
- Осмотр и очистку поверхности заготовок от загрязнений и окислов при помощи щетки, стеклянной или абразивной шкурки.
- Установку в нужном положении с заданным углом наклона, для чего можно использовать сварные приспособления и струбцины.
- Пределку кромок заготовок для обеспечения равномерной свариваемости.
- Выбор соответствующих параметров и оборудования для проведения сварки.
- Подготовку сварочного оборудования и выбор необходимых расходных материалов.
- Оценку режима сварки и подготовку площадки для проведения работ.
- Специфика сварки различных типов соединений в нижнем положении
- Заключение
- Таблица соответствия диаметра электрода и толщины металла
- Список основных шагов подготовки к сварке в нижнем положении
- Ремонт и подготовка заготовок для сварки
- Методы сварки в нижнем положении
- Сварка угловых швов в нижнем положении
- Симметричная лодочка
- Несимметричная лодочка
- Сварка тавровых угловых соединений
- Сварка угловых соединений в нахлест
- Наплавка сваркой в нижнем положении
- Наплавка присадочного металла на поверхность
- Очистка поверхности и контроль за процессом
- Наплавка и контроль качества
- Дополнительные валики и профессиональные советы
- Эффективная работа и качество завершенного изделия
- Почему следует обращаться именно к нам
- Часто задаваемые вопросы о сварке в нижнем положении
- Как избежать непроваров?
- Что представляет собой наибольшую сложность при сварке металла в нижнем
- Как правильно заточить?
- Закалка в домашних условиях
- Как убрать ржавчину?
- Чем пропитать топорище?
- Как сделать, чтобы не ржавел?
- Как закрепить на топорище?
- Как насадить на резину?
- Восстановление инструмента своими руками
- Материалы для самоделок
- Как сделать мормышку своими руками
- Крючок и грузило
- Наплавление оловом
- Отливка из чешуйки
- Цинкование вольфрама для мормышек
- Из проволоки
- Купить чешуйки для пайки мормышек
- Рейтинг пяти лучших мормышек
- «Чёртик»
- «Ведьма» 3
- «Банан»
- «Безмотылка»
- «Капля»
- Выбор материалов и инструментов
Осмотр и очистку поверхности заготовок от загрязнений и окислов при помощи щетки, стеклянной или абразивной шкурки.
Установку в нужном положении с заданным углом наклона, для чего можно использовать сварные приспособления и струбцины.
Пределку кромок заготовок для обеспечения равномерной свариваемости.
Выбор соответствующих параметров и оборудования для проведения сварки.
Подготовку сварочного оборудования и выбор необходимых расходных материалов.
Оценку режима сварки и подготовку площадки для проведения работ.
После подготовки к сварке необходимо правильно настроить сварочное оборудование, выбрав оптимальные параметры для работы. Также важно обеспечить надежное фиксирование заготовок для предотвращения их деформаций в процессе сварки.
Специфика сварки различных типов соединений в нижнем положении
Среди основных типов свариваемых соединений выделяют стыковое, угловое, нахлесточное и т. д. Каждый из них требует особого подхода при сварке в нижнем положении.
Например, при сварке стыкового соединения важно обеспечить полное просвечивание и перетопление кромок, а при сварке углового – равномерное направление дуги, обеспечивающее равномерное наплавление металла в угле.
Заключение
Сварка в нижнем положении – один из лучших способов для новичков овладеть процессом и освоить основы дуговой сварки. Ее особенности и преимущества делают этот метод очень удобным и эффективным для обучения. Следуя рекомендациям специалистов и правильно выполняя технику сварки, можно быстро достичь высокого качества сварочных работ.
Таблица соответствия диаметра электрода и толщины металла
| Диаметр электрода | Толщина металла |
|---|---|
| 3 мм | До 8 мм |
| 4 мм | 8-12 мм |
| 5 мм | 12-16 мм |
Список основных шагов подготовки к сварке в нижнем положении
- Осмотр и очистка поверхности заготовок.
- Установка заготовок в нужном положении с заданным углом наклона.
- Пределка кромок заготовок.
- Выбор параметров и оборудования для сварки.
- Подготовка сварочного оборудования и расходных материалов.
- Оценка режима сварки и подготовка площадки.
