
ссылке здесь
- Семь инструментов контроля качества
- Выбранные инструменты
- Диаграмма Исикавы
- Обучение и применение
- Применение
- Избыточные операции в производстве и их последствия
- Причины возникновения
- Пример
- Излишняя транспортировка
- Причины возникновения
- Пример
- Излишнее перемещение людей
- Причины возникновения
- Пример
- Брак
- Причины возникновения
- Пример
- Излишняя обработка
- Причины возникновения
- Пример
- Неиспользованный человеческий потенциал
- – система наведения и поддержания порядка
- TQC – всеобщий контроль качества
- TQM – всеобщее управление качеством
- TPM – всеобщий уход за оборудованием
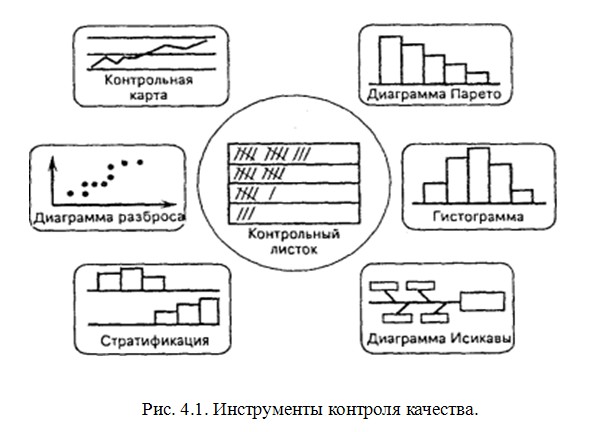
Семь инструментов контроля качества
Существует множество методов контроля качества продукции, но особое место занимают статистические методы.
Выбранные инструменты
Японские ученые выделили семь методов, которые наиболее применимы в процессах контроля качества и просты в использовании:
- Диаграмма Исикавы (причинно-следственная диаграмма)
- …
Диаграмма Исикавы
Диаграмма Исикавы, или причинно-следственная диаграмма, – один из основных инструментов контроля качества.
Этот инструмент можно рассматривать как отдельный метод, а также как часть комплексной системы контроля качества.
Обучение и применение
Для успешного внедрения семи инструментов контроля качества необходимо обучение всего персонала. Процесс обучения играл ключевую роль в успешном внедрении этих методов в Японии.
Применение
Семь инструментов контроля качества важны для контроля протекающего процесса и постоянного самоконтроля. Они могут применяться не только в производстве, но и в других областях, таких как планирование, проектирование и маркетинг.
Семь инструментов контроля качества считаются необходимыми и достаточными для решения большинства проблем, возникающих на производстве.
## БП, Lean Production, Lean Manufacturing
(БП, lean production, lean manufacturing) - концепция управления, основанная на постоянном стремлении к устранению всех видов потерь. Оно предполагает вовлечение в процесс оптимизации каждого сотрудника и максимальную ориентацию на потребителя. Это интерпретация идей производственной системы Toyota (TPS), которая изначально выпускала низкокачественные автомобили, а затем превзошла американских производителей одновременно по качеству и цене. Суть концепции наложилась на концепцию и получилось lean+6 sigma.
БП, спасло от банкротства Porshe и является основной производственных систем крупнейших компаний мира.
Для предварительного ознакомления рекомендуем отрывок из видео ниже (осторожно, ненормативная лексика) с 06:31 до 15:55
---
### Дао Тойота
Основные заповеди, которые лежат в основе TPS. Это что-то вроде 10 заповедей из библии
ДАО разбиты на 4 группы:
1. Философия долгосрочной перспективы;
2. Правильный процесс дает правильные результаты (речь идет об использовании ряда инструментов TPS)
3. Добавляй ценность организации, развивая своих сотрудников и партнеров;
4. Постоянное решение фундаментальных проблем стимулирует непрерывное обучение.
---
### Раздел I. Философия долгосрочной перспективы
Принцип 1. Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
---
### Раздел II. Правильный процесс дает правильные результаты
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
Принцип 3. Используй систему вытягивания, чтобы избежать перепроизводства.
