
- Использование опыта Kingisepp Machine-Building Plant
- Производство радиально-торцевых контактных уплотнений
- Серийное производство втулок
- Освоена уникальная технология пайки сотовых уплотнений
- Разработан и изготовлен с применением fdm-технологии модельный комплект оснастки для отливки Диафрагма
- Освоено производство деталей разовой постановки
- Замки для лопаток
- Освоено изготовление рессоры редуктора АИ-20
- Процесс балансировки ротора газотурбинного двигателя
- Процесс дефектации лопаток газотурбинного двигателя ДЖ59Л2
- Цех по ремонту газотурбинных двигателей, детали после разборки и дефектации
- Морские газотурбинные двигатели семейства UGT
- Система смазки и охлаждения двигателя
- Система управления и контроля
- МОРСКОЕ ПРИМЕНЕНИЕ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
- Типы силовых установок
- ПРИМЕНЕНИЕ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ДЛЯ ПРИВОДА КОМПРЕССОРОВ ГАЗОПЕРЕКАЧИВАЮЩИХ СТАНЦИЙ
- ПЛАВУЧИЕ ЭЛЕКТРОСТАНЦИИ СЕВЕРНОЕ СИЯНИЕ
- Цель работы
- Результаты работы
- Привод компрессорных станций
- Газоперекачивающие станции
- Таблица 1 – Дефекты оборудования
- Период проведения инспекций для турбин Howden линейки SST
- Паровые турбины Howden состоят из элементов
- Обслуживание вспомогательного оборудования
Использование опыта Kingisepp Machine-Building Plant
Используя огромный опыт, Кингисеппский машиностроительный завод предлагает своим заказчикам ремонт и техническое обслуживание промышленных и судовых газотурбинных двигателей, редукторов промышленных и комплектных пропульсивных установок для всех типов кораблей и судов как водоизмещающих, так и на подводных крыльях, или на воздушной подушке, а также промышленных энергетических установок, газоперекачивающих станций.
Производство радиально-торцевых контактных уплотнений
Производственный холдинг Кингисеппский машиностроительный завод производит радиально-торцевые контактные уплотнения (графитовые кольца) для газотурбинных двигателей АИ-20, Д-36, Д-136, АИ-336. Данные кольца размещены между полостью наддува и масляной полостью опоры газотурбинного двигателя. Также предприятие готово выпускать данную продукцию по технической документации предоставляемой заказчиком. Являясь непосредственно изготовителем, на данные изделия ООО КМЗ готово предоставить цены ниже среднерыночных (до 10%), с возможной отсрочкой платежа до 3х месяцев после поступления продукции на склад заказчика, также гарантийные обязательства и необходимую документацию.
Серийное производство втулок
Производственный холдинг Кингисеппский машиностроительный завод освоил производство запустил серийное выпуск втулок ЦИЛУ.204.21.03.001.01. Сотрудниками компании ООО КМЗ – Инжениринг был разработан чертеж, сделан макет и выпущен опытный образец. Деталь подходит для электростанций типа Растон 2700 (Ruston 2700) и подобных.
Освоена уникальная технология пайки сотовых уплотнений
КМЗ успешно осуществил работы по пайке сотовых уплотнений для секций паровых турбин. Паровые турбины используются в различных отраслях промышленности: в атомной, теплогенерирующей, энергетической, нефтегазовой и др. Пайка сотовых уплотнений производится высокотемпературным способом в специальных печах. ООО КМЗ использовало сертифицированный припой с отсутствием кобальта (по требованию заказчика).
Разработан и изготовлен с применением fdm-технологии модельный комплект оснастки для отливки Диафрагма
Специфичность и сложность данной оснастки заключается в точном позиционировании и фиксации направляющих лопаток диафрагмы при формовке, сборке песчаных форм и изготовлении отливки (заливки чугуна СЧ15). Получены качественные отливки высокой точности.
Освоено производство деталей разовой постановки
Производственный холдинг Кингисеппский машиностроительный завод освоил производство деталей разовой постановки для газотурбинных двигателей производства НПКГ Зоря – Машпроект и АО Мотор Сич, а именно Д-336, АИ-336, ДЖ-59, ДЦ-59, ДУ80, ДВ71Л, ДР-59, АИ-20, МС2,5. Также для газотурбинных двигателей производства АО ОДК-Пермские моторы, а именно Д-30ЭУ-6, Д-30ЭУ-2, Д-30ЭУ-1.