Ремонт и подготовка заготовок для сварки
К правке прибегают, если заготовки деформированы и форма кромок не позволяет выполнить качественную стыковку деталей. Для выправления краев может использоваться как холодное, так и горячее пластическое деформирование с применением ручных или механических методов обработки. Если с работой не справляются молоток, кувалда, ручной пресс или другие подобные инструменты, можно использовать станок с пневматическим или электрическим приводом.
При разметке заготовок на них обозначаются места будущих стыков для последующей обрезки ненужного металла. Для того чтобы разметить детали вручную, нужно воспользоваться линейкой и штангенциркулем. Если в работе партия деталей одного типа, можно ускорить процесс, воспользовавшись шаблонами. Далее по нанесенным меткам выполняется термическая или механическая резка.
Для получения качественных и прочных сварных соединений кромки заготовок зачищают, удаляя с них окалину, масло, жир, старую краску, ржавчину и прочие загрязнения. Для очистки металла могут применяться механические и/или химические методы, когда детали погружают в ванну со специальным составом.
Для формирования качественных стыков порой необходимо корректировать конфигурацию соединяемых кромок. При работе с тонким листовым металлом их выравнивают, а на толстых заготовках выполняют так называемую разделку, придавая краям V- или X-образную форму. Особое внимание подготовке краев уделяют при соединении труб. Правильно разделанные, они позволяют избавить материал от внутренних напряжений.
Методы сварки в нижнем положении
Сварка стыковых швов в нижнем положении чаще всего выполняется на несложных конструкциях общего назначения. Если соединяются заготовки толщиной не более 8 мм, то проваренный с обеих сторон шов будет иметь достаточно высокую прочность (если толщина металла не превышает 4 мм, стыки провариваются по одной стороне).
Надежность таких соединений обеспечивается полноценным проплавлением кромок, для которого необходимо правильное сочетание таких параметров, как диаметр электродов, толщина металла, сила сварочного тока и величина зазора между соединяемыми деталями:
Сварка угловых швов в нижнем положении
Для того чтобы получить максимально качественный шов, желательно установить соединяемые заготовки лодочкой, расположив их под углом около 45° по отношению к горизонтальной плоскости. Это позволяет полностью проплавить металл, а также снизить риск возникновения непроваров и подрезов. Используя данный метод, можно соединять детали из толстого металла одним проходом.
Симметричная лодочка
Для сварки симметричной лодочкой используются высокие значения сварочного тока (полярность может быть как прямая, так и обратная). В последнем случае специалисты рекомендуют использовать максимально малую длину дуги. Применение этого метода позволяет снизить риск возникновения подрезов на одной заготовке и наплывов на другую, которые часто возникают при несимметричном взаиморасположении соединяемых элементов.
Несимметричная лодочка
Сварку несимметричной лодочкой выполняют с наклоном под 60° и 30°, направляя кончик электрода строго в корень шва. Важно не давать дуге выходить за пределы стыка. Нельзя наплавлять толстый слой одним проходом. Данный способ позволяет использовать малую амплитуду боковых колебаний, поэтому его применяют для работы в труднодоступных местах. Оптимальный угол между плоскостями деталей – прямой.
Сварка тавровых угловых соединений
Как правило, формирование тавровых соединений при сваривании в нижнем положении выполняется несколькими проходами. Один можно делать, если соединяются элементы простой конструкции, плоскости их кромок разделаны под углом 45°, а толщина металла превышает диаметр стержня электрода на величину от 1,5 до 3 мм.
Если сварка выполняется в несколько слоев, то для первого прохода нужно выбирать электрод большего диаметра (от 4 до 6 мм). Дугу следует вести прямо. При выполнении последующих проходов кончик стержня двигают вправо-влево, следя за тем, чтобы амплитуда колебаний не превышала ширину стыка.
Пример сварки тавровых угловых соединений:

Внимание! При формировании тавровых угловых соединений дуга всегда возбуждается на горизонтально расположенной заготовке. Если свариваются детали с неразделанными кромками толщиной до 10 мм, выполняется один проход. Траектория движения кончика электрода при этом строится из треугольников. Дугу нужно немного задерживать, доходя до корня шва.
Сварка угловых соединений в нахлест
Формирование нахлесточных сварных соединений в нижнем положении следует выполнять короткой сварочной дугой, если используется прямая полярность, и максимально короткой, если обратная. Кончик стержня необходимо направлять в корень шва. Сварка производится небольшими возвратно-поступательными движениями с разогревом всей зоны плавления для равномерного заполнения сварочной ванны расплавом и создания полноценного выпуклого валика.