Принцип 4. Распределяй объем работ равномерно (хейдзунка): работай как черепаха, а не как заяц.
Принцип 5. Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
Принцип 6. Стандартные задачи - основа непрерывного совершенствования и делегирования полномочий сотрудникам.
Принцип 7. Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Принцип 8. Используй только надежную, испытанную технологию.
---
### Раздел III. Добавляй ценность организации, развивая своих сотрудников и партнеров
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
Принцип 11. Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
---
### Раздел IV. Постоянное решение фундаментальных проблем стимулирует непрерывное обучение
Принцип 12. Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу).
Принцип 13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
Принцип 14. Станьте обучающейся структурой за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
Ниже файл с краткой, на 1 страницу, и полной версиями памятки
## Принципы бережливого производства
#### Определите ценность конкретного продукта
Японцы очень любят ценностно-ориентированный подход. Отражается это в их стандарте управления проектами. Развивались они в условиях ограниченных ресурсов, где цена ошибки слишком высока. Необходимо четко понимать ценность продукта для конечного и промежуточных потребителей.
#### Определите поток создания ценности для продукта
Узнайте, где возникают проблемы в процессе, где вы тратите ресурсы впустую. Например, нет смысла внедрять роботизацию на производстве, если сам процесс занимает всего 1-2 дня.
#### Обеспечить непрерывное течение потока создания ценности
Работа с процессами, устранение ожиданий и лишних согласований. Стремление к экономии и удовлетворению потребностей клиента.
#### Стремиться к совершенству
Регулярное улучшение процессов и сервисов. Люди, условия и технологии меняются, соответственно нужно изменять и процессы.
## Муда, мура, мури и виды потерь
### Муда - потери, не создающие ценности для потребителя
Это наиболее частые и ведущие к другим видам потерь. Причины: производство большими партиями, неизученный спрос, отсутствие быстрой переналадки.
### Мура - потери, связанные с ожиданием
Производственные простои из-за неравномерной загрузки, отсутствие материалов. Причины: нарушение в логистике, поломка оборудования, отсутствие планирования.
#### Примеры:
1. Изготовление лишнего количества продукции.
2. Изготовление дополнительных документов и отчетов.
3. Длительные и частые собрания или планерки.
4. Простои оборудования из-за ожидания предыдущего этапа обработки.
Избыточные операции в производстве и их последствия
Приобретение и хранение излишних объемов материалов, которые пока не нужны. Излишние запасы замораживают в себе деньги. При этом виде потерь скрываются проблемы планирования производства и неравномерность процессов.
Причины возникновения
- Неравномерность производства
- Неучтенный спрос на продукцию
- Плохо отлаженные связи с поставщиками материалов
Пример
Хранение большого объема материалов, которое необходимо для производства в течении полугода, без учета стоимости обслуживания склада. Выпуск елочных игрушек больше сезонного спроса и затаривание склада, ведущее к росту издержек.
Излишняя транспортировка
Перемещения материалов или товаров между подразделениями, которые не добавляют ценности конечному продукту или услуге.
Причины возникновения
- Нерациональное использование производственных площадей
- Лишние промежуточные зоны хранения
- Неудобное размещение оборудования
Пример
Расположение склада запчастей и производства на большем расстоянии друг от друга
Излишнее перемещение людей
Ненужные перемещения персонала или хаотичность организации рабочих мест.
Причины возникновения
- Нерациональная организация рабочего пространства
- Отсутствие стандартов работы
- Нарушение трудовой дисциплины
Пример
Поиск необходимого для работы инструмента по всему участку, незнание зон ответственности сотрудниками и хождение. Выяснение кто должен выполнять ту или иную операцию, отсутствие визуальных стандартов.
Брак
Возникает в процессе выпуска товара или услуги, не соответствующих требованиям заказчика, что влечет за собой их переделку, использование лишних ресурсов и затрат по времени.
