
- Каталитический риформинг: ключевой процесс в современной нефтехимии
- Применение каталитического риформинга
- Типы реакций риформинга
- Каталитический паровой риформинг
- Применение реакций риформинга
- Дегидроциклизация и изомеризация
- Процесс риформинга с различными соединениями
- Термический Риформинг и Автотермический Риформинг
- Автотермический Риформинг
- Важность Процессов
- Каталитический Реформинг
- Основные Реакции
- Продукты Каталитического Реформинга
- Оборудование для Процессов
- Каталитический реформинг углеводородов
- Риформинг алканов
- Риформинг метана
- Каталитический риформинг
- Реакторный блок
- Процесс преобразования
- Катализаторы
- Установка
- Печь и горелки
- Утилизация тепла
- Ректификационная колонна и насосы
- Защита и безопасность
- Продукты каталитического риформинга и их применение
- Принцип работы реакторов каталитического риформинга
- Установки производства водорода методом парового риформинга
- Установка производства водорода из газа
- Катализаторы и условия процесса
- Ключевые параметры и факторы, влияющие на эффективность и экономичность процесса риформинга
- Схема работы с НПК «Грасис»
Каталитический риформинг: ключевой процесс в современной нефтехимии
Каталитический риформинг – это высокотехнологичный процесс, который является ключевым в современной нефтехимии. Он используется для повышения октанового числа бензина за счет преобразования насыщенных углеводородов в ароматические и другие ценные продукты.
Применение каталитического риформинга
Этот процесс также способствует получению бензола, толуола и ксилолов, которые имеют широкое применение в химической промышленности. Кроме того, каталитический риформинг позволяет извлекать водород, который является побочным продуктом этой реакции и может быть использован для других нужд в нефтехимическом комплексе.
Типы реакций риформинга
Реакции риформинга относятся к группе химических реакций, в которых происходит преобразование углеводородных соединений в более ценные продукты, такие как водород и синтез-газ (смесь водорода и углекислого газа). Один из наиболее распространенных видов реакций риформинга – это каталитический паровой риформинг.
Каталитический паровой риформинг
Каталитический паровой риформинг, или пароварочный процесс, осуществляется при высокой температуре и давлении, с помощью катализаторов, таких как никель, платина или родий. В этом процессе углеводороды, такие как метан или парафины более высокой молекулярности, реагируют с паром в присутствии катализатора для преобразования их в водород и углекислый газ.
Применение реакций риформинга
Продукты реакции (синтез-газ) могут быть использованы в различных процессах, таких как производство аммиака, метанола и других химических соединений. Для этих процессов в специализированном оборудовании имеются такие устройства как разделитель сред РС-21, РС-21-03 под манометр, кран сферический КСМ-35, КСМ-35-3 под манометр и другие.
Дегидроциклизация и изомеризация
Дегидроциклизация – это трансформацию алканов в арены.
Изомеризация выполняется путем перестройки молекулы соединения в различные изомеры. Изомеризация может происходить при изменении связей между атомами или изменении расположения функциональных групп.
Процесс риформинга с различными соединениями
Риформинг может также включать реакции с газообразными углеводородами, ароматическими соединениями и биомассой для получения водорода и синтез-газа. Реакции риформинга имеют большое промышленное значение в производстве водорода и в качестве процесса очистки и обогащения сырой нефти и природного газа.
Термический Риформинг и Автотермический Риформинг
Термический риформинг – это процесс преобразования углеводородных составляющих водородосодержащих химических соединений путем нагрева при высокой температуре без использования внешнего источника тепла. Обычно используется плавящаяся смесь пара и углеводорода (например, пар и метана) при температурах выше 800°C.
Термический риформинг приводит к образованию смеси газов, содержащей водород, углекислый газ, угарный газ и некоторые другие компоненты.
Автотермический Риформинг
Автотермический риформинг – это комбинация термического риформинга с пароварочным процессом, где добавляются вода и кислород для создания пара и кислорода, необходимых для реакции. Это позволяет поддерживать высокую температуру без использования дополнительных источников тепла, так как вещества, такие как метан и вода, сами могут пройти реакцию риформинга с выделением тепла.
Автотермический риформинг применяется для образования более чистого синтез-газа, содержащего водород, углекислый газ и небольшое количество угарного газа.
Важность Процессов
Оба процесса являются важными методами для производства водорода и синтез-газа, которые широко применяются в различных промышленных процессах, включая производство аммиака, метанола и многих других химических соединений.
Выбор между термическим и автотермическим риформингом зависит от конкретных требований процесса, энергетических возможностей или ограничений, и других факторов.
Каталитический Реформинг
Каталитический реформинг углеводородов – это процесс, при котором нестабильные углеводородные соединения, такие как нафта или сжиженный нефтяной газ (СНГ), преобразуются в более стабильные и высокооктановые продукты, такие как бензин или смеси алканов.
Основные Реакции
Процесс осуществляется с помощью каталитического реактора, где катализаторы играют ключевую роль в реакциях. Основными реакциями включаются окислительная декарбоксилирования и изомеризация.