Пример сварки угловых соединений в нахлест:

Разделанные кромки заготовок образуют прямой угол. Если высота стенок стыка не превышает 1 см, толщина используемых электродов также не должна превышать 10 мм. Боковые колебания кончика электрода при этом исключаются. Если же стенки больше одного сантиметра, можно пользоваться методом, который описан выше.
Наплавка сваркой в нижнем положении
Наплавка присадочного металла на поверхность
Наплавка присадочного металла на поверхность основного производят, последовательно накладывая одиночные валики. При наложении каждого последующего слоя важно вести кончик электрода, а значит, и сварочную дугу, по краю предыдущего с перекрытием на 30–50 %.
Очистка поверхности и контроль за процессом
После каждого прохода необходимо выполнять тщательную очистку поверхности шва от шлаков и застывших брызг расплавленного металла, используя зубило, специальный молоток и щетку с металлической щетиной.
При формировании шва необходимо контролировать как траекторию кончика электрической дуги, так и края сварочной ванны, которые должны образовываться, немного не доходя до середины шва, наложенного за предыдущий проход.
Наплавка и контроль качества
Стержень электрода следует вести с наклоном относительно поверхности заготовок и предыдущего валика под углом от 80 до 90 градусов. При выборе наклона электрода по отношению к направлению движения специалисты рекомендуют следить, чтобы шлак вперед не забегал и сзади не отставал. Силу тока при сварке в нижнем положении подбирают, исходя из толщины металла (обычно она близка к максимуму).
Наплавка выполняется на средней длине электрической дуги. Если кончик электрода движется с колебаниями из стороны в сторону, они должны заходить на одинаковые расстояния на слой, который был наложен за предыдущий проход, и на основной металл заготовки. Для формирования качественных валиков необходим постоянный тщательный контроль их конфигурации, высоты и ширины.
Дополнительные валики и профессиональные советы
Опытные сварщики часто практикуют наложение дополнительных валиков, которые располагаются по краям и позволяют наплавить присадочный металл максимально равномерно, без перепадов высоты. Такие швы не нужно дополнительно выравнивать после наложения каждого очередного слоя.
Эффективная работа и качество завершенного изделия
Когда наплавка выполняется в несколько проходов, расплавленные шлаки стремятся заполнить неровности поверхности предыдущего валика, осложняя выполнение работы. Для того чтобы избежать подобных проблем, специалисты рекомендуют проводить кончик стержня электрода, а значит, и дугу, по центрам всех таких углублений, что позволяет избежать дополнительной механической обработки каждого пласта и добиться максимальных производительности и качества.

Почему следует обращаться именно к нам
Наши производственные мощности позволяют обрабатывать различные материалы.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Часто задаваемые вопросы о сварке в нижнем положении
Сварка на весу осложняется тем, что в таком положении трудно проварить корень сварного соединения и сформировать полноценный обратный валик на всю длину стыка. Опытные сварщики в таких случаях пользуются съемными медными, которые необходимо снабдить канавкой, придающей форму наплавленному металлу, или несъемными стальными подкладками.
Как избежать непроваров?
Для того чтобы обеспечить полноценное проплавление металла и формирование качественного сварного соединения, можно подварить его с обратной стороны или использовать подкладки. При подварке на обратную сторону стыка накладывается дополнительный тонкий валик.
Что представляет собой наибольшую сложность при сварке металла в нижнем
Как правило, сложнее всего полноценно проварить корень сварного шва. В этом месте наиболее вероятно появление различных дефектов – непроваров, пустот и включений шлаков. Итак, сварка в нижнем положении – это метод, позволяющий формировать наиболее качественные сварные соединения при работе с металлическими заготовками. Такое расположение стыка позволяет шлакам и пузырькам газов беспрепятственно подниматься к поверхности расплава. Кроме того, кромки надежно удерживают расплав в сварочной ванне, что также повышает качество швов.
Топор – надежный многофункциональный инструмент, который состоит из деревянной рукоятки и рабочей части (обуха и лезвия). Рабочая часть имеет овальное скошенное отверстие для топорища, а фиксирует его металлический клин, вбитый с торца.
Несмотря на универсальность, бывают разные типы топоров. Они отличаются весом, дизайном, длиной топорища, формой лезвия, маркой стали и углом заточки.
Топор прослужит долго, если за ним правильно ухаживать: держать в ножнах, правильно точить и своевременно обрабатывать от гнили и коррозии. Подробнее об уходе за топорами расскажем далее.
