания в процессе опиливания
(рисунок 5), или при сверлении, когда
размер детали очень мал и ее неудобно
держать в
руке.
Ручные
тиски изготовляют двух типов: с пружиной
и шарнирным соединением с шириной
губок 36, 40 и 45 мм (рисунок 5, а)
и
для мелких работ с шириной губок 6,
10 и 15 мм (рисунок 5, б).
Иногда
форма детали не дает возможности
зажать ее в нужном положении, например,
когда требуется опилить фаску под
некоторым углом. В таких случаях
применяют косогубые тисочки (рисунок
5, в), в которые захватывают деталь; затем
косогубые тисочки вместе с деталью
зажимают в губках параллельных тисков.
Для удобства одновременной обработки
нескольких одинаковых деталей или
тонких длинных заготовок применяют
специальные струбцины (рисунок 5, г).
Ручные
тиски изготовляют из качественной
конструкционной углеродистой стали
марок 45 и 50; для пружин используют
инструментальную углеродистую сталь
марки У7 или сталь марки 65Г. Допускается
изготовление пружин из стали марок
60—70.

а
и б
– ручные слесарные тиски; в
и г
– примеры применения косогубых тисков
и струбцин
Рисунок
5 – Закрепление деталей в ручных и
струбцинах
Рабочее место
– участок
производственной площади, закрепленный
за данным рабочим (или бригадой рабочих),
предназначенный для выполнения
определенной работы и оснащенный
оборудованием, приспособлениями,
инструментом и материалами в соответствии
с характером работы.
Рабочее место
слесаря
(рис. 1) состоит из слесарного верстака,
на котором установлены слесарные тиски
3, предохранительная проволочная сетка
4, электрическая лампа местного освещения
на шарнире 6, поверочная плита. Верстак
изготовляют металлическим, столешницу
(крышку верстака) 2 – из досок и сверху
покрывают кровельным железом или
фанерой. Со всех сторон столешницы
крепят деревянные планки-бортики,
препятствующие падению с верстака
мелких предметов. Под столешницей
верстака устанавливают выдвижные ящики
9 для хранения в определенном порядке
инструмента и вспомогательных материалов.
Необходимые инструменты, приспособления
и материалы разложены в ящике и на
верстаке. На верстаке должны находиться
только те предметы, которые необходимы
для выполнения данной операции, остальные
– в верстаке.
Хранить инструмент
следует в выдвижных ящиках верстака в
таком порядке, чтобы режущий и
измерительный инструмент не портились
от ударов, царапин, коррозии. Для этого
в ячейках делают поперечные полочки и
ячейки, предназначенные для одного
вида инструментов. Напильники раскладывают
по размерам, насечкам и формам поперечного
сечения. Сверла, метчики и плашки хранят
на плашках-планшетах со специальными
гнездами. На дне ящика хранят более
крупный и грубый инструмент: молотки,
зубила и т.д. Измерительный инструмент
должен находиться в футляре или на
куске ткани, постеленной на верстаке.
Рабочие инструменты
хранятся в подставках с гнездами,
документация (чертежи, технологические
карты) – на специальных планшетах,
измерительные инструменты – в деревянных
коробках или футлярах.
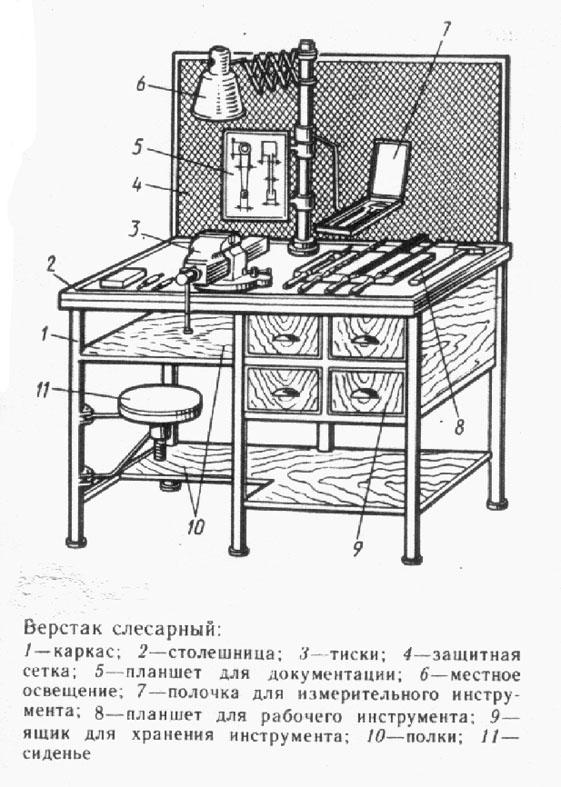
Рис. 1. Верстак
слесарный:
1 – каркас; 2 –
столешница; 3 – тиски;
4 – защитная сетка;
5 – планшет для
документации; 6 –
местное освещение;
7 – полочка для
измерительного инструмента;
8 – планшет для
рабочего инструмента;
9 – ящик для
хранения инструмента;
10 – полки; 11 –
сиденье
Габариты верстака:
длина – 1000-1200 мм
ширина
– 700-800 мм
высота
– 800-900 мм.