Окислительное декарбоксилирование приводит к удалению карбоновых групп из углеводородных молекул и образованию более стабильных и высокооктановых алканов. Изомеризация приводит к превращению прямоцепных алканов в изомеры с более высоким октановым числом.
Продукты Каталитического Реформинга
Каталитический реформинг производит различные продукты, включая парафиновые бензины, изооктан, ароматические углеводороды и водород. Эти продукты имеют высокое октановое число и могут быть использованы в качестве высококачественного топлива для двигателей внутреннего сгорания.
Оборудование для Процессов
При этих процессах применяется качественное и эффективное оборудование, важными элементами которого являются:
- Разделитель сред РС-21, РС-21-03 под манометр
- Кран сферический КСМ-35, КСМ-35-3 под манометр
Оптимальная температура для риформинга составляет 480-530°C.
Каталитический реформинг углеводородов
Каталитический реформинг углеводородов – это процесс, при котором нестабильные углеводородные соединения, такие как нафта или сжиженный нефтяной газ, преобразуются в более стабильные и высокооктановые продукты, такие как бензин или смеси алканов. Процесс осуществляется с помощью каталитического реактора, где катализаторы играют ключевую роль в реакциях.
Риформинг алканов
Риформинг алканов – это процесс, при котором алканы, такие как пропан, бутан или гексан, преобразуются в более высокооктановые и ценные продукты, такие как бензин, ароматические углеводороды и водород. Процесс осуществляется с помощью каталитического реактора, где катализаторы играют важную роль в реакциях.
Основные реакции, которые происходят в реформинге алканов, включают деформацию и изомеризацию. Деформация приводит к разрыву и перестроению алкановых цепей, в результате чего образуются алкены и ароматические соединения, такие как бензол. Изомеризация приводит к превращению прямоцепных алканов в изомеры с более высоким октановым числом.
Риформинг алканов производит различные продукты, включая бензин с высоким октановым числом, ароматические углеводороды, такие как толуол и ксилол, и водород. Бензин, полученный из риформинга алканов, обладает высоким октановым числом и может использоваться в качестве топлива для автомобилей. Ароматические углеводороды имеют широкое применение в производстве пластиков, синтезе лекарственных препаратов и других химических продуктах.
Риформинг метана
Риформинг метана – это процесс, при котором метан (основной компонент природного газа) превращается в синтезгаз, состоящий из углекислого газа (CO2) и водорода (H2). Данный процесс также называется паровым реформингом.
Риформинг метана является основным способом производства водорода на промышленном уровне. Процесс осуществляется путем подачи метана на катализаторы при высокой температуре (обычно в диапазоне 700-1000C) и в присутствии пара воды. Результатом реформинга метана является образование моноксида углерода (CO) и водорода.
Проходит при 400-600 град., гексан (и многие другие алканы) определенным образом изомеризуется. При этом имеют разветвленную цепь:
Гексановые фракции бензина и без осуществления процесса риформинга обладают высоким значением октанового числа.
Каталитический риформинг
Каталитический риформинг – сложный химический процесс, включающий разнообразные реакции, которые позволяют коренным образом преобразовать углеводородный состав бензиновых фракций и тем самым значительно улучшить их антидетонационные свойства.
Реакторный блок
Реакторный блок нашей установки риформинга состоит из трех реакторов и трех секций печи. Поскольку риформинг протекает со значительным эндотермическим тепловым эффектом, необходим подогрев не только первичного сырья, но и продукта его частичного превращения.
Для повышения парциального давления водорода в блоке риформинга также применена циркуляция водородосодержащего газа, подаваемого на смешение с сырьем компрессором.
Процесс преобразования
Смесь сырья и водородосодержащего газа, пройдя систему теплообменников и секцию печи, входит в первый реактор с температурой ~500°C. В первом реакторе превращается большая часть сырья (главным образом нафтеновые углеводороды ), что сопровождается падением температуры в реакторе. Ввиду того, что скорость реакции в результате снижения температуры уменьшается, смесь не прореагировавшего сырья с продуктами реакции вновь возвращается в печь, далее поступает во второй реактор риформинга, снова возвращается в печь и, наконец, в третий реактор.
Катализаторы
Реакторы оборудованы стационарным слоем катализатора, что обеспечивает простоту конструкции и обслуживания. Катализаторы, применяемые нами, являются полиметаллическими и обеспечивают стабильность и эффективность процесса риформинга.
Установка
Установка имеет автоматическое управление с минимальным количеством обслуживающего персонала – четыре человека. Установка не производит отходов и не требует дополнительных коммуникаций. Применяемое оборудование обеспечивает безопасную и эффективную работу.
Печь и горелки
Оборудование работает по традиционному принципу, используя лучшие материалы для жаростойкой теплоизоляции. Горелки обладают передовым принципом работы, обеспечивая высокий КПД печи.
Утилизация тепла
В установке предусмотрена система утилизации тепла с помощью теплообменников, что обеспечивает экономию электроэнергии и топлива для горелок.
