
- Контроль качества на производстве: ключевые аспекты
- Контрольный лист
- Когда использовать контрольный лист
- Процедура проверки листа
- Пример проверки листа
- Создать контрольный лист
- Что такое контроль качества на производстве?
- Контроль качества на производстве
- Контроль на различных этапах производства
- Контроль готовой продукции
- Управление качеством
- Полная версия статьи
- Разберемся, что такое контроль качества
- Методики контроля качества на производстве и действия контролера
- Операционный контроль
- Приемочный контроль
- Текущий контроль
- Контроль после ремонта
- Оценка качества на производствах
- Способы контроля качества на производствах
- Примерный алгоритм процесса контроля на производстве
- Модули системы MD Audit, которые помогут организовать контроль качества на промышленном предприятии
- Проверки
- Как автоматизировать контроль качества на производстве?
- Инструменты статистического контроля качества
- Контрольный лист.
- Диаграмма Парето.
- Гистограмма.
- Корреляционная диаграмма
- Контрольные карты.
- Мозговой штурм и диаграмма Исикавы.
- Метод стратификации (расслаивания данных).
- Инструменты контроля качества на производствах
- Этапы контроля качества производства
- Входной контроль
- Контроль в процессе производства
- Контроль готовой продукции
- Выводы
Контроль качества на производстве: ключевые аспекты
Качество продукции и услуг стало ключевым фактором конкурентоспособности в современном бизнесе. Контроль качества на производстве является неотъемлемой частью процесса производства и играет решающую роль в удовлетворении потребностей клиентов и обеспечении долгосрочного успеха компании.
Контрольный лист
Глоссарий Качества: Контрольный лист
Альтернативные названия: диаграмма концентрации дефектов.
Контрольный лист – это структурированная подготовленная форма, общий инструмент сбора и анализа данных, который можно адаптировать для самых разных целей. Он считается одним из семи основных инструментов качества.
Когда использовать контрольный лист
Специалисты Менделеев Тест Групп рекомендуют применять контрольный лист:
- При проверке процесса.
- Для сбора данных о качестве продукции.
- Для анализа эффективности изменений в процессе производства.
Процедура проверки листа
- Определите конкретные параметры для контроля.
- Заполните контрольный лист по ходу процесса.
- Проанализируйте данные и выявите основные проблемные области.
Пример проверки листа
На рисунке ниже показан контрольный лист, используемый для сбора данных о телефонных перебоях. Галочки были добавлены по ходу сбора данных, в течение нескольких недель.

Создать контрольный лист
Начните использовать шаблон контрольного листа для отслеживания до 10 дефектов в каждый день недели. Этот инструмент также помогает систематизировать данные для гистограммы, диаграммы Парето.
Что такое контроль качества на производстве?
Контроль качества – это систематический процесс, направленный на обеспечение соответствия продукции или услуг заданным стандартам и требованиям. Он охватывает все этапы производства, начиная с приема сырья и заканчивая выпуском готовой продукции на рынок. Основная цель контроля качества – минимизировать дефекты и недостатки продукции, что позволяет обеспечить высокий уровень удовлетворенности клиентов и сохранить репутацию компании.
Контроль качества на производстве подразумевает обширный набор операций и параметров, которые подвергаются строгому мониторингу и проверке. Эти контрольные меры важны для обеспечения высокого стандарта продукции и предоставления потребителям надежных и качественных товаров. Давайте рассмотрим, что именно подвергается контролю на производстве:
Контроль качества на производстве
Первым и одним из наиболее важных элементов контроля качества на производстве является проверка сырья и материалов, используемых в производственных процессах.
Обычно сырье и материалы проверяются в процессе входного контроля качества до их отправки непосредственно на производство.
Сырье и материалы подвергаются проверке на соответствие нормативам по микробиологическим и физико-химическим характеристикам, а также на соответствие материально-технической документации.
Контроль на различных этапах производства
Контроль качества на производстве также охватывает все этапы производственных процессов. Это включает мониторинг состояния оборудования и контроль чистоты на определенных рабочих зонах.
Контроль готовой продукции
Критическое значение имеет контроль готовой продукции перед ее выпуском на рынок. Внимание уделяется как контрольным измерениям и тестированиям, так и правильности маркировки и упаковки.
Управление качеством
Процесс управления качеством также должен подлежать контролю. Необходимо вести документацию о всех контрольных операциях, обучать персонал, управлять рисками, связанными с качеством продукции.
Эти процессы должны быть прозрачными для менеджеров среднего и высшего звена, чтобы можно было идентифицировать узкие места в управлении качеством и работать над ними.

