
- Трубы металлические БУ: использование и переработка
- Металлический трубопровод и его применение
- Что такое трубы металлические БУ
- Применение
- Где используют трубы металлические БУ
- Различные инженерные проекты
- Экология и переработка
- Реконструкция и ремонт
- Очистка труб
- Как очищают
- Механическая очистка
- Химическая очистка
- Пескоструйная обработка
- Ультразвуковая очистка
- Гидродинамическая очистка
- Электрохимическая очистка
- Как проверяют
- Магнитная дефектоскопия:
- Ультразвуковой контроль:
- Рентгеновский контроль:
- Испытание на гидравлическое давление:
- Химический анализ:
- Тепловая обработка и испытания на прочность:
- Магнитопорошковый контроль:
- Чувствительность метода:
- Метод контроля остаточной намагниченности
- Метод контроля СПП
- Намагничивание объекта контроля
- Устройства для намагничивания
- Создание напряженности магнитного поля
- Графическое представление
- Необходимость измерения коэрцитивной силы
- Намагничивание при МПК сварных соединений
- Основные методы и преимущества
- Визуальный осмотр трубопровода
- Неразрушающий контроль
- Испытания под давлением
- Преимущества диагностики трубопроводов
Трубы металлические БУ: использование и переработка
В этой полезной статье поговорим про трубы металлические БУ. Что такое трубы металлические БУ, где они используются, как очищаются и проверяются перед повторным использованием.
Металлический трубопровод и его применение
Металлический трубопровод большого диаметра является основным видом транспортировки воды, природного газа и нефтепродуктов на значительные расстояния. Кроме этого он повсеместно использовался и используется для устройства канализационных сетей и систем водоотвода.
Устройство, обслуживание и сроки эксплуатации таких магистральных трубопроводов строго регламентирована. Однако, за определённый нормативами срок эксплуатации трубы не теряют базовых характеристик. Внутренняя и наружная очистка труб, а также предусмотренный гостом 55934-2013 контроль их состояния позволяют использовать повторно.
Что такое трубы металлические БУ
Трубы металлические БУ — это аббревиатура, которая расшифровывается как “бывшие в употреблении”. Это металлические трубы, которые ранее использовались, но теперь продаются или перерабатываются после того, как их первоначальное использование завершилось.
Такие трубы могут быть сняты с предыдущих объектов, разобраны и проданы как вторичный материал для дальнейшего использования. В нормативах трубы ТПП — труба повторного применения.
Применение
Трубы металлические БУ могут иметь различные размеры, формы и состояния, в зависимости от своего предыдущего применения и состояния. Они часто используются в строительстве, промышленности и других сферах, где требуется металлическая труба, но нет необходимости покупать новые изделия.
Такой подход экономически выгодный и способствует утилизации и переработке металлических материалов, снижая негативное воздействие на окружающую среду.
Где используют трубы металлические БУ
Трубы металлические БУ (бывшие в употреблении) находят применение в различных отраслях и областях:
Строительство: Они могут использоваться в строительстве зданий и сооружений для создания водопроводных, канализационных и отопительных систем. Трубы металлические БУ могут также быть задействованы для устройства опорных и несущих конструкций.
Нефтегазовая промышленность: В нефтяной и газовой отрасли металлические трубы БУ используются для бурения скважин, транспортировки нефти, газа и воды, а также для оборудования нефтеперерабатывающих и газоперерабатывающих заводов.
Промышленное производство: Металлические трубы могут использоваться для транспортировки сырья, конечных продуктов и химических веществ в промышленных производствах.
Сельское хозяйство: В сельском хозяйстве могут применяться для организации поливных систем, дренажных систем, а также в строительстве сельскохозяйственных сооружений.
Металлообработка и машиностроение: В этих отраслях металлические трубы могут использоваться как сырье для изготовления деталей и компонентов различных машин и оборудования.
Различные инженерные проекты
Трубы металлические БУ могут быть использованы в различных инженерных и строительных проектах. Они могут быть привлечены в проектах по созданию трубопроводных систем, мостов, подземных коммуникаций и других инфраструктурных объектов.
Экология и переработка
Иногда металлические трубы БУ используются в утилизации и переработке материалов, чтобы сократить потребление новых сырьевых ресурсов.
Реконструкция и ремонт
При реконструкции и ремонте существующих зданий и сооружений, металлические трубы БУ могут быть более экономически целесообразными, чем новые.