Ректификационная колонна и насосы
Ректификационная колонна имеет двухслойное теплоизоляционное покрытие и контролируется с помощью датчиков информации. Насосы оборудованы частотными регуляторами, повышая их ресурс и уменьшая энергопотребление.
Защита и безопасность
Оборудование защищено блокировками от нештатного проведения работ и автоматически отключается в случае неисправностей.
Системы утилизации и безопасности делают работу установки стабильной и эффективной.
[Конец статьи]
Цель данной работы заключается в анализе и прогнозировании работы катализаторов риформинга на установке со стационарным слоем методом математического моделирования с учетом влияния сырья с газоконденсатных месторождений.
Характеристика объекта исследований
Объектом исследования является процесс каталитического риформинга бензиновых фракций, представленных газовым конденсатом трех газоконденсатных месторождений Западной и Восточной Сибири, а также каталитические системы четырех различных марок.
Улучшение октановых характеристик продукта риформинга (риформата) заключается в химическом изменении состава исходного сырья за счет реакций дегидрирования нафтенов и дегидроциклизации парафинов.
Дегидрирование нафтеновых углеводородов в ароматические:
Дегидроциклизация парафинов в ароматические углеводороды (ароматизация):
Технологические условия проведения каталитического риформинга зависят от технологического оформления, которое реализуется по трем вариантам. Способы реализации различаются по типу регенерации: периодическая (66 % всех установок в мире), циклическая (17 %) и непрерывная (17 %). В России реализуется два типа технологии – с периодической (80 %) и непрерывной регенерацией (20 %). В зависимости от используемой технологии давление варьируется в пределах 0,35–2,0 МПа, а температура – 470–500 °С.
Также важно учитывать, что основные реакции протекают с большим поглощением тепла, что определяет особенности технологического оформления установок риформинга.
нафта висбрекинга, которая требует предварительной глубокой гидроочистки. Применяется в небольшом количестве по отношению к общему объему сырья;
нафта коксования, чьи свойства схожи со свойствами нафты висбрекинга. Используется в больших количествах по сравнению с нафтой висбрекинга;
нафта, полученная в результате гидрокрекинга вакуумного газойля и гидроочистки тяжелых бензиновых фракций. Наиболее благоприятное из всех типов сырья вторичного происхождения из-за повышенного содержания в своем составе нафтеновых углеводородов;
нафта, полученная в результате термокаталитической переработки нефтяных фракций. Наименее подходящая из всех перечисленных вариантов, применяется на ряде НПЗ в виде фракции 75–150 °С.
Все вышеперечисленные варианты обладают общим свойством – высоким содержанием олефиновых углеводородов, которые в условиях риформинга склонны в образовании высокомолекулярных соединений – предшественников кокса.
Наиболее оптимальным является сырье, характеризующееся составом: алканы – 45–65 % мас.; циклоалканы – 25–45 % мас.; арены – 5–15 % мас.; непредельные углеводороды – не более 0,5 % мас.
В качестве исходных данных для данного исследования использованы параметры технологического режима промышленной установки риформинга с периодической регенерацией катализатора (таблица 1), а также в качестве сырья риформинга – газовый конденсат нескольких месторождений газоконденсатных месторождений, отличающегося состава.
На установке эксплуатируется несбалансированный катализатор зарубежного производства, характеристики которого представлены в таблице 2.
Применение данного катализатора позволяет получать 88,6 % мас. риформата с октановым числом по исследовательскому методу 98,0 (при использовании сырья с повышенным содержанием предельных углеводородов – 43,8 % мас., углеводородов циклического строения – 40,1 % мас. и ароматических – 16,1 % мас.).
Математическое моделирование как метод исследования
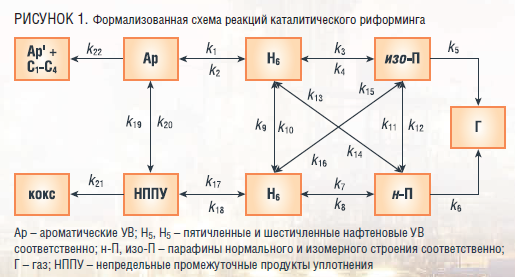
Ар – ароматические УВ, Н5, Н6 – пятичленные и шестичленные нафтеновые УВ соответственно, н-П, изо-П – парафины нормального и изомерного строения соответственно, Г – газ, НППУ – непредельные промежуточные продукты уплотнения
Скорость элементарной реакции пропорциональна концентрации реагирующего вещества, умноженной на константу скорости реакции. Константа равновесия для каждой реакции рассчитывается на основании энергии Гиббса и температуры. Величины констант могут варьироваться в зависимости от свойств конкретного катализатора.