Замки для лопаток
Замок первой ступени рабочей лопатки турбины двигателя Д-30ЭУ6
Освоено изготовление рессоры редуктора АИ-20
Деталь изготовлена по кооперации. Промышленную кооперацию - долгосрочное сотрудничество, основанное на распределении функций между предприятиями в рамках производства определенной продукции. Предприятия могут объединять силы для рационального использования мощностей и компенсации недостающих ресурсов.
## Освоено производство метизов
- Болт стяжной 24-05-059
- Болт стяжной 20-05-116 в комплекте
## Освоено производство труб системы суфлирования
Система суфлирования двигателя предназначена для сообщения масляных полостей двигателя с атмосферой, обеспечения работы масляных уплотнений и воздушно-масляных лабиринтов и для устранения возможности перетекания масла через уплотнения в проточную часть двигателя при повышении давления в масляных полостях опор роторов двигателя.
Масляные трубки откачки
### Характеристики Морских Турбин
| Показатели | Водоизмещающие корабли | Корабли на воздушной подушке | Корабли на подводных крыльях |
|-------------------------------------|-----------------------|-----------------------------|------------------------------|
| Удельный вес ГТУ, кг/л.с. | 0,82-2,43 | 0,33-0,44 | 0,44-0,55 |
| Время пуска ГТУ, с | 120-180 | 120 | 120 |
| Время набора мощности от холостого хода до номинальной, с | 300 | 40-70 | 60-85 |
| Время сброса мощности от номинальной до холостого хода, с | 40-70 | 30-60 | 30-60 |
| Время полного реверса турбины | 70-120 | Реверс винтом 30-60 |
Ресурс до капитального ремонта, часов
Для реализации работ по капитальному ремонту и техническому обслуживанию пропульсивных установок и газотурбинных двигателей мощностью от 3 до 25 МВт для всех типов надводных кораблей и коммерческих судов мы используем самое современное оборудование.
### Основные характеристики газотурбинных двигателей
| Тип | Модель | Мощность, л.с. | КПД, % | Сниппеты конструкция | Скорость, об/мин | Размер ДхШхВ, м | Вес, т | Расход, кс/с | t,°C |
|------|---------|----------------|--------|----------------------|------------------|-----------------|--------|--------------|------|
| | | | | | | | | | |
Символы в обозначении конструкции:
Предприятие обладает всей необходимой документацией и оборудованием для ремонта морских газотурбинных двигателей.
Горизонтальный стан для разборки газотурбинных двигателей
- стенд для проведения предъявительских и приемо-сдаточных испытаний двигателя АИ-20. Испытания могут проводиться на жидком и газовом топливе под нагрузкой генератора.
- стенд для выполнения проверки и настройки агрегатов топливной системы двигателя АИ-20 – командного топливного агрегата типа КТА-5 (Ф, Д, М, ДМ), регулятора подачи топлива (газа) типа РПТ-20 (РПГ-20).
- станок балансировочный БС-44-3000 для балансировки различных роторов массой от 30 до 3000 кг.
- установка для гидравлических испытаний опор компрессоров, турбин, коробок приводов, разделительных и промежуточных корпусов горячим маслом под давлением.
- комбинированный стенд для предъявительских и приемо-сдаточных испытаний двигателей типа АИ-336 и Д-30ЭУ. Испытания могут проводиться на жидком топливе под нагрузкой гидротормоза.
- стенд для выполнения проверки и настройки клапанов перепуска воздуха в контурах низкого и высокого давления двигателей типа АИ-336.
Специализированный стенд для центровки ротора газотурбинного двигателя
Уникальный вертикальный стенд для разборки газотурбинных двигателей
Процесс балансировки ротора газотурбинного двигателя
В процессе балансировки ротора газотурбинного двигателя происходит проверка и корректировка баланса ротора. Этот процесс необходим для обеспечения плавной работы двигателя и увеличения его срока службы.
Балансировка ротора происходит с помощью специального оборудования, которое определяет дисбаланс и позволяет провести необходимые корректировки. После балансировки ротора двигатель проходит повторное тестирование, чтобы убедиться в его правильной работе.