Тиски являются
основным оборудованием рабочего места
слесаря. Они служат приспособлением
для установки и закрепления заготовок
в удобном для обработки положении и
состоят из корпуса и двух зажимных
губок.
Тиски устанавливают
на верстаках и используют при различных
слесарных работах:
– стуловые – при
рубке, гибке, правке и других видах
обработки с ударными нагрузками;
– параллельные,
неповоротные и поворотные – при
выполнении более сложных и точных
работ, не связанных с сильными ударами
по заготовке;
– ручные – для
закрепления небольших заготовок, если
их неудобно или опасно держать руками.
Наиболее часто
применяются параллельные тиски (ГОСТ
4045-57) которые имеют следующие размеры:
– по ширине губок
– 60, 80, 100, 120, 140 мм;
– по разводу губок
– 45, 65, 100, 140, 180 мм.
Параллельные
тиски (рис. 2) состоят из основания 1,
которое с помощью болтов крепится к
верстаку. На основании закреплен корпус
9 неподвижной губки 7. В прямоугольном
вырезе, внутри неподвижной губки
располагается гайка, через которую
проходит зажимный винт 3. Одновременно
через прямоугольный вырез проходит
призматический выступ 8 подвижной губки
5. Винт 3 в подвижной губке закреплен
стопорной планкой 4. При вращении
зажимного винта рукояткой 2 он будет
ввинчиваться в гайку и перемещать
подвижную губку относительно неподвижной.
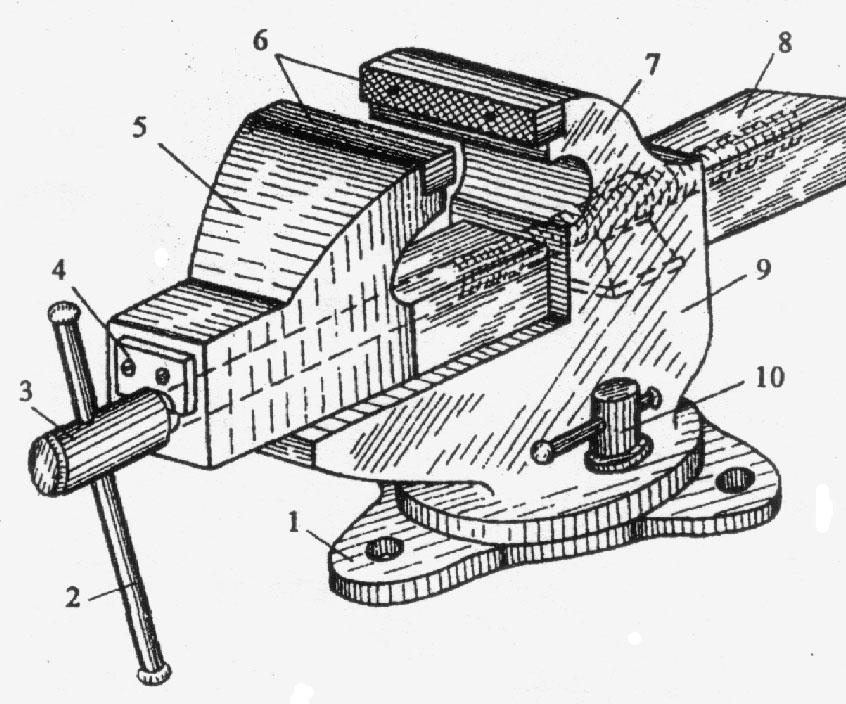
Рис. 2. Параллельные
тиски
Корпус тисков
изготовляют из чугуна. Для увеличения
срока службы к рабочим частям губок
крепят стальные планки 6. Поворот тисков
относительно вертикальной оси производят
вручную при отжатой рукоятке 10. У
неповоротных тисков корпус неподвижной
губки жёстко крепится к основанию без
возможности поворота вокруг вертикальной
оси.