Причины возникновения
- Отсутствие контроля на разных этапах производственного процесса
- Несоответствие квалификации работника выполняемым функциям
- Проблемы с оборудованием
Пример
При позднем выявлении сбоя оборудования производится некоторое количество бракованных изделий, неквалифицированный работник сделал неверные расчеты в отчете
Излишняя обработка
Возникают в результате производства продукции или оказания услуги с теми качествами, которые потребителю не нужны и он не готов за них платить.
Причины возникновения
- Неизученный спрос или недостаток входящей информации
Пример
Пульт для телевизора с набором дополнительных функций которые не нужны потребителю, изготовление множество копий документов когда необходима только одна
Неиспользованный человеческий потенциал
Неиспользованный или нереализованный человеческий потенциал — это исключение личных качеств, знаний, умений и навыков сотрудника из выполняемой им работы. Потери нереализованного человеческого потенциала чаще всего возникают, когда от сотрудника ждут исключительного выполнения рутинных операций, руководитель не прислушивается к подчиненным, если любая деятельность жестко регламентируется внутренними стандартами, правилами или должностными обязанностями.
Причины возникновения – неэффективно выстроенная система мотивации, конкуренция среди персонала, излишний контроль со стороны руководства, отсутствие мотивации за проявление инициативы.
Пример: выполнение сотрудником непрофильных заданий, выполнение сотрудником заданий за несколько сотрудников, а так же обучение сотрудника тому, что ему не потребуется в работе вообще или в ближайшее время.
Потери возникают в том числе в офисе
Ну и в итоге можно сделать сводную таблицу с примерами потерь в производстве, офисе и ИТ
Как работает Тойота над устранением потерь с помощью современных технологий и искусственного интеллекта в видео ниже (отрывок с 07:39 до 11:31)
Муда бывают 1 и 2 рода:
Мура — неравномерность. При неравномерном спросе образуются очереди, увеличивается время исполнения. Требуются дополнительные материалы и запасы для выполнения пикового спроса. Работа в авральном режиме, утомляют людей и снижают их эффективность и качество работы.
Мури — перегрузка людей или оборудования. Мы заставляем машины или людей работать на пределе возможностей. Перегрузка людей угрожает их безопасности и вызывает проблемы с качеством. Перегрузка оборудования ведет к авариям и дефектам.
Эти 3 «М» представляют собой единую систему.
Часто корень проблем — «Мура», так как неравномерность приводит к перегрузке «Мури», которая в свою очередь порождает множество других потерь.
Кайдзен — японская философия, которая фокусируется на непрерывном совершенствовании процессов небольшими шагами.
Её суть в том, что исполнители на местах лучше всех знают, что можно улучшить в работе.
Чтобы это работало, необходимо:
Это не только улучшает процессы, но и мотивирует сотрудников.
В нашей практике, самые лучшие инициативы приходили именно с "низов"
1. Во время производства может возникать брак или не весь заказ изготовлен: не успели, не пришли детали. В итоге упаковщики долго объясняли детали начальнику производства, а он отделу планирования и продаж.
Решение от упаковщиков – ставить номер у каждой детали в самом чертеже. Реализация в 1С – пару дней.
2. Обратная связь от операторов.
Изменив расположение расходников удалось снизить время на переналадку между заказами на 50%: просто стало не нужно идти в другой конец цеха, по пути еще и задевая другие заказы.
Как Вы думаете, сочетание такого подхода и цифровых инструментов даст больший эффект, чем покупка дорогих систем управления, но с хаосом в обычной работе?
– система наведения и поддержания порядка
5S – метод организации рабочего места, который:
Японцы считают, что нужно «рассеять туман», сделать так, чтобы все было понятно, подписано, разложено по местам. Тогда все потери становятся видимыми, отклонения становятся очевидным и могут быть быстро исправлены до перехода в состояние проблемы.
Если на рабочем месте беспорядок, то все «покрыто туманом», где рождаются потери.
При этом суть системы 5S – не только разовое наведение порядка на рабочем месте, но и поддерживать такой порядок всегда.