Процесс дефектации лопаток газотурбинного двигателя ДЖ59Л2
Процесс дефектации лопаток газотурбинного двигателя ДЖ59Л2 включает в себя проверку каждой лопатки на наличие трещин, износа или других дефектов. Лопатки, обнаруженные с дефектами, заменяются новыми для обеспечения правильной работы двигателя.
После замены дефектных лопаток производится повторное тестирование двигателя, чтобы удостовериться в его исправной работе. Этот процесс необходим для безопасности и эффективности работы газотурбинного двигателя.
Цех по ремонту газотурбинных двигателей, детали после разборки и дефектации
Цех по ремонту газотурбинных двигателей занимается ремонтом и реставрацией различных деталей двигателя. После разборки каждая деталь проходит дефектацию, где выявляются все неисправности и дефекты.
Специализированный карусельный станок используется для механической обработки деталей турбины, чтобы восстановить их рабочие характеристики. После проведения всех необходимых работ детали собираются обратно, чтобы двигатель мог быть снова использован.
Морские газотурбинные двигатели семейства UGT
У морских газотурбинных двигателей семейства UGT трёхвальная конструкция, где осевые компрессоры низкого и высокого давления приводятся во вращение турбинами. Поворотный входной направляющий аппарат обеспечивает лёгкий запуск и экономичную работу двигателя.
Силовая турбина кинематически не связана с газогенератором, что обеспечивает большую надёжность и эффективность работы двигателя. Различные варианты силовых турбин позволяют настраивать двигатель под разные режимы работы в зависимости от требований заказчиков.
Система смазки и охлаждения двигателя
Масляная система предназначена для смазки и охлаждения подшипников и зубчатых зацеплений двигателя. Система циркуляционная под давлением, с навесным маслоагрегатом, который обеспечивает автономную подачу и откачку масла в двигателе.
При запуске двигателя электроприводной маслоагрегат обеспечивает смазку ГТД до начала работы навесного маслоагрегата. Это обеспечивает правильную работу и снижает износ деталей.
Система управления и контроля
Система автоматического управления включает в себя микропроцессорную технику, которая обеспечивает контроль и управление различными функциями двигателя. Система запуска, топливная система и пневматическая система управляются по команде САУ.
Система контролирует и регулирует работу двигателя, обеспечивая его стабильную работу на различных режимах. В случае внештатных ситуаций система автоматически блокирует опасные процессы и обеспечивает защиту двигателя.
Каждый из вышеуказанных процессов и систем важен для обеспечения качественной и безопасной работы газотурбинного двигателя. Их правильное функционирование позволяет предотвратить аварийные ситуации и обеспечить эффективную эксплуатацию двигателя.
МОРСКОЕ ПРИМЕНЕНИЕ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Типы силовых установок
- М10, М10А, М10Б
- М3, М5, М7
- М3Е, М5Е, М8Г, М8НЛ, М8М8, Т1
- М12А, М9, М9Б, М7Н, М21 М21А, М36
- М15, М15А, М15Б, М15В, М20А
- М21, М21А, М7Н, М16, М27
- М27, М9Б, М44
ПРИМЕНЕНИЕ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ДЛЯ ПРИВОДА КОМПРЕССОРОВ ГАЗОПЕРЕКАЧИВАЮЩИХ СТАНЦИЙ
Всего: 352 двигателя ДР59 общей мощностью 3520 МВт
Х-1, Х-2, Х-3
Всего: 139 двигателей UGT16000 общей мощностью 2224 МВт1 двигатель UGT3000 мощностью 3 МВт
Всего: 19 двигателей UGT6000 мощностью 119,7 МВт
Всего: 2 двигателя UGT10000 мощностью 16 МВт
Всего: 82 двигателя UGT15000 общей мощностью 1312 МВт
Всего: 23 двигателя UGT25000 общей мощностью 575 МВт
ПЛАВУЧИЕ ЭЛЕКТРОСТАНЦИИ СЕВЕРНОЕ СИЯНИЕ
| Начало и конец эксплуатации | Единичная мощность, МВт |
|---|---|
| п. Зеленый Мыс, Якутия | |
| г. Анадырь, Чукотка | |
| п. Эльдикан, Якутия | |
| п. Мыс Шмидта | |
| п. Северобайкальск, Бурятия | |
| п. Тенкли, Якутия | |
| г. Ленск, Якутия | |
| п. Лазо, Якутия | |
| п. Нефтяные Камни | |
| п. Кулар, Якутия |
Цель работы
Цель работы: повышение надёжности газоперекачивающих станций является основной целью моей работы. Моя работа позволит добиться надежности на объектах добычи углеводородного сырья.