Большое влияние
на производительность труда слесаря
оказывает правильная организация и
оснащенность рабочего места. Хорошая
организация рабочего места сводится
к следующим основным правилам:
Высота верстака
и тисков должна соответствовать росту
рабочего. При нормальном положении
локоть согнутой и прижатой к груди
правой руки должен находиться на уровне
губок тисков, а выпрямленные пальцы
этой руки должны касаться подбородка.Рабочее место
должно быть хорошо освещено дневным
или электрическим светом. Во время
работы свет не должен падать в глаза
работающему.На рабочем месте
необходимо располагать только
инструменты, необходимые для данной
работы.Инструменты,
которыми рабочий пользуется часто,
должны располагаться ближе к нему, а
используемые редко – дальше. Инструмент,
который держится правой рукой,
располагается справа от тисков, левой
– слева от тисков.Чертежи и
технологическая карта во время работы
должны находиться перед глазами
рабочего на специальной подставке.Рабочее место
должно содержаться в чистоте. После
окончания работы необходимо очистить
от стружки и вытереть насухо рабочие
инструменты и приспособления, убрать
стружку и сдать инструмент в кладовую.
Охрана труда. Организация рабочего места слесаря
Рабочим
местом называют
участок производственной площади,
цеха, мастерской, закрепленной за данным
рабочим (или бригадой рабочих),
предназначенный для выполнения
определенной работы и оснащенный в
соответствии с характером этой работы
оборудованием, приспособлениями,
инструментами и материалами.
Одним
из основных элементов организации
рабочего места является его планировка,
т. е. расположение его относительно
других рабочих мест в мастерской,
относительно оборудования оснастки,
приспособлений, инструментов,
местоположения рабочего.
При
организации рабочего места используют
основные достижения научной организации
труда (НОТ).
Расстояния
от тары с заготовками и готовой продукции
и от оборудования (верстака) до рабочего
должны быть такими, чтобы рабочий мог
использовать преимущественно движение
рук, т. е. при этом не наклоняться сильно,
не приседать, не тянуться высоко.
При
планировке рабочего места учитывают
зоны досягаемости рук в горизонтальной
и вертикальной плоскостях.
Эти
зоны определяют, на каком расстоянии
от корпуса рабочего должны быть размещены
предметы, которыми он пользуется в
процессе работы. Оптимальная зона
(наиболее удобная) определяется полудугой
радиусом примерно 400 мм для каждой руки.
Максимальная зона досягаемости
составляет 500 мм без наклона корпуса и
650 мм с наклоном корпуса не более 30° для
рабочего среднего роста. Расположение
предметов дальше указанных пределов
повлечет дополнительные, а следовательно,
лишние движения, т. е. вызовет ненужную
затрату рабочего времени, ускорит
утомляемость работающего и снизит
производительность труда.
Оптимальной
зоной досягаемости рук в вертикальной
плоскости является зона от уровня плеча
до пояса.
Рабочее
место
слесаря организуется в зависимости от
содержания производственного задания
и типа производства (единичное, серийное,
массовое), однако рабочее место оборудуют,
как правило, слесарным верстаком, на
котором закрепляют слесарные тиски .
Верстак
должен
быть прочным и устойчивым, его высота
должна соответствовать росту работающего.
На верстаке устанавливают сменный
(убирающийся) сетчатый экран для защиты
от осколков, отлетающих при рубке.
Тиски
должны
быть исправны и прочно закреплены на
верстаке. Ходовой винт должен вращаться
в гайке легко, губки — иметь четкую
насечку, которая обеспечивает надежное
закрепление заготовки.