1. Сортировка: все предметы на рабочем месте разделяются (сортируются) на нужные и ненужные. Ненужные предметы удаляются с рабочего места. В том числе и в ИТ – все лишнее убирается с рабочего стола системы.
2. Соблюдение порядка: предметы раскладываются по местам так, чтобы ими было легко и удобно пользоваться. Здесь мы говорим про UX-дизайн.
3. Содержание в чистоте: все предметы и рабочее место чистятся, моются, красятся, удаляется грязь, пыль и мусор, ненужные элементы графики.
4. Стандартизация: составляется визуальный стандарт расположения предметов: контуры предметов, подписи на места их расположения, регламент уборки, макеты рабочих столов.
5. Совершенствование: разрабатывается система по постоянному совершенствованию предыдущих шагов и рабочего места. Но без стандартов и "точек отсчетов" все свалится в хаос.
После внедрения 5S:
Чистота и порядок:
Неряшливое рабочее место приводит к:
TQC – всеобщий контроль качества
TQC (total quality control) – Всеобщий контроль качества.
– повышение качества продукции за счет сокращения изменчивости ее характеристик в процессе производства.
В начале 1950-х – в рамках TQC начинается изучение и внедрение статистических методов контроля качества.
С 1962 года в Японии, для популяризации идей TQC, стал выходить журнал о статистических методах контроля качества.
Для изучения этого журнала на японских предприятиях стали формировать группы, состоящие из руководителя и его непосредственных подчиненных:
Такие группы стали называться .
Позже они стали собираться не только для изучения статистических методов контроля качества, но и для внедрения идей по совершенствованию:
Именно благодаря тому, что в процесс контроля качества стали вовлекаться все работники, а не только сотрудники ОТК, система стала называться «всеобщей».
Принципы организации Кружков качества:
1. Добровольное участие, под началом непосредственного руководителя.
Так как работники должны выполнять правила организации и задания начальника, то кто же откажется прийти на совещание?
2. «Участие всех работников подразделения».
Не обязательно участие всех работников завода. Можно, например, взять только ключевые производственные участки.
3. «2 раза в месяц» — это не очень часто.
Даже если совещание будет в не рабочее время, то оно может быть оплачено как сверхурочные работы. Поэтому – это тоже может быть стимулом для участия в нем
10 принципов TQC
«7 базовых статистических методов»– используются для выявления проблем качества, закономерности и их причин.
7 базовых статистических методов:
С помощью «7 базовых статистических методов» можно выявить:
Метод 1. Диаграмма причин и результатов
Метод 2. Контрольные листки
Метод 3. Диаграммы рассеяния
Метод 4. Диаграмма Парето 80:20
Метод 5. Контрольные карты
Метод 6. Гистограммы
Метод 7. Графики
TQM – всеобщее управление качеством
Главная идея TQM (Total Quality Management) состоит в том, что компания должна работать не только над качеством продукции, но и над качеством организации работы в компании, включая работу персонала. Постоянное параллельное усовершенствование 3-х составляющих:
Это позволяет достичь более быстрого и эффективного развития бизнеса.
Качество определяется следующими категориями:
Принцип действия TQM можно сравнить с удержанием мяча на наклонной плоскости. Для того чтобы мяч не скатывался, его нужно либо подпирать снизу, либо тянуть сверху.
TQM включает 2 механизма:
Два механизма: контроль качества и повышение качества — позволяют «удерживать мяч в игре», то есть постоянно совершенствовать, развивать бизнес.
В основе TQM лежат следующие принципы:
Существует 5 смертельных болезней, которые должны быть ликвидированы в организации для успешной реализации TQM. Если не ликвидировать эти 5 смертельных болезней, они могут не только воспрепятствовать применению TQM, но и постепенно уничтожить организацию. Вот эти 5 смертельных болезней:
TPM – всеобщий уход за оборудованием
TPM (Total productive maintenance) – это:
TPM – это подход к повышению надежности и эффективности производственного оборудования, улучшению культуры производства.
После успешного внедрения TQC появилась идея использовать ее для повышения качества работы оборудования.