где – скорость реакции, моль/м3·ч; – константа скорости реакции, размерность зависит от порядка реакции; – концентрация исходных компонентов, моль/м3
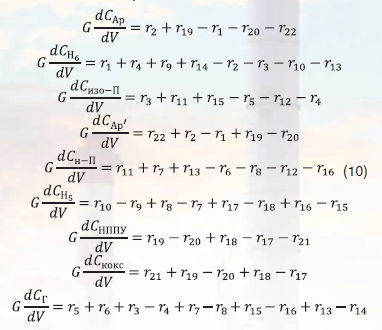
Согласно формуле 1, кинетическая модель каталитического риформинга может быть записана как система уравнений:
Уравнение теплового баланса для процесса выглядит следующим образом:
где – объем катализатора в реакторе, м3; – плотность, моль/м3; – теплоемкость смеси, кДж/моль·К; – количество тепла для j-ой химической реакции; – теплота j-ой химической реакции, кДж/моль.
Согласно уравнению 5, система уравнений теплового баланса для каждой реакции из схемы будет иметь следующий вид:

Таким образом, математическая модель каталитического риформинга полурегенеративного типа представлена в виде системы уравнений материального и теплового баланса:
где Gc – расход сырья, м3/ч; Ci – концентрация i-го компонента, моль/м3; Z – объем переработанного сырья с момента загрузки свежего катализатора (новый катализатор, регенераций не проводилось), м3; V – объем катализатора в реакторах, м3; aj – активность катализатора, моль/м3·ч; скорость реакции, моль/м3·ч; i – номер компонента в смеси; j – номер реакции согласно формализованному механизму; Т – температура, К; ρ – плотность, моль/м3; Срmix – теплоемкость смеси, кДж/моль·K; ∆Н – теплота j-ой реакции, кДж/моль; R – универсальная газовая постоянная, 8,314 МПа·л/моль·K; P – давление, МПa.
где Z – объем переработанного сырья с момента загрузки свежего катализатора (новый катализатор, регенераций не проводилось), м3; – расход сырья, м3/ч; – время, ч.
Учитывая вышеприведенные закономерности, нестационарная кинетическая модель каталитического риформинга с учетом изменения концентраций реагирующих веществ в объеме записывается следующим образом:
Результаты исследований показали, что наиболее оптимальным составом для переработки в процессе риформинга характеризуется образец С. В образце B пониженное количество нафтенов и повышенное содержание (более 50 %) ароматических углеводородов, тогда как в образце А преобладают алканы (более 70 %) при низком содержании нафтенов и ароматики.
При анализе того или иного типа сырья по характеру преобладания углеводородных групп, используется индекс сырья, который рассчитывается по формуле 11.
Значение индекса в основном варьируется в пределах более или менее 1. Для всех трех образцов исследуемого сырья был рассчитан индекс, результаты представлены в таблице 4.
Важный этап подготовки сырья для каталитического риформинга – контроль серосодержащих соединений. Газовые конденсаты также подвергаются предварительной стабилизации и очистке от сернистых соединений. Согласно проведенным исследованиям, содержание общей серы варьируется в пределах от 0,0002 до 0,01 % мас. в зависимости от месторождения.
Оценка эффективности катализаторов риформинга при переработке сырья различного состава
В работе выполнены численные исследования для восьми каталитических систем отечественных и зарубежных производителей, параметры которых представлены в таблице 5.

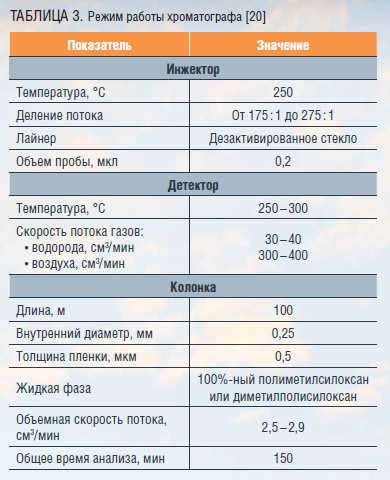
Оценка показателей эффективности процесса риформинга бензинов при работе на разных катализаторах с учетом переработки сырья различного состава производилась с использованием программно реализованной математической модели в виде прикладной программы в режиме «Исследования влияния состава сырья». Исследования проведены при зафиксированных значениях технологических параметров работы реакторного блока риформинга: Т = 493 °С, Р = 1,4 МПа, расход ВСГ 205 тыс. м3/ч, расход сырья 102 м3/ч (таблица 1).
В результате были получены следующие значения выхода и октанового числа риформата, а также содержания кокса на катализаторе (соответствующего объему переработанного сырья 132,5 тыс. м3), представленные в таблицах 6, 7 и 8.

На основании полученных результатов расчетов можно заключить, что максимальными качественными характеристиками, к которым относится содержание ароматических соединений в составе риформата и октановое число целевого продукта, обладает риформат, полученный при переработке сырья месторождения А на катализаторах 2 и 6. В данном случае содержание ароматических углеводородов составляет 66,2 и 74,7 % мас., и 96,6 и 101 пункт соответственно. Однако необходимо отметить, что при проведении процесса на данных катализаторах наблюдаются довольно низкие значения выхода риформата – 73,3 и 68,4 % мас. соответственно.