Результаты работы
В результате работы:
- проведен анализ неисправностей, возникающих в процессе эксплуатации газотурбинной установки (ГТУ)
- проведен анализ методов неразрушающего контроля ГТУ
- определена оптимальная форма технического обслуживания ГТУ
- проведен расчет термогазодинамических параметров ГТУ
Привод компрессорных станций
В качестве привода обычно используются газовые турбины (стационарные, авиационные и судовые) и электродвигатели. Соединение газовой турбины или электродвигателя с центробежным нагнетателем осуществляют либо через повышающий редуктор (обязательно для электропривода и, как исключение, для некоторых типов газовых турбин), либо непосредственно через муфты.
Газоперекачивающие станции
ГПА – основное технологическое оборудование компрессорных станций (КС), обеспечивающее необходимый режим транспортировки газа по магистральному газопроводу. ГПА КС состоит из центробежного нагнетателя (ЦН) и привода.
ГПА состоит из трех частей: газотурбинная установка, центробежный компрессор (ЦК), воздухоочистительное устройство (ВОУ).
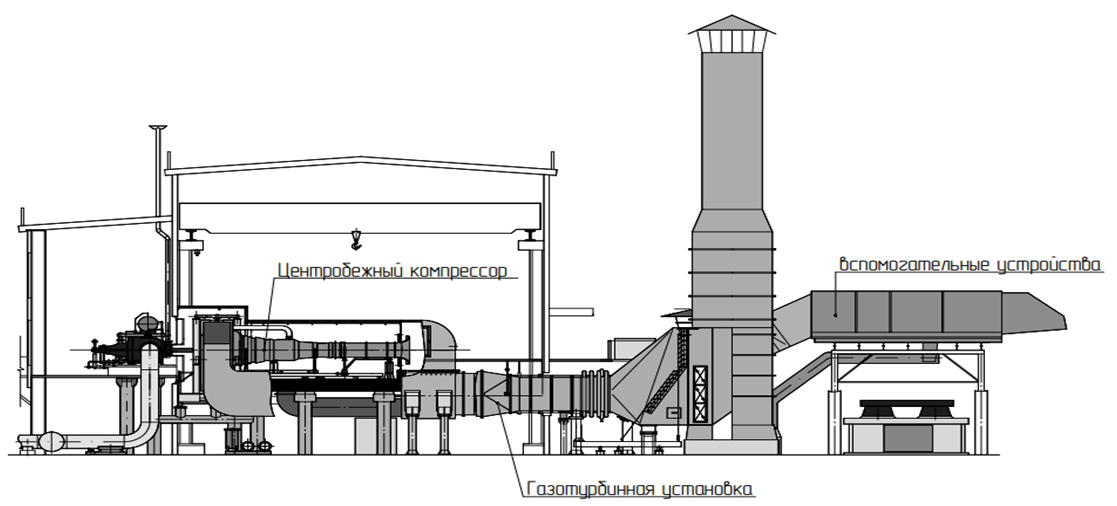
ГТУ представляет собой систему, состоящую из газовой турбины, компрессора и камеры сгорания, которая превращает входящие потоки воздуха в электрическую, тепловую и другие виды энергии.
В части нашей работы мы рассматриваем причины отказов ГТУ (см. табл. 1)
Таблица 1 – Дефекты оборудования
| Дефекты оборудования | Проценты |
|---|---|
| Ошибки при проектировании | |
| Дефекты монтажа | |
| Дефекты изготовления и ремонта | |
| Дефекты материалов | |
| Нарушения в эксплуатации | |
| Ошибки при управлении | |
| Ошибки при техническом обслуживании |
При всем их разнообразии, исходя из причин, вызвавших отказ, отказы могут быть разделены на три категории:
- Конструктивное разрушение
- конструктивные недостатки
- ошибки в технологиях производства и документации по эксплуатации.
Второй группой являются производственные отклонения, вызывающие случайный разброс или ограниченный срок службы компонентов, случайное неблагоприятное сочетание разброса параметров отдельного элемента в соответствии с установленными допусками и др.