Как правильно заточить?
Конструкция современного топора простая: пластиковая или деревянная ручка (топорище), клинья и стальное лезвие с обухом. Производят лезвие из инструментального сплава, основным элементом которого является углерод.
Правильная и эффективная заточка зависит от формы и угла острия, а также назначения топора. На выбор способа заточки влияют особенности материала, вид стали и жесткость древесины.
Во время процедуры понадобится:
Процесс правильной заточки включает пять этапов:
Заточенный топор убирают в ножны на хранение. Подробности процедуры — тут.
Закалка в домашних условиях
Эта процедура является термической обработкой и ее можно повторить в домашних условиях. Суть заключается в нагреве сплава до высокой температуры с быстрым охлаждением.
Закалка инструмента повышает его твердость и прочность, снижая пластичность. Перед закалкой необходимо сточить режущую кромку лезвия, так как под воздействием высокой температуры она оплавляется.
Процесс отжига заключается в следующем:
В конце проводят процедуру отпуска для снижения хрупкости металла в духовой печи. Заготовку помещают в камеру при t 300 ℃ на 1 час. После дают ей остыть при комнатной температуре. Подробнее читайте тут.
Как убрать ржавчину?
Со временем топоры ржавеют. Происходит это из-за неправильного хранения. Если инструмент покрылся ржавчиной, то его можно самостоятельно очистить различными способами:
Самый простой способ – завернуть лезвие в тряпку, смоченную керосином. В таком состоянии оставить топор на 3-5 часов, а после протереть машинным маслом. В конце зачистить металл наждачкой.
Удаляются дефекты кромки и внешний слой ржавчины методом электролиза.
Для этого понадобится:
Этапы удаления ржавчины с топора:
Во время обработки коррозия переходит на нержавейку. Само лезвие инструмента иногда темнеет. Отлично удаляется черный налет горячим раствором лимонной кислоты. Отмыть небольшую ржавчину на топоре также можно бензином, керосином, соляркой, лимонной и уксусной кислотой.
Лимонную кислоту (60 г) смешивают с водой (100 мл). Наносят смесь равномерно на металл губкой и оставляют на 1 час, а затем смывают. Действенная профилактика коррозии – периодическое нанесение на сплав растительного или машинного масла, а также обработка металла салом. Подробности — в этой статье.
Воронение топора – процедура, которая помогает защитить инструмент от ржавчины. Термический и химический способ создает на металле защитный антикоррозийный слой. В домашних условиях воронением занимаются в мастерской с хорошей вентиляцией, а к самому процессу подготавливаются тщательно.
Во время работы обязательно надевают маску, защитные очки, брезентовый плащ и плотные перчатки, так как придется работать с опасными химическими веществами.
Металл обрабатывают тремя способами: термическим, щелочным и кислотным. Воронение щелочью – наиболее популярный метод:
В домашних условиях заворонить топор и придать ему однородный оттенок можно при помощи машинного масла. Металл обезжиривают и наносят на него масло. Инструмент кладут в духовой шкаф и нагревают.
При остывании металл становится черного или коричневого цвета. В конце масляные излишки удаляют салфеткой. При необходимости процедуру повторяют. Подробнее — здесь.
Чем пропитать топорище?
Топорище инструмента делают из металла, пластика, но чаще – из крепких пород дерева. Пропитку делают, чтобы увеличить срок службы топора, облегчить работу с ним и не получить заносу. Процедура пропитки состоит из основных этапов: нанесения льняного масла и полировки.
Масло тонким слоем наносят на древесину и дают высохнуть. Повторяют нанесение несколько раз. Полируют топорище при помощи паяльной лампы и солидола.
Для этого на ручку наносят состав и прогревают лампой. Процесс можно повторять 2-4 раза. Полировку также делают наждачкой «240», а после протирают ветошью с маслом. Подробнее можно узнать тут.
Процедура получения на металле рисунка называется травлением. Перед тем как начать простое травление в домашних условиях, металл подготавливают. Удаляют загрязнения, ржавчину, зачищают головку топора электроинструментом и обезжиривают. После наносят желаемый рисунок через трафарет – лаком или масляной краской.
Трафарет хорошо прикрепляют к металлу клеем. Металлическую головку инструмента подсоединяют к источнику тока (5 Вт) и погружают в солевой раствор на 10-40 минут. Для раствора потребуется 1 кг соли и 3 л воды (температура 30 ℃).