В данном случае для сырья месторождения А, характеризующегося высоким содержанием парафиновых углеводородов (индекс сырья равен 2,58), наиболее эффективными катализаторами, при работе которых достигается максимальный выход риформата с высоким значением ОЧИ, являются катализаторы 7 и 8. При использовании парафинового сырья на катализаторах данных типов полученный риформат имеет октановое число в пределах 94,7–95,7 пункта, содержание ароматических углеводородов 60,3–63,5 % мас. и выход риформата составляет 76,5–81,5 % мас.

Сырье каталитического риформинга месторождения B характеризуется довольно высоким содержанием ароматических углеводородов и низким индексом сырья – 0,42. Для превращения такого сырья в риформат с высоким октановым числом требуется подбор наиболее эффективного катализатора.
В данном случае максимально качественный продукт получается при переработке данного образца сырья на катализаторах типов 2 и 6. При использовании данных катализаторов риформат содержит 86,9 и 90,5 % мас. ароматических соединений соответственно, что объясняет высокие значения октанового числа 106 и 108 пунктов соответственно. Вместе с тем выход риформата при переработке сырья B на катализаторах 2 и 6 не превышает 86,3 и 82,9 % мас. соответственно.
Для сырья, богатого ароматическими соединениями, наиболее эффективными являются каталитические системы под номерами 3 и 4. При использовании катализаторов данного типа достигаются оптимальные выходы риформата от 86,5–89,3 % мас. и высокие качественные характеристики продукта: содержание ароматических углеводородов варьируется от 83,8 до 86,7 % мас. соответственно; октановое число 104,4–106 пунктов соответственно.

Сырье каталитического риформинга, которое содержит в своем составе значительное количество нафтеновых углеводородов, является наиболее благоприятным для процесса риформирования бензиновых фракций. Циклические углеводороды легче других вступают в реакции дегидрирования, тем самым превращаясь в ароматические углеводороды, которые значительным образом повышают октановое число целевого продукта. Таким сырьем является газовый конденсат месторождения C. Смесь углеводородов характеризуется повышенным содержанием циклических углеводородов, на что указывает индекс сырья 1,55.
Расчеты по модели показали, что при использовании катализаторов 3 и 8 достигается максимальный выход продукта – 80,6 и 79,9 % мас. соответственно. Однако наиболее эффективными типами катализаторов при использовании данного вида сырья является катализаторы 1 и 2. В данном случае риформат имеет максимальные качественные характеристики: октановое число лежит в пределах 91,5–94,4 пункта; содержание ароматических углеводородов варьируется от 52,0 до 59,8 % мас. Высокий выход риформата изменяется в интервале 73,2–80,8 % мас.
Оценка влияния типа катализатора на эффективность процесса каталитического риформинга при переработке газоконденсатного сырья различных месторождении
Оценка влияния типа каталитической системы на эффективность рассматриваемого процесса получения высокооктановых топлив при изменении состава сырья с различных газоконденсатных месторождений производилась с учетом ранее подобранных марок катализаторов. Данное исследование производилось в режиме «Исследование влияния состава сырья» с изменением математической модели процесса каталитического риформинга бензинов. В таблицах 9–11 представлены результаты расчетов при изменении состава сырья в течении пяти лет эксплуатации газоконденсатного месторождения.
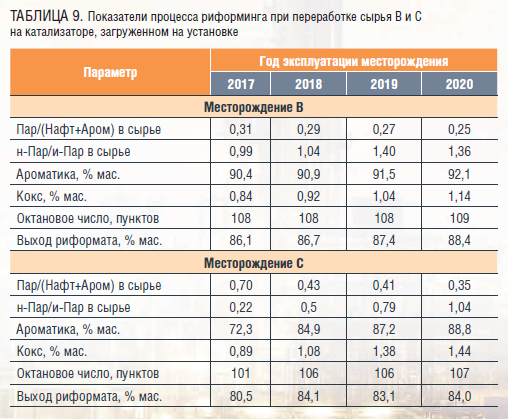
Для переработки сырья типа B, характеризующегося повышенным содержанием ароматических углеводородов, наиболее эффективными катализаторами являются каталитические системы 3 и 4. Об этом свидетельствуют достигнутые значения октанового числа, содержания ароматических соединений, а также выхода риформата и уровень коксонакопления на катализаторе. Изменение данных характеристик с учетом состава сырья риформинга при работе на катализаторах 3, 4 и 1, представлено на рисунках 3–6.
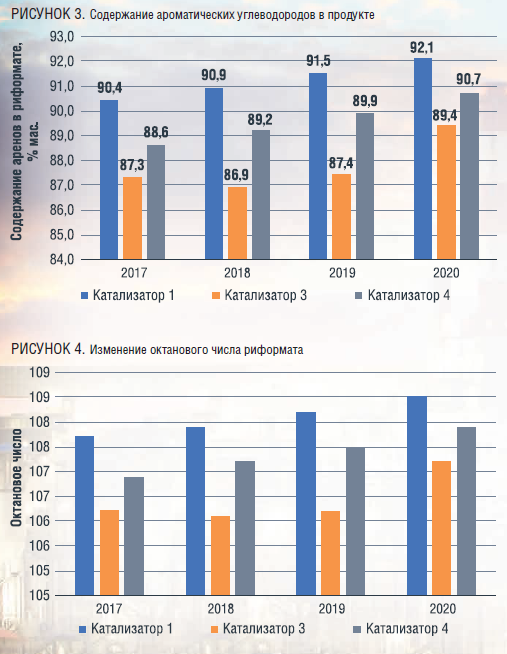
Повышенное содержание ароматических соединений соответствует повышенному октановому числу целевого продукта. Таким образом, рисунок 5 также подтверждает данное утверждение: максимальное октановое число наблюдается при использовании сырья типа B и составляет 109 пунктов.