Очистка труб
Как очищают
Очистка металлических труб БУ может потребовать различных методов в зависимости от состояния и целей их дальнейшего использования. Вот несколько распространённых способов очистки:
Механическая очистка
Этот метод включает в себя использование механических инструментов, таких как стальные щётки, стружечные инструменты, шлифовальные машины и абразивные материалы. Механическая очистка удаляет ржавчину, старую краску и другие загрязнения с поверхности труб.
Химическая очистка
Химическая очистка может включать в себя применение химических растворов или кислот для удаления коррозии, ржавчины или налётов с поверхности металлических труб. Этот метод может потребовать специальной безопасной обработки и утилизации химических веществ.
Пескоструйная обработка
При помощи пескоструйной обработки металлические трубы подвергаются действию высокоскоростного потока песка, который удаляет ржавчину, старую краску и другие загрязнения. Этот метод также может использоваться для придания поверхности определённой текстуры или чистоты.
Ультразвуковая очистка
Ультразвуковая очистка включает в себя использование ультразвуковых волн для разрушения и удаления загрязнений с поверхности труб. Этот метод может быть эффективным для очистки труб с мелкими частицами или внутренних каналов.
Гидродинамическая очистка
Гидродинамическая очистка включает в себя прокачивание воды под высоким давлением через трубы, чтобы удалить налёты и отложения. Этот метод часто используется для очистки внутренних поверхностей трубопроводов.
Электрохимическая очистка
Электрохимическая очистка применяется для удаления коррозии и ржавчины. Она включает в себя электролитическую обработку труб с использованием электрического тока.
Как проверяют
Трубы металлические БУ обязательно проверяют после очистки. Проверка металлических труб бывшими в употреблении (БУ), важна для обеспечения их качества и соответствия требованиям перед дальнейшим использованием.
Вот некоторые общие методы проверки труб металлических БУ:
- Внешний осмотр: Сначала проводится внешний осмотр труб для выявления видимых дефектов, таких как трещины, коррозия, вмятины, износ и деформации. Этот шаг позволяет оценить общее состояние труб.
- Измерения и габаритные характеристики: Трубы могут быть измерены на диаметр, толщину стенок и длину, чтобы убедиться, что они соответствуют требованиям для конкретного применения.
Магнитная дефектоскопия:
Этот метод используется для выявления внутренних дефектов, таких как трещины и дефекты сварных швов. Магнитные частицы наносятся на поверхность трубы, и затем применяется магнитное поле. Дефекты привлекают магнитные частицы и становятся видимыми.
Ультразвуковой контроль:
Ультразвуковой метод используется для обнаружения внутренних дефектов, таких как трещины и включения. Ультразвуковой зонд направляется на поверхность трубы, и по отражённым звуковым волнам определяются дефекты.
Рентгеновский контроль:
Этот метод позволяет проверить структуру металла на наличие дефектов и включений, используя рентгеновские лучи. Он часто используется для проверки сварных швов.
Испытание на гидравлическое давление:
Трубы могут быть подвергнуты испытанию на гидравлическое давление, чтобы убедиться, что они выдерживают требуемое давление без утечек или деформации.
Химический анализ:
Если необходимо определить химический состав металла, проводят химический анализ образцов труб.
Тепловая обработка и испытания на прочность:
В случае переработки труб или изменения их свойств проводят тепловую обработку и испытания на прочность для убедиться, что они соответствуют требованиям.
Допустимые дефекты на поверхности труб определены в стандартах ГОСТ Р 53383, ГОСТ Р 54159, ГОСТ Р 54929. Там же технические параметры по которым определяют, какие трубы металлические БУ возможно применять повторно.
Наибольшее распространение в промышленности получил магнитопорошковый контроль (МПК). В качестве индикатора в данном случае используются магнитные частицы, которые притягиваются к полям рассеяния и скапливаются, тем самым образуя индикаторные следы прямо над несплошностями.
Магнитопорошковый контроль:
Магнитопорошковый метод относится к индикаторным (неизмерительным) методам неразрушающего контроля. Метод предназначен для выявления несплошностей ферромагнитного металла с относительной магнитной проницаемостью не менее 40.
Чувствительность метода:
МПК является одним из самых чувствительных методов неразрушающего контроля. Метод позволяет обнаруживать при соответствующих условиях визуально невидимые и слабо видимые поверхностные дефекты со следующими минимальными размерами:
- раскрытием 0,001 мм;
- глубиной 0,01 мм;
- протяженностью 0,5 мм, а также более крупные.