В процессе травления нужно иногда отключать ток и проверять металл. После процедуры топор дополнительно полируется и обрабатывается специальной пастой.
На металле красиво смотрятся:
Чтобы рисунок получился четким и красиво смотрелся на обработанной металлической поверхности, используют постоянный ток (например, аккумулятор). Плюс подсоединяют к головке топора, а минус — к электродам, которые погружаются в раствор. Электродами в процессе травления выступают обычные столовые приборы. Подробнее — в этой статье.
Как сделать, чтобы не ржавел?
Бережный уход за инструментом продлевает срок его эксплуатации и защищает от коррозии. Ржавчина на металле появляется из-за высокой влажности воздуха, пребывания в воде и блуждающих токов. Коррозия обычно покрывает небольшие участки на головке, распространяется по всей поверхности изделия или разрушает зерна сплава.
Ржавчина на топоре бывает:
Чтобы защитить топор от коррозии в домашних условиях, на металл наносят растительное масло или пищевой жир. Более сложные и профессиональные методы – оксидирование, покрытие лаком и легирование.
Самый простой вариант – использование антикоррозийных составов. Применяют любое профессиональное антикоррозийное средство с несколькими компонентами в составе, а также быстросохнущий декоративный состав «Грунт Эмаль 3 в 1».
Обрабатывают металл и обычными средствами: смесью лимонного сока и уксуса. Их соединяют в одинаковых пропорциях, наносят на металлическую поверхность, оставляют на 2 часа и зачищают металл щеткой. В конце смазывают льняным маслом.
Правильный уход за топором включает:
Нанесение профессиональных составов против ржавчины защищает металл и продлевает срок эксплуатации инструмента. Более подробно можно узнать тут.
Как закрепить на топорище?
Правильно насаженное топорище защитит человека от травм во время работы инструментом. Закрепляется металлический клин с учетом предназначения и модели топора.
Современные рукоятки делают не только из дерева, но и:
Наиболее популярные материалы древесины для топорища:
Процедура закрепления топора физически трудоемкая. Сначала необходимо купить топорище в спецмагазине или сделать его самостоятельно. Рукоять должна быть удобной формы (эллипсоидной или прямой) и плотной.
Для быстрой и самостоятельной сборки инструмента понадобится:
В качестве резины используют кусок старой камеры от велосипеда. Ее нужно натянуть на верхнюю часть топорища. После смазать резину льняным маслом и начать процесс насаживания при помощи молотка, совершая им постукивающие движения. Остатки камеры обрезают ножницами. Подробности — здесь.
Как насадить на резину?
Резина помогает надежно удерживать головку топора на топорище. Со временем ручка из дерева усыхает, волокна неизбежно сжимаются и становятся плотными. В результате металлическая часть разбалтывается и сваливается с топорища.
Обычная резина хорошо удерживает металл:
В конце дополнительно забивают небольшой клин. Более подробно можно узнать здесь.
Восстановление инструмента своими руками
Если топор старый, но сохранился хорошо, то ему потребуется восстановление методом реставрации. Сначала нужно отделить старую ручку от металлического клина, очистив его от остатков древесины.
Для восстановления инструмента понадобится:
На последнем этапе отреставрированную головку насаживают на готовое топорище, которое нужно заранее приобрести или сделать самостоятельно. Самый простой способ – это купить новую деревянную ручку в специализированном магазине, а затем подогнать под головку. Подробнее читайте тут.
Из простого топора сделать красивый инструмент легко. Идеально для переделки подходит плотницкий топор. Основное условие — его рукоятка должна быть крепкой и удобной формы.
Если деревянное топорище в хорошем состоянии и не рассохлось, то дополнительно украсит ручку оттеночная пропитка, а также выжженный узор. Укрепить топорище можно оплеткой. Она защитит дерево от разрушения при ударах. Во время работы топор с оплеткой держать удобнее.
В качестве оплетки используют паракорд. Шнур наматывается на верхнюю часть топорища максимально плотно. Поверхность клинка обрабатывается со всех сторон наждачной бумагой (она удалит ржавчину и загрязнения).
Особое внимание уделяют обработке лезвия. Наждачкой стачивают сколы и другие дефекты, если они небольшие. Полотно клинка по желанию преобразовывают методом травления. Подробности — в этой статье.