Прогнозные расчеты по модели показали (рисунок 6), что при увеличении срока эксплуатации месторождения выход риформата больше всего изменяется в сторону роста при использовании каталитической системы 3, и максимальное его значение составляет 92,4 % мас. Минимальное значение выхода риформата (86,1 % мас.) достигается при работе на катализаторе 1.

Расчеты показали, что катализатор 3 характеризуется наибольшей стабильностью из всех рассмотренных типов, максимальное значение концентрации кокса на его поверхности составляет 0,55 % мас. при объеме переработанного сырья 132,5 тыс. м3.
Таким образом, при увеличении срока эксплуатации газоконденсатного месторождения, газовый конденсат (потенциальное сырье риформинга) насыщается ароматическими соединениями, «утяжеляется». В связи с этим происходит более интенсивное коксонакопление на поверхности катализатора, увеличивается содержание ароматических соединений в риформате, повышается октановое число целевого продукта, а также увеличивается выход риформата.
В результате проведенных численных исследований и анализа полученных результатов можно сделать вывод о том, что наиболее оптимальным катализатором для переработки сырья с различных газоконденсатных месторождений при данном технологическом режиме является катализатор 4. Показатели процесса риформинга при его использовании имеют следующие значения: содержание кокса на катализаторе – 0,55 % мас., выход риформата – 91,2 % мас., октановое число – 107,9 пункта и содержание ароматических соединений в риформате – 90,72 % мас.
Подбор катализатора – задача многокритериального анализа, которая сводится к усреднению параметров, характеризующих эффективное проведение процесса. Таким образом, катализатор 4 благодаря своей высокой насыпной плотности и сбалансированности по составу позволяет достичь максимальной эффективности и рентабельности процесса.

Так как оптимальной каталитической системой в данном случае является катализаторы 1 и 2, следовательно, в таблице 11 приведен только катализатор 2, так как результаты расчет на катализаторе 1, использованном на данной установке, приведены в таблице 9.
Для сырья марки C, характеризующегося повышенным содержанием нафтеновых углеводородов, максимально подходящими катализаторами являются каталитические системы марки 1 и 2.
Данные зависимости идентичны предыдущим, так как тенденция роста как качественных, так и количественных характеристик целевого продукта с увеличением срока эксплуатации газоконденсатного месторождения сохраняется.
Однако более качественный продукт, насыщенный ароматическими углеводородами, повышающими детонационную стойкость продукта, получается при использовании катализатора установки 1. На данном катализаторе достигаются максимальный выход ароматических углеводородов – 88,78 % мас. и максимальное октановое число соответственно – 106,9 пункта, что подтверждается рисунками 5 и 6.
При количественной оценке показателей процесса каталитического риформинга на катализаторах данной марки наблюдается также тенденция роста при увеличении срока эксплуатации, которая отражена на рисунке 7. Однако в данном случае максимальный выход высокооктанового топлива наблюдается при использовании катализатора 2 и составляет 87,83 % мас.
На рисунке 6, на котором представлены изменения накопления кокса на поверхности катализатора, продемонстрированы показатели высокой стабильности катализатора 2, отражающиеся в низком содержании кокса на поверхности катализатора – 0,63% мас.
Таким образом, наиболее оптимальным катализатором при использовании сырья, богатого углеводородами циклического строения, является катализатор 2.
Данный катализатор, так же, как и катализатор марки 3, является сбалансированным и характеризуется высоким значением насыпной плотности – 690 кг/м3.
В данной работе с использованием математической модели исследовано влияние составов сырья трех газоконденсатных месторождений на выход и качество продукта каталитического риформинга – риформата, а также выполнены прогнозные расчеты по модели с учетом загрузки восьми различных марок катализаторов. Продемонстрировано, что математическая модель позволяет учесть влияние сырья на выход и качество риформата, а также подобрать катализатор, подходящий для того или иного типа сырья.
На основании полученных результатов сформулированы следующие зависимости:
– при увеличении срока эксплуатации газоконденсатных месторождении вследствие явления «обратной конденсации» увеличивается содержание ароматических соединений в целевом продукте. Соответственно, при использовании такого типа сырья можно добиться высокого октанового числа и выхода риформата, но вместе с тем и повышенного коксонакопления на поверхности катализатора;
– для определенного типа сырья были подобраны катализаторы: для сырья с повышенным содержанием ароматических соединений сбалансированный катализатор с высокой насыпной плотностью типа 4; для классического сырья с высоким содержанием циклических углеводородов оптимальным является катализатор 2, содержание кислотной и металлической составляющих в котором сбалансированы;
– газовый конденсат – ценное сырье для получения бензинов – наряду с классическим сырьем риформинга нуждается в предварительной гидроочистке от сернистых соединений.