TPM опирается на те же принципы и, что и TQC.
Стабильность качества продукции напрямую связанно с качеством обслуживания оборудования, поэтому в Японии:
Цель системы ТРМ — сократить потери машинного времени.
Основные принципы ТРМ:
Статистические методы для ТРМ
«7 базовых статистических методов» в ТРМ используются для сбора и анализа статистики поломок и простоев оборудования.
В этой части система ТРМ похожа на систему TQC.
Статистический анализ аварий и простоев:
При анализе статистики аварийных простоев за длительные промежутки времени используются статистические методы TQC:
Самый простой вид анализа простоев — построить столбчатую диаграмму Парето, на ней найти самый крупный вид простоев, понять причину и устранить ее. Потом взять следующий по величине вид простоя и справиться с ним таким же образом. И так со всеми.
Сбор статистических данных о поломках
а также в журнале необходимо указать:
Анализ информации в журнале позволяет определить:
Статистика потерь машинного времени
Время оборудования можно разделить на:
В методологии ТРМ выделяют 8 потерь машинного времени:
Система ТРМ стремится снизить только: 2.ППР и 4.Аварийные простои.
Общая эффективность оборудования (ОЭО или ОЕЕ – Overall Equipment Effectiveness) – это специальный показатель для оценки эффективности работы оборудования.
= Время эффективной работы оборудования (ВЭР) / Запланированное время работы оборудования (ЗВР) = 87 / 165 = 0,53
При расчете нужно обязательно учесть, что незапланированное время, например праздники или отсутствие работы во 2-ю и 3-ю смену, не является потерей машинного времени с точки зрения ОЭО. Поэтому речь идет о потерях только запланированного времени.
У большинства компаний ОЭО не более 40%, у наиболее продвинутых компаний доходит до 85%.
Виды и источники потерь, связанных с оборудованием
ТРМ основывается на вовлечение персонала в процесс поддержания исправности оборудования.
Участниками системы ТРМ в равной степени являются:
которые вместе обеспечивают повышение надежности оборудования.
Автономное обслуживание оборудования – это уход за оборудованием рабочими, которые на нем работают.
Большинство проблем с оборудованием можно заблаговременно решено, и как следствие – сокращение аварийных простоев и затрат на запчасти.
Именно Автономное обслуживание оборудования отличает систему ТРМ от других систем организации ремонта.
Операторы постоянно находятся рядом с оборудованием, именно они первыми выявляют посторонний шум или вибрацию двигателей, нехарактерный скрип приводных ремней и цепей, протечки масла и утечку воздуха.
Операторы должны знать основные параметры своего оборудования и в течение каждой смены проверять, соответствуют ли они стандартам.
При обнаружении малейших отклонений Операторам следует сразу же известить ремонтную службу, так как своевременное выявление и устранение возникающих проблем — ключевое условие предотвращения аварий или полной остановки дорогостоящих механизмов.
Операторов можно обучить проведению многих видов несложного ремонта, например замене болтов и шлангов, доливке масла и смазки.
Операторы должны отвечать за содержание своего оборудования в рабочем состоянии.
Оборудование на производстве должно быть в рабочем состоянии.
Автономное обслуживание рабочими состоит из трех этапов:
Планово-предупредительный ремонт (ППР) – направлен на предотвращение аварийных ремонтов.
Надлежащая подготовка и анализ расхода времени на проведение ремонта сокращают время плановых ремонтов.
Ремонтники должны тесно сотрудничать с операторами, обучать их тому, на что нужно обращать внимание, на что смотреть и к чему прислушиваться, чтобы на ранней стадии выявлять потенциальные проблемы.
Операторы и ремонтники должны говорить на одном языке.
Руководство должно обеспечить включение в график производственного процесса профилактические остановки для:
Руководство должно следить за своевременным выделением денег на ремонтные работы.
ТРМ и 5S действуют во взаимосвязи, обеспечивая технику безопасности на рабочих местах, повышение производительности и резкое сокращение простоев, которые так дорого обходятся предприятию.