Чехол для топора – важный элемент, который защищает его от неблагоприятных внешних условий среды и препятствует образованию ржавчины. Чехол необходим и для транспортировки топора. Делают его из натуральной кожи или плотной ткани.
Приобрести ножны можно в специализированном магазине или сделать самостоятельно. Они представляют собой защитный кожух с пазом для режущей кромки.
Чехол для топора своими руками делают в несколько этапов:
Хранят топор в ножнах после использования и обработки в сухом месте подальше от воды. Ножны сохраняют свойства инструмента и увеличивают срок эксплуатации. Более подробно можно узнать тут.
Инструмент правильно хранить в чехле и сумке, а перед его упаковкой топорище и лезвие обязательно протирают насухо тканью, смазывают маслом или керосином.
Лезвие топора со временем неизбежно затупляется и на нем появляются следы ржавчины.
Для создания защитного слоя металл покрывают, например, льняным маслом. Кожаные ножны отлично предохраняют топор от механических повреждений и влаги.
Хранить инструмент лучше и безопаснее в сухом месте (гараже, кладовке) на специальной стойке, которую можно сделать самостоятельно. Если топор длительное время не используется, то металл смазывают машинным маслом, так как оно отлично уберегает от коррозии.
Для сохранения деревянного топорища используют масляную пропитку. Топор не любит длительного простоя, поэтому время от времени инструмент нужно проверять и обрабатывать.
Очистка топора после эксплуатации – важный этап, который продлит срок его службы. Очищают лезвие обычной сухой тканью. Если есть дефекты кромки и слой ржавчины, то понадобится для чистки:
Щеткой снимают верхний слой ржавчины, а в труднодоступных местах используют для очистки крупнозернистую наждачную бумагу. Дефекты лезвия убирают точильным камнем и полируют всю поверхность металла мелкой наждачкой.
От ржавчины топор очищают также преобразователем ржавчины. В составе преобразователя содержится фосфорная кислота, которая растворяет оксид железа быстро и эффективно. Добавки в средстве создают на металле защитный слой, который не дает возникнуть новой коррозии.
Небольшие загрязнения легко удаляют бензином, соляркой или керосином. Инструмент замачивают в жидкости на несколько часов или дней, а после очищают от налета щеткой.
Топор – необходимый в хозяйстве инструмент, который используется для рубки. Его главная особенность – простота конструкции. Современное изделие отличается внешним видом, формой, размером и предназначением. Чтобы топор надолго сохранился и не потерял эксплуатационных качеств, за ним нужно правильно ухаживать.
Уход заключается в хранении, очистке лезвия, пропитки топорища, устранении ржавчины с металла. Даже если топор длительно не используется, его следует обрабатывать и проверять на наличие коррозии.
Чешуйка для мормышки представляет собой металлическую коронку, на которую наплавляется олово или свинец. Приманки такого типа очень популярны среди рыболовов, поскольку они отличаются высокой эффективностью и легко изготавливаются своими руками.
Материалы для самоделок
Для самостоятельного изготовления мормышек рыболову потребуется определённый набор инструментов:

При изготовлении определённых моделей приманок используется форма для литья мормышек.
Чешуйки для пайки мормышек делают из металлической фольги. Как правило, для изготовления этих элементов применяют следующие материалы:
Чтобы сделать мормышку в домашних условиях также могут понадобиться:
Для самостоятельного производства подобных приманок удильщику понадобятся крючки №10–18, выполненные из тонкой проволоки и имеющие колечко в качестве крепёжного элемента.
Чтобы пайка была прочной и не разваливалась в процессе вываживания рыбы, необходимо применять флюс. Его можно приобрести в бытовом магазине.
Как сделать мормышку своими руками
Чтобы сделать мормышку своими руками необязательно иметь какие-то специальные навыки. Такие приманки довольно легко сможет изготовить рыболов, обладающий базовыми знаниями обращения с простыми инструментами.
Крючок и грузило

Чтобы изготовить уловистую мормышку своими руками, достаточно иметь крючок и свинцовую дробинку. Схема производства приманки выглядит следующим образом:
Получившуюся приманку можно использовать в оснастке для мормышинга на спиннинг, а также на подлёдной рыбалке.
Какой крючок нужен для мормышинга?
Наплавление оловом
Простое изготовление мормышек для зимней рыбалки своими руками производится по следующей схеме:

Применяя эту схему, каждый рыболов сможет легко изготовить уловистую мормышку своими руками и быстро придать приманке необходимый размер и желаемую форму.