Метод не позволяет определять длину, глубину и ширину поверхностных дефектов, размеры подповерхностных дефектов и глубину их залегания. Соблюдение данного условия необходимо проверять в процессе контроля при помощи измерителя напряженности.
Чувствительность МК зависит от следующих факторов:
- Тип основного материала
- Сварные соединения и наплавки
- Магнитные свойства объекта
- Условия и задачи контроля
Магнитопорошковый контроль может быть проведен двумя способами в зависимости от вышеуказанных факторов.
Метод контроля остаточной намагниченности
При контроле способом остаточной намагниченности объект контроля предварительно намагничивают, а затем, после снятия магнитного поля, наносят магнитный индикатор (сухой порошок или суспензию). Промежуток времени между указанными операциями должен быть не более одного часа.
Осмотр контролируемой поверхности с целью оценки качества проводят после стекания основной массы суспензии, когда рисунок индикаторного следа полностью сформирован. Способ остаточной намагниченности применим только для контроля изделий, изготовленных из магнитожестких материалов, для которых коэрцитивная сила Нс более 10 А/см, а остаточная индукция Br материала контролируемого изделия не менее 0,5 Тл.
Метод контроля СПП
При контроле СПП операции намагничивания объекта контроля и нанесения на него магнитной суспензии выполняют одновременно. При этом, в процессе испытаний намагничивание продолжают после прекращения нанесения суспензии до стекания с контролируемой поверхности ее основной массы.
Осмотр контролируемой поверхности производят как в процессе, так и после прекращения намагничивания. СПП обычно применяют для контроля объектов, изготовленных из магнитомягких материалов, т.е. материалов, обладающих высокой магнитной проницаемостью и малой коэрцитивной силой (9,5-10,0 А/см и менее).
Намагничивание объекта контроля
Для намагничивания объекта контроля используют постоянные магниты и электромагниты различных конфигураций, устройства для циркулярного намагничивания (пропусканием электрического тока) и намагничивающие катушки.
Устройства для намагничивания
- постоянный магнит
- электромагнит
- соленоиды
- дефектоскоп для циркулярного намагничивания
Создание напряженности магнитного поля
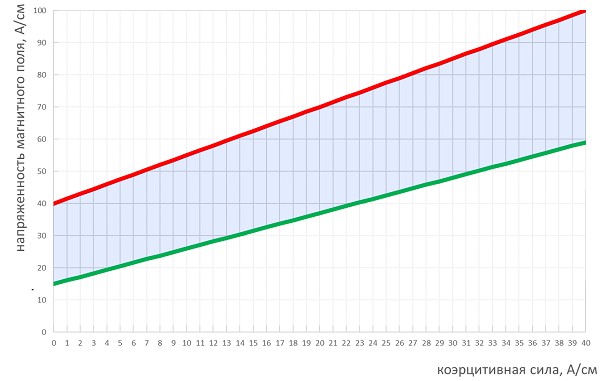
Для обеспечения требуемой выявляемости дефектов при МПК необходимо создать в зоне контроля определенную напряженность приложенного магнитного поля. Диапазон значений напряженности приложенного магнитного поля Hmin (А/см) определяется по формулам:
максимальное – Нmax=40+1,5НС, где НС – коэрцитивная сила контролируемого материала.
Графическое представление
Необходимость измерения коэрцитивной силы
В случае, если фактическое значение напряженности магнитного поля не соответсвует указанному дипазону, нельзя гарантировать выявление поверхностных дефектов с раскрытием 0,001 мм и глубиной 0,01 мм и более.
А значит, результаты контроля не будут соответствовать ГОСТ Р 56512-2015 и могут быть без труда поставлены под сомнение. Ценность таких результатов отрицательна, так обязательные для выявления дефекты всегда остаются за кадром.
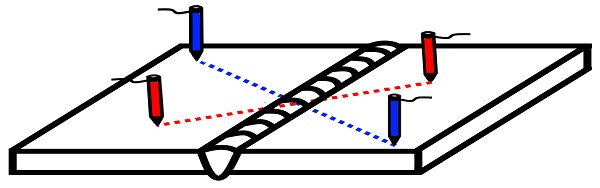
Намагничивание при МПК сварных соединений
При МПК сварных соединений необходимо осуществлять намагничивание в двух взаимно перпендикулярных направлениях. Это делается для того, чтобы обеспечить выявляемость различно ориентированных дефектов.