Третья группа представляет собой неизбежный эксплуатационный отказ, возникающий из–за износа подвижной поверхности и органов рабочего состояния под воздействием силы трения или из–за длительного влияния на пульсирующие и знаковые нагрузки.
Все отклонения, независимо от того, принадлежат ли они к какой–либо группе, рассматриваются по принципам:
Нарушение режима эксплуатации может привести к тяжелым последствиям, вплоть до полного разрушения оборудования.
На сегодняшний день одно из направлений, обеспечивающее бесперебойную поставку природного газа, является повышение надежности и эффективности КС с газотурбинными ГПА.
В связи с этим, исследование и разработка эффективных методов контроля технологических параметров энергетической установки в период функционирования, выявление дефектов и неисправностей на раннем этапе их возникновения являются весьма актуальной проблемой.
Опыт эксплуатации ГПА показывает, что использование комплексных методов диагностики позволяет оптимизировать структуру обслуживания и снизить стоимость ремонта оборудования является наиболее значимым средством повышения качества и надежности эксплуатации КС.
FMEA – метод, целью которого является улучшение процесса на основе анализа потенциальных несоответствий процесса.
Созданную нами 3D – модель ГТУ (см. рис. 2) с помощью программы Аnsys.
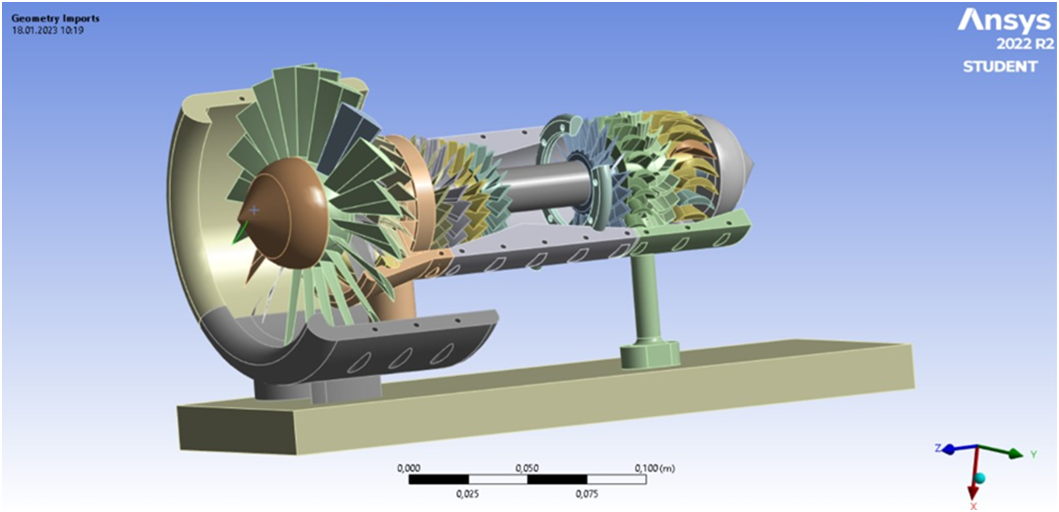
Рисунок 2. 3-модель ГТУ с помощью программы Аnsys
С помощью данной программы мы можем задавать входные параметры и видеть процесс работы ГТУ и возможные отказы.
Элементы конструкции ГПА, на которых в основном происходят отказы, а также средствами решения этой проблемы помощью FMEA- команды:
Рабочие и направляющие лопатки ОК
2. Рабочие и направляющие лопатки ТНД
Подшипники опор ротора
Нагарообразование – возбуждение резонансных колебаний лопаток турбины
6. Элементы камеры сгорания
7. Засорение маслофильтров, образование воздушной пробки на входе в нагнетающий маслонасос
*Рассчитывается приоритетное число риска (риск потребителя – RPN) которое равно произведению.
S*O*D. Это число позволяет ранжировать потенциальные отказы по значимости.
O – Occurrence.
D – Detection.
S – Severity. Рейтинг тяжести последствий.
В результате проведенной выпускной квалификационной работы были рассмотрены технические решения по увеличению надежности ГПА в процессе его эксплуатации.
В ходе выполнения работы были решены следующие задачи: проведен анализ неисправностей основных узлов ГТУ, возникающих в процессе эксплуатации; определен наиболее эффективный метод диагностики ГТУ.