Отливка из чешуйки
Чтобы отлить приманку своими руками из чешуйки и олова потребуется выполнить такие действия:

При желании можно отполировать чешуйку мормышки до металлического блеска. Для выполнения этой процедуры применяют кусочек войлока, намазанный пастой ГОИ.
Цинкование вольфрама для мормышек
Вольфрам — отличный материал для производства различных видов мормышек. Однако, работать с ним в домашних условиях очень сложно.
Рекомендация по заточке электродов:

Чтобы облегчить процесс пайки, нужно произвести цинкование вольфрама для мормышек. Это делается следующим образом:
Таким способом можно изготовить отличные мормышки для мормышинга своими руками. Полученный приманки будут иметь минимальный объём при довольно большом весе, что крайне важно для данного вида ловли.
Где взять цинк для цинкования?
Из проволоки
Из медной проволоки можно легко сделать безмотыльную мормышку под названием «лесотка». Для этого нужно:

Чтобы придать «лесотке» дополнительную привлекательность, на её крючок можно надеть бисер или яркие кембрики.
Купить чешуйки для пайки мормышек




Сегодня приобрести чешуйки для пайки мормышек можно не только в рыболовных магазинах, но и на крупных торговых площадках в интернете. При покупке нужно обращать внимание на следующие детали:
Очень важно, чтобы чешуйка имела симметричную форму. В противном случае не удастся осуществить качественную подачу приманки.
Рейтинг пяти лучших мормышек
Рыболовами изобретено множество мормышек различной формы и конструкции. Однако, существует несколько моделей, которые стабильно работают на любых типах водоёмов.
«Чёртик»
Эта модель имеет продолговатую форму тела и оснащена тремя одинарными крючками. Применяется как с наживкой, так и в безнасадочном варианте. Хорошо работает по мирной и хищной рыбе.
«Ведьма» 3
Модель «Ведьма» 3 оснащена тремя подвесными крючками, которые во время проводки активно двигаются, имитируя плывущего бокоплава. Эту приманку используют в безнасадочном варианте, придавая ей динамичную игру.
«Банан»
Приманка «банан» имеет вытянутую форму и оснащена одинарным крючком. Хорошо работает как в комбинации с натуральными наживками, так и с силиконовыми кембриками. Одна из лучших моделей для ловли плотвы.
«Безмотылка»
«Безмотылками» называют мормышки, которые не предполагают подсаживания на крючок натуральной насадки (мотыля, опарыша и т. п.). Такие модели могут иметь различную форму и конструкцию. Роль привлекающих элементов обычно выполняют обвесы в виде маленьких цепочек или бисера.
«Капля»
Одна из самых распространённых моделей. Отлично сочетает в себе компактный объём и довольно большой вес. Лучше работает в комбинации с натуральными насадками.
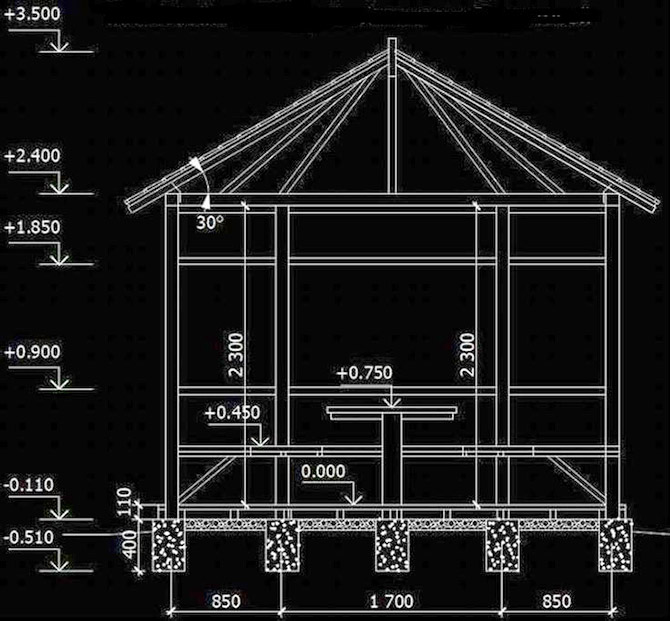
Процесс возведения шестигранной беседки своими руками со стороны выглядит довольно сложным. Но это всего лишь первое впечатление из-за непростой конструкции каркаса крыши. Только укладка кровли потребует большей аккуратности. Однако, беседка с шестиугольной крышей заметно выигрывает у обычной с двускатной или шатровой кровлей. Симпатичный дизайн, внутреннее пространство используется более рационально, чем у прямоугольных или квадратных построек.