Учитывая изложенное, последовательность действий при проведении МПК сварных соединений следующая:

Если измеренное значение превышает 1,4Hmin, можно продолжить выполнение контроля, проводя намагничивание последующих участков сварного соединения. Зоны контроля соседних участков должны перекрываться на величину не менее 10 мм. Если измеренное значение не превышает 1,4Hmin, необходимо изменить расстояние между полюсами (для постоянных магнитов и электромагнитов) или значение тока намагничивания (для циркулярного намагничивания пропусканием тока и соленоидов) таким образом, чтобы добиться требуемого значения. В случае изменения расстояния между полюсами, электроконтактами, необходимо определить ширину зоны контроля и продолжить намагничивание
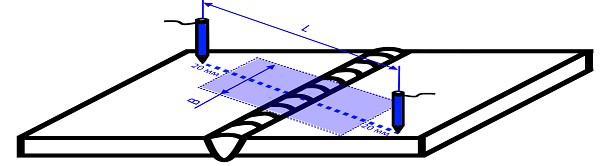
3. Определить расстояние между полюсами (L) и значение тока намагничивания (для циркулярного намагничивания пропусканием тока), исходя из условия достижения в зоне контроля значения задаваемого намагничивающего поля 1,4Hmin (в соответствии с п. 12.5 при наличии угла между направлением магнитного поля и плоскостью дефекта 45° намагниченность должна быть увеличена в 1,4 раза для обеспечения выявляемости дефектов, соответствующих углу 90°).
4. Определить ширину зоны контроля (В) при однократном намагничивании по формуле:
В=0,5L – при использовании постоянных магнитов, а также электромагнитов постоянного, выпрямленного и импульсного токов; В=0,7L – при использовании переменного тока.
5. Провести намагничивание в соответствии со схемой и выбранными параметрами. При помощи магнитометра определить достигнутое значение напряженности в точке, наиболее удаленной от полюсов/электроконтактов.

Если измеренное значение напряженности превышает 1,4Hmin, можно продолжить выполнение контроля, проводя намагничивание последующих участков сварного соединения. Зоны контроля соседних участков должны перекрываться на величину не менее 10 мм. Если измеренное значение напряженности не превышает 1,4Hmin, необходимо изменить расстояние между полюсами (для постоянных магнитов и электромагнитов) или значение тока намагничивания (для циркулярного намагничивания пропусканием тока) таким образом, чтобы добиться требуемого значения. В случае изменения расстояния между полюсами, электроконтактами, необходимо определить ширину зоны контроля и продолжить намагничивание
Еще одной областью применения магнитного метода (кроме поиска поверхностных и подповерхностных дефектов) явялется оценка напряжённо-деформированного состояния трубопроводов, резервуаров, котлов, цистерн (в том числе под давлением), бурильных труб, мостов, подъёмников, эскалаторов, лифтов, грузоподъёмных кранов, балок и других металлоконструкций, испытывающих циклические нагрузки, с помощью коэрцитиметрического метода (магнитной структуроскопии).
Метод основан на связи характеристик намагничивания металла объекта контроля с его структурой (размером и расположением зёрен), количеством микродефектов (вакансии, дислокации), уровнем механических напряжений. Подобная зависимость позволяет отследить структурные изменения, сопровождающие процесс обработки металла или воздействия рабочих нагрузок, посредством определения магнитных характеристик. Одной из наиболее структурозависимых магнитных характеристик является коэрцитивная сила.
Для измерения корэцитивной силы используют коэрцитиметры, например, МС-10СП.
Измерение коэрцитивной силы на различных участках сосудов, работающих под давлением, также позволяет установить аномальные участки, испытывающие наибольшие нагрузки, и, тем самым, локализовать зоны для проведения детального обследования другими методами НК.
При наличии сведений о динамике изменения коэрцитивной силы становится возможным не только оценивать текущее состояние, но и прогнозировать остаточный ресурс, определять степень деградации механических свойств в процессе жизненного цикла металлоконструкции.
Зависимость магнитных свойств ферромагнитных материалов от внутренней структуры может быть использована для оценки глубины и твёрдости поверхностных слоёв изделия, что делает возможным проведение неразрушающего контроля качества термообработки (режимов закалки, отпуска), механической обработки (ковка, прокат, поверхностно-пластическое деформирование), химической обработки (травления), а также комбинаций этих методов поверхностного упрочнения.
Зависимость коэрцитивной силы от химического состава позволяет проводить экспресс-сортировку стального проката по маркам сплавов.
Основными нормативными документами, регламентирующими порядок применения коэрцитиметрии на различных объектах яляются:
РД ИКЦ "КРАН"- 007-97-02 «Магнитный контроль напряженно-деформированного состояния и остаточного ресурса подъемных сооружений при проведении их обследования и техническом диагностировании (экспертизе промышленной безопасности)».