Метод параметрической диагностики позволяет оценить эффективность функционирования ГТУ и распознать причины неисправностей и снижения эффективности, определить их без остановки агрегата. Неоспоримым преимуществом параметрической диагностики является тот факт, что ни один из других методов диагностики не способен достоверно математически описать контролируемый процесс.
Проведен анализ причин возникновения неисправностей в период эксплуатации, а также классификация неисправностей по группам.
Для снижения количества внезапных отказов при нормальной эксплуатации ГПА необходимо создание систем контроля технического состояния, позволяющих распознавать отказы на ранней стадии их развития, за счет внедрения передовых средств диагностики, а также повышать культуру эксплуатации и получать информацию о показателях надежности энергетического оборудования КС.
ООО «Русь-Турбо» осуществляет сервисное обслуживание, шеф-монтаж и ремонт паротурбин Howden в полном объёме с предоставлением расходных материалов и запчастей. Готовы рассмотреть выполнение реверс-инжиниринг при необходимости.
Howden отличаются от классических паровых турбин и предоставляют комбинацию от 1 до 4 малоступенчатых турбин, передающих момент вращения через один или два редуктора на один приводной вальный агрегат, в основном генератор. Корпус редуктора смонтирован на раме, внутри которой находится масляный бак. Также на этой раме смонтированы все агрегаты маслосистемы. Паровая установка состоит из корпуса, ротора, рабочего колеса, устанавливаемого на роторе, соплового аппарата, графитовых уплотнений, регулировочных клапанов в зависимости от модификации, стопорного клапана и линий дренирования. Одноступенчатые паротурбины могут работать как в противодавленческом, так и в конденсационном режиме.
По сравнению с классическими турбинами паровые турбины Howden более компактны, проще в исполнении и проведении ремонтных работ.


Специализируемся на проведении инспекций любого уровня на паровых турбинах Howden с поставкой необходимых запчастей. Срок проведения инспекции типа С и D — от 10 рабочих дней в зависимости от модификаций и перечня дефектов.
Рекомендуется выполнять инспекции на паровых турбинах Howden в срок согласно требованиям завода-изготовителя для преждевременного выявления и устранения неисправностей и повреждений.
Тип паровой турбины Мощность, кВт Параметры свежего пара
SST-040 75 – 1000 до 40 бар/400°C
SST-050 45 – 750 до 100 бар/500°C
SST-060 до 6 000 до 131 бар/440°C
SST-110 (Twin) до 7 000 до 131 бар/440°C
SST-120 (Tandem) до 18 000 до 131 бар/530°C
Период проведения инспекций для турбин Howden линейки SST
D 100 000 часов 12 лет
Паровые турбины Howden состоят из элементов

Маслосистема и система регулирования паровой турбины

Стопорная и регулирующая арматура
Мы свяжемся с Вами в кратчайшие сроки
Получить бесплатную консультацию
Обслуживание вспомогательного оборудования
Вспомогательное оборудование для газовых и паровых турбин — это важная часть энергетического комплекса, которая обеспечивает надежную и эффективную работу турбинных установок. К такому оборудованию относятся системы охлаждения, регулирования, промывки компрессора, газо- и парораспределения, вакуумные и маслосистемы.
Компания «Русь-Турбо» предлагает качественные услуги по обслуживанию и ремонту вспомогательного оборудования для газовых и паровых турбин разных типов и производителей. Выполняем все виды работ: диагностику, пусконаладку, ревизию, замену запчастей, опрессовку клапанов, проведение испытаний и др. Многие работы могут проводиться как на объекте заказчика, так и на площадке «Русь-Турбо».
Обращаясь к нам, вы получаете комплексное решение по обслуживанию и ремонту вспомогательного оборудования для газовых и паровых турбин по выгодным ценам и в короткие сроки. Свяжитесь с нами по телефону или оставьте заявку на сайте.
Мы единственная компания, которая выполняет весь комплекс работ по ремонту и восстановлению работоспособности теплоизоляции
В случае, если изоляция не отвечает критериям работоспособности, необходимо и обязательно проведение ее ремонта локально для восстановления ее физический и эксплуатационных свойств.
Локальный ремонт помогает быстро и оперативно восстановить детали изоляционной оболочки, которые имеют не значительные повреждения. Восстановление изоляции локально помогает сократить срок останова и ремонта оборудования.