Подставку
(решетку)
под
ноги, используют в том случае, когда
высота установки тисков не соответствует
росту рабочего. Подставка должна плотно
прилегать к полу, не скользить.
Для
экономии движений и устранения ненужных
поисков предметы на рабочем месте делят
на предметы постоянного и временного
пользования, за которыми постоянно
закреплены места их расположения и
хранения.
Основные
правила организации рабочего места
состоят в следующем.
1.
Все необходимое для работы должно
находиться под рукой, чтобы можно было
быстро найти нужный предмет.
3.
Инструменты и приспособления, которые
берут правой рукой, располагают справа,
те, что берут левой рукой — слева .
4.
Чертежи, технологические карты, наряды
и другую документацию держат в удобном
для пользования и гарантированном от
загрязнения месте.
5.
Недопустимо класть один предмет на
другой или на отделанную поверхность
изделия.
6.
Заготовки и готовые детали хранят так,
чтобы они не загромождали проходы и
чтобы рабочему не приходилось часто
нагибаться, складывая или беря заготовку
или деталь
7.
Легкие предметы кладут выше тяжелых,
используемые реже — дальше.
8.
Все предметы располагают примерно на
высоте пояса. Инструменты и материалы,
требующиеся при работе чаще, размещают
ближе к работающему, а
Рабочее место — часть производственной площади, которая закрепляется за работником для выполнения определенного вида работ и должна быть оснащена оборудованием, приспособлениями, инструментами и материалами, необходимыми для их проведения.
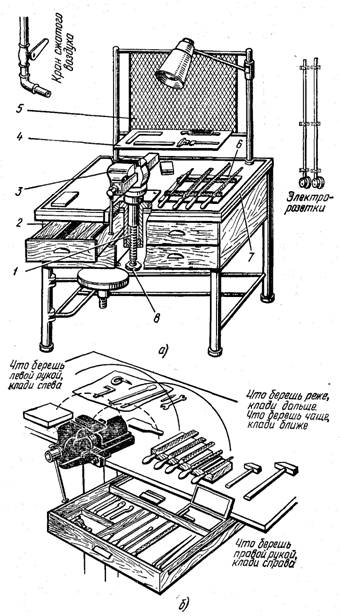
Техническое оснащение рабочего места слесаря.
Основным оборудованием рабочего места слесаря является верстак с установленными на нем тисками (рис. 1, а).
а— общий вид; 1 — винт подъема и опускания регулируемых тисков;
2 — ящик для инструмента; 3 — плоскопараллельные регулируемые тиски;
4 — инструментальная полка; 5 — защитный экран; 6 — планшет для инструмента; 7 — буртик из стального уголка; 8 — рукоятка винта подъема; б — расположение слесарных инструментов на верстаке
Верстак состоит из стального каркаса, выполненного из труб или профильного проката, на котором установлена столешница, изготовленная из дерева твердых пород и покрытая листовой сталью. По периметру столешница окантована буртиком 7 из стального уголка. Под столешницей располагаются выдвижные ящики 2 для хранения инструментов, деталей и технической документации. Для обеспечения удобства работы на верстаке размещают планшет 6 для режущих инструментов и инструментальную полку 4 для контрольно-измерительных инструментов.
На верстаке устанавливают тиски 3, высота которых может регулироваться в соответствии с ростом работающего винтом 1 за счет вращения рукоятки 8. На полу, возле верстака, устанавливают решетку, которая должна плотно прилегать к полу и не скользить.
Для защиты работника от возможного травматизма на верстаке устанавливают защитный экран 5 из металлической сетки или ортанического стекла.
При размещении инструментов на верстаке необходимо учитывать частоту их использования, располагая таким образом, чтобы обеспечить удобный доступ к ним (рис. 1, б).
Наибольшее распространение при выполнении слесарных работ получили стуловые, параллельные (поворотные и неповоротные) тиски.
Стуловые тиски (рис. 2) предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например рубка, клепка, гибка, и имеют весьма ограниченную область применения.