Полная версия статьи
Полная версия статьи из архива альманаха Управление производством.

Каждое предприятие ведет статистику по различным показателям, однако это может быть недостаточно для обнаружения дефектов и управления процессами.
Сегодня статистический контроль представлен целым рядом инструментов, применение которых на промышленном сталелитейном предприятии Иордании рассматривается в данной статье.
Кроме портала, мы предлагаем вам и альманах Управление производством. Все самое интересное и уникальное публикуется именно там. 300+ мощных кейсов, чек-листов и других материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Компания Jordan Steel (по форме собственности – открытое акционерное общество с ограниченной ответственностью), основанная в 1993 году, является крупнейшим сталелитейным предприятием Иордании с объемом выпуска порядка 300 000 тонн стали в год. Основной продукцией компании является строительная сталь (арматурные стержни диаметром 8-32 мм) на полностью автоматизированной технологической линии.
Производственные процессы на предприятии контролируются, отслеживаются и регистрируются при помощи компьютеров. Программное обеспечение позволяет осуществлять контроль качества еще на линии. Компания получила сертификат ИСО 9002 в 1998 году.
Процедура контроля качества охватывает всю цепочку создания ценности, начиная от оценки и выбора поставщика, получения заготовок и заканчивая послепродажным обслуживанием. Заготовки изначально сортируются в зависимости от химического состава и хранятся в специально отведенных местах. Готовая продукция проходит проверку физических свойств, результаты которой предоставляются потребителю по запросу.
Вся продукция снабжена ярлыком, в котором указана вся необходимая информация: дата выработки, диаметр, длина, вес штабеля, сорт и т.п. На рисунке 1 представлена карта технологического маршрута на Jordan Steel.
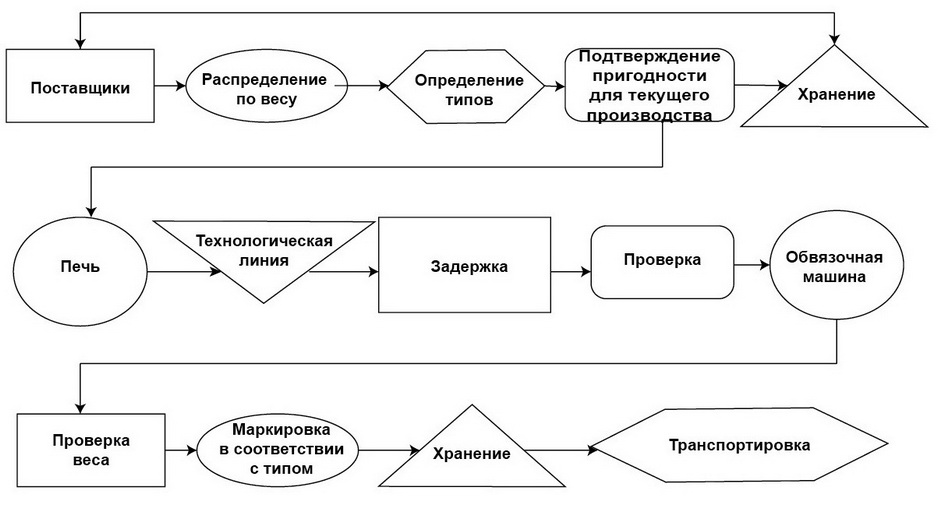
Рис. 1. Карта технологического маршрута на Jordan Steel.
Вопрос о том, контролировать или нет качество продукции на промышленном предприятии решен давно — однозначно контролировать. Сегодня, когда каждый день возникают новые ИТ-технологии, куда важнее дать ответ на вопрос Как контролировать качество продукции на промышленном предприятии?
Разберемся, что такое контроль качества
В общем смысле контроль качества сводится к определению соответствия готовой продукции заданным требованиям и предполагает отделение качественной продукции от бракованной. Сама по себе отбраковка не поможет повысить качество продукции, поэтому важен контроль на каждом этапе производства, позволяющий предупредить само возникновение брака.
Подобный производственный контроль заключается в регулярной проверке соответствия качества. В него могут включаться:
- операционный контроль
- приемочный контроль
- текущий контроль
- контроль после ремонта
Операции контроля качества выполняются параллельно с процессами производства, транспортировки, хранения и отгрузки продукции потребителям. Они помогают обеспечить стабильный уровень качества продукции, и позволяют отследить результаты деятельности на определенных этапах и оценить их соответствия установленным требованиям.
Методики контроля качества на производстве и действия контролера
Порядок действий в этом случае следующий:
Операционный контроль
Этот вид контроля выполняет работник отдела технического контроля в соответствии с технической инструкцией. Для проведения операционного контроля выбирают партию деталей, оформленную ярлыком готовой продукции, затем производят выборку и замер деталей из партии, также при необходимости оформляют чек-листы замеров продукции.