Исследование выполнено за счет гранта Российского научного фонда № 19-71-10015-П, https://rscf.ru/project/19-71-10015/
1. Rahimpour, M., Jafari, M., Iranshah, D. Progress in catalytic naphtha reforming process, A review. Appl. Energy. 109 (c) (2013) 79–93.
5. A. Noskov, Two centuries of mathematical modelling. Report at the problem seminar on 90-th anniversary of M.G. Slinko, 2005.
6. Gyngazova M.S., Kravtsov A.V., Ivanchina E.D., Korolenko M.V. et al., Reactor modeling and simulation of moving-bed catalytic reforming process, Chem. Eng. J., 2011, 176–177, 134–143.
7. Zagoruiko A.N., Belyi A.S., Smolikov M.D., Noskov A.S. Unsteady-state kinetic simulation of naphtha reforming and coke combustion processes in the fixed and moving catalyst beds, Catal. Today, 2014, 220–227, 168–177.
8. Yakupova I.V., Ivanchina E.D., Sharova E.S., Mathematical modelling method application for optimisation of catalytic reforming process, Procedia Chem., 2014, 10, 197–202.
9. Belinskaya, N.S., Ivanchina, E.D., Ivashkina, E.N., Chuzlov, V.A., Faleev, S.A. Mathematical modeling of the process of catalytic hydrodewaxing of atmospheric gasoil considering the interconnection of the technological scheme devices, Procedia Eng., 2015, 113, 68–72.
10. Ivanchina, E., Ivashkina, E., Nazarova, G. Mathematical modelling of catalytic cracking riser reactor, Chem. Eng. J., 2017, 329, 262–274.
13. Белый, А.С. Современное состояние, перспективы развития процесса и катализаторов риформинга бензиновых фракций нефти / Катализ в промышленности. – 2014. – 5. – С. 23–28.
14. Belyi, A. Reforming Catalysts of the PR Family: Scientific Foundations and Technological Advancement, Kinet. Catal. 46(5) (2005) 684–692.
16. Смышляева, Ю.А., Иванчина, Э.Д., Кравцов, А.В., Зыонг, Ч.Т., Фан, Ф. Разработка базы данных по октановым числам для математической модели процесса компаундирования товарных бензинов / Известия Томского политехнического университета. – 2011. – Т. 318. – № 3. – С. 75–80.
17. Пчелинцева, И.В., Чернякова, Е.С., Красовская, О.К., Кокшаров, А.Г. Влияние состава сырья газоконденсатных месторождений на процесс каталитического риформинга Известия Томского политехнического университета. Инжиниринг георесурсов, 2022, Т. 333, № 10, С. 105–116.
19. Ivanchina, E., Chernyakova, E., Pchelintseva, I., Poluboyartsev, D. Mathematical modeling and optimization of semi-regenerative catalytic reforming of naphtha. Oil & Gas Science and Technology – Revue d’IFP Energies nouvelles, Institut Français du Pétrole (IFP), 2021, 76, p. 64.
20. ГОСТ Р 52714-2018 «Бензины автомобильные. Определение индивидуального и группового углеводородного состава методом капиллярной газовой хроматографии». – М.: Стандартинформ, 2018. – 11 с.
Статья «Математическое моделирование для прогнозирования работы катализаторов риформинга на установке со стационарным слоем» опубликована в журнале «Neftegaz.RU» (№5, Май 2023)
Продукты каталитического риформинга и их применение
Основными продуктами, получаемыми в результате каталитического риформинга, являются высокооктановые бензины и ароматические углеводороды (бензол, толуол, ксилолы).
Высокооктановый бензин используется как компонент моторного топлива благодаря своей способности предотвращать детонацию двигателя.
Ароматические углеводороды находят широкое применение в химической промышленности: они служат сырьём для производства полимеров, пластиков, различных видов лако-красочной продукции и других материалов.
Современные вызовы и направления развития процесса каталитического риформинга
Среди основных вызовов, стоящих перед процессом каталитического риформинга в настоящее время – это строгие экологические требования.
Производители стремятся минимизировать выброс парниковых газов и других загрязняющих веществ при помощи повышения эффективности имеющихся технологий.
Инновации направлены на поиск новых типов более активных, избирательных и стабильных катализаторов, которые бы работали при более мягких условиях (ниже температуре или давлении), что поможет снижать энергетические затраты при сохранении высокой эффективности переработки.
Также значительные усилия направлены на повторное использование отработанных катализаторов – разработка методик регенерации или полного восстановления активных компонент после окончания жизненного цикла.
В конечном счете все эти направления развития способствуют созданию более экономичного и экологичного производства не только для нефтехимии но и для мирового энерго- и экоресурсного потребления.