1— ворстак; 2 — планка кроплония; 3 — ноподвижная губка; 4 — подвижная тубка; 5 — зажимной винт;
6 — рукоятка; 7 — плоская пружина; 8— сторжонь
Стуловые тиски закрепляют на верстаке 1 при помощи планки 2, которая обеспечивает плотное прижатие к верстаку стержня 8, изготовленного как единое целое с неподвижной губкой 3 тисков. Закрепление заготовки осуществляется между неподвижной 3 и подвижной 4 губками. Подвижная губка 4 совершает колебательное движение относительно оси, установленной в крон штейне, закрепленном на стержне 8. Сведение губок осуществляется при помощи зажимного винта 5, приводимого в движение рукояткой 6. Раздвижение губок после окончания обработки и освобождение обработанной детали производится за счет пружины 7 при отпущенном зажимном винте 5.

1 — плита основания; 2 — поворотная часть; 3 — неподвижная губка; 4 — подвиж-
ная губка; 5 — гайка ходового винта; 6 — направляющая призма; 7 — ходовой винт;
8 — Тобразный паз; 9 — ось; 10 — болт; 11 — рукоятка; 12 — гайка
Параллельные поворотные слесарные тиски (рис. 3) применяют наиболее часто. Параллельными их называют потому, что при перемещении подвижной губки 4 она во всех положениях остается параллельной неподвижной губке 3. Тиски состоят из плиты 1 основания и поворотной части 2. Передвижение подвижной губки 4 обеспечивается винтовой парой (ходовой винт 7 и гайка 5 ходового винта), а параллельность этого перемещения — направляющей призмой 6.
Для поворота верхней части тисков относительно плиты основания 1 необходимо ослабить при помощи рукоятки 11 болты 10. Тогда при повороте верхней части тисков относительно оси 9 гайка 12 с болтом 10 будут свободно перемещаться в круговом Т-образном пазу 8. Верхняя часть тисков после установки в нужное положение закрепляется рукояткой 11.
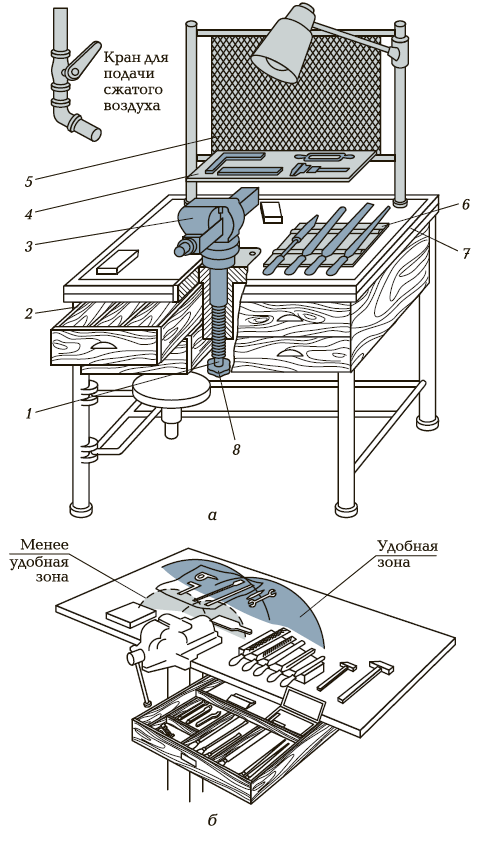
Организация рабочего места.