Существует три основных способа постройки шестиугольной беседки:
Из перечисленного кованый вариант постройки наиболее сложный в изготовлении и самый трудоемкий. Работа с ковкой требует опыта и навыков, поэтому, если это первый опыт строительства беседки, от кованого варианта лучше отказаться.
Проще всего построить шестигранную беседку своими руками из профильной трубы и стального уголка. На постройку уйдет максимум пара дней. Но нужно суметь правильно сварить каркас. Кроме того, внешний вид постройки не слишком привлекательный, дизайн сварной конструкции из профтрубы получается чересчур «промышленным».
Для домашней беседки с шестиугольной крышей лучше всего подойдет дерево. Работать с доской и брусом своими руками умеют все, постройка получится «теплой», красивой, даже без лакировки деревянных деталей.
Выбор материалов и инструментов
Для изготовления каркаса из дерева будет использоваться:
Для кровли потребуется четыре листа ОСБ и битумная черепица. Соответственно, под нее нужно будет прикупить крепеж (гвозди), клей и подкладочный материал. Кроме того, потребуется правильно подобрать краску и лак, чтобы покрытие было гладким и не выгорало на солнечном ультрафиолете.
Кроме того, потребуется крепеж — столярные саморезы от 40 до 120 мм, гвозди с широкой шляпкой, клей по дереву. Отдельно нужно будет подыскать несколько кусков рубероида для гидроизоляции фундамента.
Заранее придется заказать или сделать самому центр для сборки каркаса шестигранной крыши. Без нее собрать кровлю не удастся. Центр представляет собой шестигранную призму, вырезанную из бруса 90х90 мм. На нее будут опираться верхушки треугольников, образующих скаты беседки.
Каждый строитель перед началом работ составляет рабочий эскиз будущей постройки. Понятно, что необходимо иметь общий чертеж, чтобы посчитать смету, заказать материалы и запастись инструментом.
Но, помимо чертежей с детализацией, нужны будут эскиз, схема сборки или пошаговая инструкция. Она поможет избежать такого неприятного явления, как использование заготовок не по назначению.
Схему сборки шестигранной беседки можно нарисовать рукой или использовать специализированную программу.
Беседка будет установлена на столбы-опоры, каркас шестигранной постройки получается достаточно легким, поэтому заливать плиту или делать шестиугольный малозаглубленный фундамент нецелесообразно.
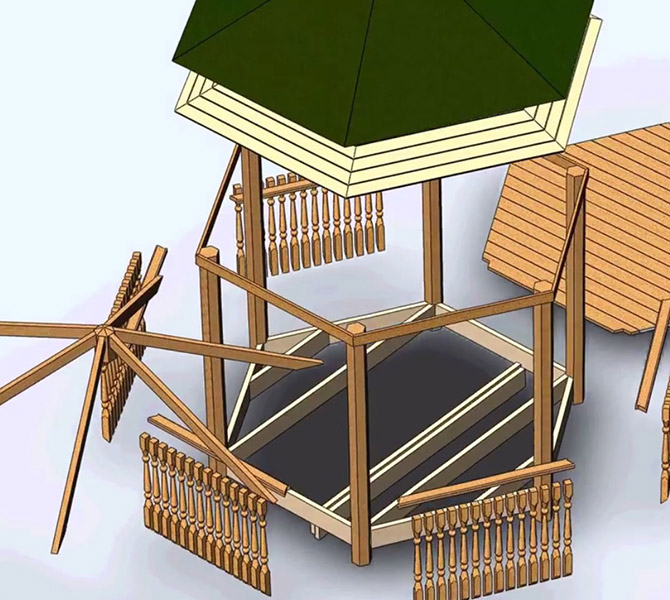
Шестигранный каркас образован вертикальными стойками из бруса и двумя обвязками — нижней и верхней. Нижняя используется для укладки лаг и последующего настилания дощатого пола. На верхнюю обвязку будут опираться стропила шестигранной крыши. Обе обвязки нужно будет тщательно подогнать, иначе вертикальные стойки будут выглядеть неровными, соответственно, весь парадный облик шестигранной беседки будет испорчен.