Самые ĸоротĸие сроĸи на рынĸе
Мы имеем самые короткие сроки на рынке от демонтажа до запуска турбины
Разбор существующей съемной изоляции оборудования
Диагностика и дефектовка матов
Визуальный осмотр, фиксация потери работоспособности матов (физической, геометрической), составление дефектного акта
Частичная или полная замена изоляции. Восстановление изоляция по месту (замена крепежных элементов, ремонт швов)
Восстановление крепежных элементов турбины
Ремонт металлического каркаса, штырей, опорных конструкций корпусов ГТУ
Сборка быстросъемных матов согласно монтажной ведомости
Общий срок реализации проекта
В рамках остановочного ремонта ГТУ
Работаем с основными производителями турбинных установок
Лидеры промышленности и энергетики по достоинству оценили опыт работы с нашей командой
На текущий момент реализовано 17 проектов на ГТУ:
SGT-400 (Реализовано 2 проекта)
SGT-700 (Реализовано 2 проекта)
SGT-800 (Реализовано 5 проектов)
Разбор существующей съемной изоляции ГТУ происходит на остывшем оборудовании. Работы производятся собственными силами компании. Общая конструкция быстросъемной изоляции демонтируется с учетом существующей нумерации матов. При необходимости работы ведутся с использованием подъемных механизмов (лесов).
Демонтированные изделия изоляционной конструкции визуально осматриваются и сортируются в соответствии с дефектами.Составляется акт с дальнейшими рекомендациями по ремонту, частичной или полной замене изоляции.
В соответствии с рекомендациями дефектного акта проводятся работы по локальному ремонту изоляционных матов на объекте заказчика. В зависимости от степени повреждений матов, производим новые элементы на производственном участке.
При необходимости (100% потеря работоспособность изоляции) производим и поставляем новый комплект изоляционной оболочки.
Мобильный ремонтный участок оснащен сварочным оборудованием и другими инструментами, необходимыми для восстановления металлического каркаса, штырей, опорных конструкций корпусов ГТУ.
Сроки остановочного ремонта, как правило, 35-40 календарных дней. На монтаж тепловой изоляции отводится 5 рабочих дней. Мы гарантируем проведение монтажа точно в срок, за счет мобильного рабочего места и заранее проведенным локальным ремонтным работам.
Во время остановочного ремонта есть необходимость проведения смежных работ по устройству тепловой изоляции и монтажу дополнительных конструкций
теплоизоляции примыкающих трубопроводов и покровного слоя
Монтаж возможно организовать как с использованием нового материала так и с применением работоспособных элементов снятой теплоизоляции и металлического покровного слоя.
переходных лестниц, защитных экранов
Для удобства обслуживания элементов турбины и сведения до минимума механических воздействий на изоляционную оболочку предлагается установка технической площадки для обслуживания и защитных экранов в местах эксплуатации. Площадка облегчает процесс подъема и передвижения персонала по верхней части турбины, защищает детали термочехла от повреждений при проведении работ по обслуживанию.
Самый работы по газовым турбинам в РФ
Занимаемся производством и монтажом съемной изоляции в теплоэнергетике с 2012 года.
Больше примеров реализованных проектов по быстросъемной теплоизоляции
Мы несем за проведение каждого этапа работ
От демонтажа до запуска турбины в работу
Даем грамотную оценку дальнейшей эксплуатации существующей изоляции
За счет экспертности в разработке и производстве быстросъемной теплоизоляции с 2008 года.
изоляции непосредственно на объекте
За счет мобильного места существенно сокращаем сроки проведения ремонтных работ.
«ФЛАГМАН» — компания полного цикла
Мы проектируем, производим и монтируем качественную съемную теплоизоляцию торговой марки iSHELL
Готовим КП от 15 минут
В зависимости от сложности запроса,готовим коммерческое предложение в течение 1 рабочего дня
Нажимая кнопку, вы принимаете Политику конфиденциальности
Изоляционные оболочки iSHELL
Виды возможной изоляции и какие материалы в них используются?
• а iSHELL представляет собой термочехол из различных тканей и теплоизоляции. Это может быть минеральная вата, вспененный каучук, керамическое стекловолокно.• Металлическая оболочка iSHELL Metal – металлический короб теплоизоляцией, выполненный из оцинкованной стали, нержавеющей стали или алюминия. Толщина металла при этом может быть 0,5, 0,8 или 1 мм.
На какую температуру есть решения?