РД ИКЦ "КРАН" 009-99 «Магнитный контроль напряженно-деформированного состояния и остаточного ресурса кислородных баллонов – сосудов, работающих под давлением до 20,0 МПа, при проведении экспертизы промышленной безопасности».
ГОСТ Р 52330-2005 «Контроль неразрушающий. Контроль напряженно-деформированного состояния объектов промышленности и транспорта. Общие требования»
ГОСТ Р 58599-2019 Техническая диагностика. Диагностика стальных конструкций. Магнитный коэрцитиметрический метод. Общие требования
СТО 36554501-040-2014 Диагностика стальных строительных конструкций. Метод магнитный, коэрцитиметрический.
Основные методы и преимущества
Трубопроводы играют важную роль в различных отраслях, таких как нефтегазовая промышленность, химическая промышленность, водоснабжение и другие. Однако со временем трубы могут подвергаться износу, коррозии и другим повреждениям, что может привести к утечкам, авариям и значительным экономическим потерям. Для обеспечения безопасности и эффективной работы трубопроводных систем необходима регулярная диагностика системы трубопроводов. В данной статье рассматриваются основные методы диагностики технического состояния трубопроводов и их преимущества.
Визуальный осмотр трубопровода
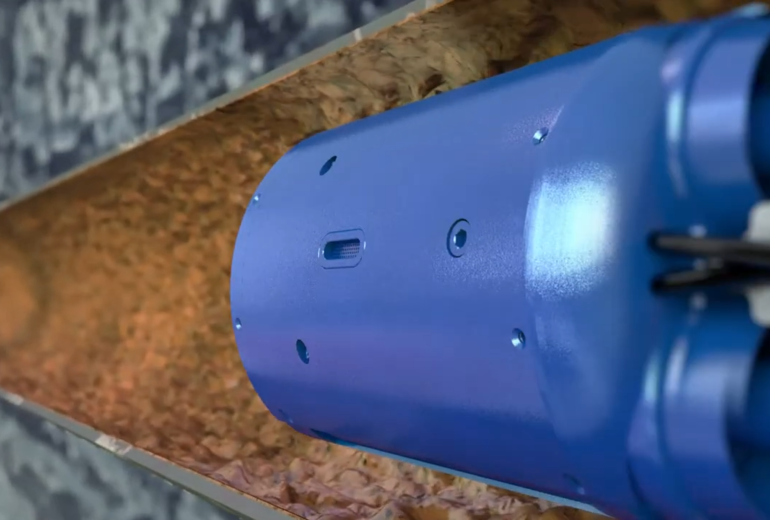
Один из самых простых методов проведения диагностики трубопроводов – визуальный осмотр. Он включает в себя наблюдение за внешним состоянием труб, поиск видимых повреждений, трещин, коррозии или утечек. Визуальный осмотр может быть осуществлен вручную или при помощи специальных видеокамер, в том числе беспилотных аппаратов. Этот метод является первым шагом в диагностике и позволяет обнаружить очевидные проблемы, требующие дальнейшего расследования.
Неразрушающий контроль
Неразрушающий контроль (НК) — это группа методов, которые позволяют оценить внутреннее состояние трубопроводов без их разрушения или демонтажа. Среди основных методов НК можно выделить:
Испытания под давлением
Испытания под давлением — это метод, позволяющий оценить прочность и герметичность трубопроводов путем создания увеличенного давления в системе. Существуют два основных типа испытаний под давлением:
Преимущества диагностики трубопроводов
Диагностика состояния трубопровода является важной составляющей обеспечения безопасности и эффективной работы системы. Она позволяет выявлять проблемы на ранних стадиях, предотвращать аварии и утечки, а также продлевать срок службы трубопроводов. Различные методы диагностики, такие как визуальный осмотр, неразрушающий контроль, испытания под давлением и использование сенсорной техники, предоставляют оперативную и точную информацию о состоянии трубопроводов. Регулярная очистка и диагностика трубопроводов помогает снизить экономические потери, планировать ремонтные работы и соответствовать нормативным требованиям.
Компания "Promyvka24" обладает высококвалифицированными специалистами, которые имеют опыт работы с различными типами трубопроводов и производственными объектами. Мы предлагаем свои услуги по телеинспекции и видеодиагностики трубопроводов не только на этапе строительства и монтажа трубопроводов, но и при проведении регулярного обслуживания и диагностики уже существующих систем.