Приемочный контроль
Описание приемочного контроля.
Текущий контроль
Описание текущего контроля.
Контроль после ремонта
Описание контроля после ремонта.
Оценка качества на производствах
Этот вид контроля качества осуществляют в процессе выполнения всех технологических операций в полном объеме. После его окончания контролер ОТК / инженер по качеству ставит оттиск штампа на ярлыке готовой продукции, а также в сменном задании.
Способы контроля качества на производствах
Контролировать качество на промышленных предприятиях можно разными способами. Для каждого производства они могут быть своими, уникальными. Перечислим некоторые из них.
Примерный алгоритм процесса контроля на производстве
Ручной контроль имеет существенные недостатки:
- Низкая скорость процесса
- Возможность человеческого фактора
- Риск ошибок
Если перевести контроль качества на производстве в цифровой вид, можно добиться существенного ускорения процесса и сопутствующей экономии средств на расходные материалы.
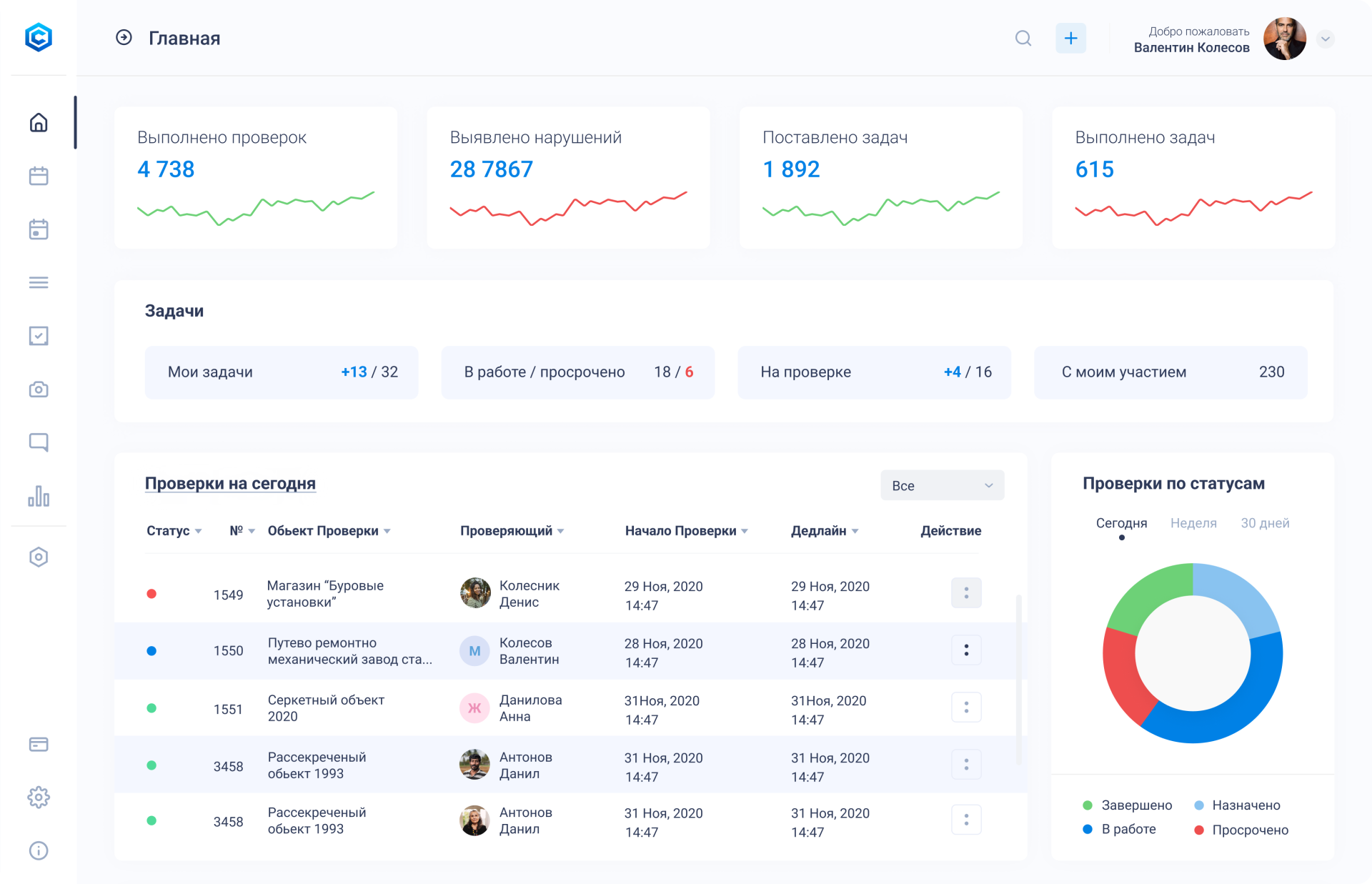
С использованием системы MD Audit процесс контроля качества на промышленных предприятиях может быть организован следующим образом:
- Создание задач контроля (план проверок)
- Автоматизированная отправка задач сотрудникам
- Выполнение контроля и создание отчетов
- Анализ результатов контроля
Также стоит сказать о том, что подобные системы упрощают процесс взаимодействия между отделами. У сотрудников больше нет необходимости ходить друг к другу. Задачи создаются внутри системы, назначаются на ответственных сотрудников, никогда не теряются и главное — все они поддаются анализу в динамике.