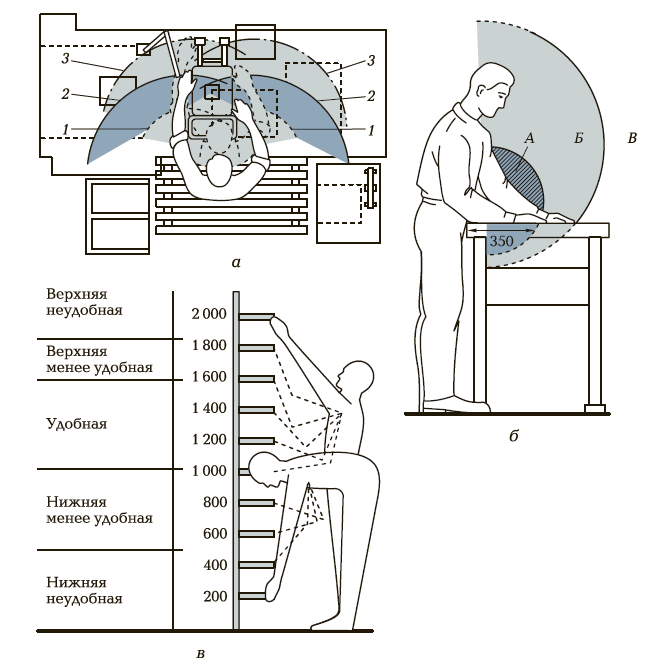
(размеры даны в миллиметрах):
а, б — на верстаке: 1, А — удобные зоны; 2, Б — менее удобные зоны; 3, В — неудобные зоны;
в — удобные и неудобные зоны досягаемости по высоте
На рабочем месте должны находиться заготовки, материалы, рабочие и контрольно-измерительные инструменты, необходимые для выполнения заданной операции. К размещению заготовок, материалов и инструментов на рабочем месте предъявляют определенные требования:
— на рабочем месте должны находиться только те материалы, заготовки и инструменты, которые необходимы для выполнения данной операции;
— расположение инструментов и материалов должно соответствовать частоте их использования в процессе выполнения работы: то, что используется чаще, должно располагаться ближе (рис. 4, а и б), справа и слева от работающего (эти зоны обозначены дугой 1 в горизонтальной плоскости и дугой А — в вертикальной плоскости. Радиусы этих дуг приблизительно равны 350 мм); то, что используют реже, должно располагаться в зонах, обозначенных дугой 2 в горизонтальной плоскости и дугой Б — в вертикальной. Радиусы этих дуг приблизительно равны 500 мм; те инструменты и материалы, которые используются крайне редко, располагают в зонах, обозначенных дугой 3 в горизонтальной плоскости и дугой В — в вертикальной. Их досягаемость обеспечивается только при наклонах корпуса работающего;
— для размещения инструментов и приспособлений на рабочем месте возможна установка стеллажей, удобные и неудобные зоны достижения которых показаны на рис. 4, в.
Правила содержания рабочего места.
В связи с тем, что рациональная организация рабочего места и правильное размещение инструментов, материалов и заготовок в процессе обработки играет существенную роль в обеспечении ее качества, следует соблюдать следующие правила.
До начала работы необходимо:
- проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе;
- ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе;
- отрегулировать высоту тисков по своему росту;
- проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе;
- разместить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для выполнения работы.
Во время работы необходимо:
- иметь на верстаке только те инструменты и приспособления, которые необходимы для выполнения заданной операции (все остальное должно находиться в ящиках верстака);
- возвращать использованный инструмент на исходное место;
- постоянно поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
- очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящик верстка;
- очистить от стружки и грязи поверхность верстака и тиски;
- убрать с верстака неиспользованные материалы и заготовки, атакже готовые детали;
- выключить индивидуальное освещение.
Рабочее место слесаря
Что такое рабочее место слесаря?
На рабочем месте слесарь выполняет операции, непосредственно связанные с его профессией. Место оснащается специализированным оборудованием для проведения слесарных работ. Пластиковые окна обязательный атрибут рабочего места.
Где находится рабочее место?
Рабочее место находится на закрытой или открытой площадке производственного помещения в соответствии с планировкой выполнения производственного процесса.
Какую площадь занимает рабочее место слесаря?
Площадь рабочего места слесаря зависит от характера и объема выполняемой работы. На промышленных предприятиях рабочее место занимает от 4м2 до 8м2, в мастерских — 2м2.
Какая разница между рабочим местом в закрытом помещении и вне его?
Рабочее место слесаря в закрытом помещении — это постоянное место. Рабочее место вне помещения может перемещаться в зависимости от производственной обстановки и климатических условий.
Что в первую очередь должно быть на рабочем месте слесаря?
На рабочем месте слесаря прежде всего должен быть верстак, оборудованный соответствующими приспособлениями, в том числе имеющим защитное стекло.
Какими приспособлениями оборудуется верстак?
На верстаке должны быть укреплены слесарные тиски.
Где слесарь чаще всего выполняет свою работу?
Большинство операций слесарь выполняет за слесарным верстаком или в тисках. Рабочее место слесаря-сборщика или ремонтного рабочего — на сборочном участке. Сборочный участок обязательно содержит окна ПВХ и пластиковые окна.