Принцип работы реакторов каталитического риформинга
Риформинг углеводородного сырья происходит в специализированных аппаратах – реакторах каталитического риформинга.
Основным элементом таких реакторов является катализатор, который обеспечивает необходимую скорость химической реакции без дополнительного подвода энергии.
Обычно используются катализаторы на основе платины или других благородных металлов.
Процесс каталитического риформинга состоит из нескольких типов химических реакций:
Установки производства водорода методом парового риформинга
Паровой риформинг (каталитическая конверсия легких углеводородов в присутствии водяного пара) – эффективный и наиболее распространенный способ получения обогащенного водородом синтез-газа. Установки парового риформинга НПК «Грасис» позволяют получать до 130 000 м3/час водорода при чистоте до 99,999% (после адсорбционной очистки).
Коллектив НПК «Грасис» – единственный в РФ, имеющий реальный опыт полного цикла создания установок парового риформинга без участия зарубежных лицензиаров.
Установка производства водорода из газа
Водород широко применяется для обеспечения технологических процессов в различных отраслях промышленности: нефте- и газохимической (производства минеральных удобрений), нефтеперерабатывающей, пищевой промышленности, в металлургии и энергетике. Помимо перечисленного, водород является одним из наиболее перспективных видов топлива, который обладает широким спектром применения – от использования в энергетике до применения в решениях для обеспечения мобильности (автомобили, поезда и т.д.).
Актуальными остаются вопросы, связанные с производством водорода и выбором оптимальной технологии. Установка производства водорода из газа – наиболее целесообразное решение для широкого диапазона производительностей. Производство водорода из газа значительно чище, чем из угля. Возможность применения систем CCUS позволяет минимизировать углеродный след.
Процесс производства водорода из газа традиционно осуществляется с использованием технологии SMR (steam methane reforming) или электролиза воды. В технологии SMR газ смешивается с водородосодержащим паром и нагревается до высоких температур, что приводит к реакции, в результате которой образуется водород и углекислый газ. После этого происходит очистка и сепарация газов. В результате получается высококачественный водород, который может быть использован в различных отраслях промышленности.
Для ряда применений (в энергетике, жировой индустрии) электролиз воды является альтернативным способом производства водорода: происходит разложение воды на водород и кислород с помощью электрического тока. Для этого используются электролизные установки (электролизеры). Метод производства водорода из газа является более энергоэффективным и экономически целесообразным для промышленных объемов получения водорода.
Одной из важных характеристик установки производства водорода из газа является ее масштабируемость. Доступно изготовление установок различной производительности в зависимости от потребностей предприятий Заказчиков.
Также важно отметить, что производство водорода из газа с CCUS является неотъемлемым элементом плавного процесса перехода к экономике, основанной на возобновляемых источниках энергии. Также, известны (и активно разрабатываются специалистами «Грасис») технологии получения безуглеродного водорода из газа. К таким технологиям относится пиролиз метана.
Катализаторы и условия процесса
Ключевую роль в каталитическом риформинге играют катализаторы – вещества, ускоряющие химические реакции без изменения своего количества и состава по окончании реакции.
Основные виды катализаторов для риформинга – это металло-оксидные катализаторы на основе платины, часто комбинированные с другими металлами, такими как рений или иридий.
Эти компоненты способствуют увеличению активности, селективности и стабильности катализаторов.
Активность катализатора определяется его способностью активировать исходное сырьё для проведения химической трансформации.
Селективность относится к способности катализатора направлять реакцию по определённому пути с минимальным образованием побочных продуктов.
Стабильность же связана с устойчивостью химических свойств катализатора на протяжении времени эксплуатации.
Условия процесса также оказывают значительное влияние на эффективность риформинга.
Эти процессы протекают при высоких температурах и давлениях и требуют точного контроля за состоянием среды внутри реактора.
Ключевые параметры и факторы, влияющие на эффективность и экономичность процесса риформинга
Есть несколько ключевых параметров, от которых зависит эффективность процесса каталитического риформинга:
Сбалансирование этих параметров требует сложных инженерных расчетов и постоянного мониторинга состояния процесса.
Это обеспечивает не только высокую экономичность производства за счет минимальных затрат энергоносителей, но также помогает достигать требуемых экологических стандартов за счет минимизации образования побочных вредных соединений.
Схема работы с НПК «Грасис»
Отправляете запрос с сайта или связываетесь с нашим специалистом по телефону
Эксперт компании «Грасис» беседует с Вами и выясняет ваши потребности
Вы заполняете опросный лист с необходимыми параметрами оборудования
Наш эксперт готовит предложение с наиболее эффективными решениями Вашей задачи. Заключаем договор
Осуществляем проектирование, конструирование, производим оборудование, тестируем, выводим на рабочий режим и пр.
Отгружаем оборудование в место эксплуатации. Предоставляем комплект документов
Осуществляем пуско-наладочные работы и запускаем оборудование в эксплуатацию
Выполняем послепродажное обслуживание для обеспечения эффективности и надежности оборудования (опционально)