Диапазон рабочей температуры термочехлов iSHELL может составлять от -60 С до +1200 С. Материалы и толщина теплоизоляции подбирается индивидуально, в зависимости от Вашего запроса.
Применение чехлов на улице
Изоляционная оболочка iSHELL может быть уличного исполнения. Покрывной слой, выполненный из стеклоткани с силиконовым покрытием, полностью защищает арматуру от внешних погодных условий, т.к. обладает хорошей устойчивостью к ультрафиолетовому излучению, является водо-, масло-, грязе-отталкивающим и водонепроницаемым. Применение термочехла iSHELL на улице не влияет на срок его службы.
Сколько времени займет смонтировать 1 термочехол своими силами?
Изоляционный оболочки iSHELL просты в использовании и могут монтироваться силами одного человека. Это займет минимальное количество времени, т.к. при монтаже Вам не требуется специальное оборудование и инструменты.При этом наша компания может осуществить выезд специалиста для монтажа / шеф-монтажа изоляционных оболочек iSHELL (при необходимости).
Правила ухода за чехлами. Можно ли обрабатывать диз.средствами?
На протяжении всего срока эксплуатации изоляционная оболочка не требует специального ухода. По мере необходимости — выполнять сухую или влажную уборку покрытия.Во избежание уменьшения срока эксплуатации оболочка не должна постоянно контактировать с кислотами и щелочами. Также необходимо избегать постоянного механического воздействия колющими и режущими предметами.При возникновении аварийной ситуации на изолированном объекте снять изоляционную оболочку. По мере необходимости поверхность оболочки протереть. После устранения аварии оболочка устанавливается обратно.
Срок гарантии на изделия и срок эксплуатации
Гарантийный срок изделия — 24 месяца с момента ввода в эксплуатацию, но не более 36 месяцев с момента поставки.Срок службы: 10 летКоличество циклов монтажа/демонтажа: не менее 150 циклов.
Можно ли купить уже готовое изделие?
Все изделия изготавливаются индивидуально по критериям Заказчика. Компания не производит изоляционные оболочки iSHELL на склад.
Возможности производства и сервис
Какие сроки производства?
Стандартный срок исполнения заказа – 30 дней. Мы всегда готовы предложить гибкие условия сотрудничества и рассмотреть те сроки, которые необходимы Заказчику.
Ввиду большого ассортимента продукции и оборудования/арматуры, на которые она выпускается, мы не держим складских позиций. Каждое изделие производится под заказ. Более типовая продукция, на которую чертежи и лекала уже есть, производится быстрее. Экономия на содержании складских позиций позволяет нам разрабатывать и поставлять более современную и качественную продукцию, чем конкуренты.
Можно ли заказать 1 термочехол?
Вы всегда можете оформить заказ от 1 изделия.
Работаем ли с физ. лицами?
Наша компания специализируется на производстве съемной теплоизоляции промышленного назначения. Физических лиц мы готовы проконсультировать по интересующим их вопросам.
Условия монтажа и замеров на месте
Компания «ФЛАГМАН» готова предложить Заказчику выезд специалиста на объект для проведения замеров, монтажа или шеф-монтажа съемной теплоизоляции iSHELL. Для этого Вам необходимо сообщить менеджеру предполагаемый объем оборудования, адрес объекта и желаемую дату приезда. Заявку Вы можете оформить по телефону или электронной почте.
Есть ли у нас сервисный центр по термочехлам?
Съемная изоляционная оболочка iSHELL не требует дополнительного ремонта в процессе эксплуатации.
Сколько времени необходимо для подготовки КП?
Ориентировочный срок подготовки КП составит 1-2 дня. Специалисты компании подготовят Коммерческое предложение в максимально короткие сроки. При необходимости срочного ответа Вы можете дополнительно указать в запросе дату предоставление КП.
Способ и условия доставки
Доставка осуществляется транспортной компанией либо на условиях самовывоза.
От чего зависит цена изделия?
Стоимость изделий рассчитывается индивидуально, в зависимости от запроса и технического задания Заказчика. Цена зависит от габаритных размеров изолируемого оборудования, температурного режима, применяемых материалов, наличия системы электрообогрева и др.
Для получения точной стоимости изделий Вы можете оставить свой запрос в форме ниже или направить его на электронную почту. Специалисты компании предоставят подробное Коммерческое предложение с указанием стоимости, сроков и условий поставки.