Модули системы MD Audit, которые помогут организовать контроль качества на промышленном предприятии
Система MD Audit — это комплекс модулей, способных решать самые разные задачи бизнеса. Для организации контроля качества продукции подойдут модули Проверки, Задачи и Аналитика. Перечислим основные возможности модулей.
Проверки
Оцените удобство и возможности MD Audit бесплатно! Тестовый период — 14 дней предоставляется по запросу.
Как автоматизировать контроль качества на производстве?
Результаты проведения проверочных мероприятий на каждом из этапов контроля качества на производстве оформляются в виде соответствующей документации. Но для принятия управленческих решений такой документации бывает недостаточно. Иногда менеджменту требуется посмотреть на ситуацию в области качества производимой продукции в ретроспективном периоде или узнать, какие именно виды контрольных операций производились в тот или иной день, убедиться, что контроль прозрачен и эффективен.
Заполненные на бумажных носителях отчеты не позволяют этого сделать. Поэтому автоматизация контроля качества на производстве должна решить эту проблему. С целью реализации подобных задач многие клиенты CheckOffice и приобретают сервис.
Checkoffice позволяет выстроить прозрачный процесс контроля качества на производстве вне зависимости от видов и особенностей проводимых проверочных процедур.
Мы сделали сервис максимально удобным и простым в использовании, а также добавили в него все необходимые функции для работы с контролем качества на производствах:
- Календарь, ручное и автоматическое планирование задач и проверок
- Отчеты и аналитика
- Уведомления и автоматическое назначение задач
Воспользуйтесь сервисом Checkoffice для эффективного контроля качества на производстве!
При проведении проверки фиксируется время и место ее фактического начала и окончания. Можно также установить запрет на загрузку фото из галереи. Так вы будете получать только фотографии, сделанные непосредственно во время проведения проверки. Результаты проверки, которая подразумевает визуальный контроль качества, можно будет проверить на фиктивность.
В CheckOffice есть простой конструктор чек-листов, который позволяет легко переложить любое проверочное мероприятие в формат чек-листа. Так порядок проведения проверки будет унифицированным для каждого сотрудника. А Drag and Drop конструктор с функцией Логика позволит не привлекать технических специалистов и сделать динамический чек-лист с требованиями добавления вложений.
Для компаний, которые еще не имеют формализованных чек-листов или проверочных списков мы создали бесплатную библиотеку чек-листов, в которой есть раздел для промышленных предприятий.
После перехода в библиотеку любой чек-лист можно добавить прямо в CheckOffice и протестировать сервис на реальных объектах.
Инструменты статистического контроля качества
В течение долгого времени отдел контроля качества Jordan Steel использовал преимущественно один инструмент статистического контроля ‒ контрольные карты. Анализ данных по качеству проводился раз в неделю. Однако затем руководство компании приняло решение продвигать на производстве и другие инструменты статистического контроля. Мы последовательно рассмотрим каждый инструмент и представим пример его использования в компании Jordan Steel.
Контрольный лист.
Контрольный лист – основной инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации. Он помогает рабочему персоналу тщательно и максимально полно собирать информацию, а также упрощает ее использование и анализ. Внешний вид контрольного листа разрабатывается для каждой ситуации индивидуально, например, в Таблице 1 приведен контрольный лист, в котором отражены типы дефектов, обнаруженных в компании Jordan Steel определенный период времени, и частота их возникновения. Такой лист помогает руководству более точно спланировать и провести мероприятия по повышению качества выпускаемой продукции.
Таблица 1. Контрольный лист проверки качества стали.
Категория Повторяемость Частота Суммарная частота Процентное отношение Суммарный процент
Предел прочности IIII IIII IIII IIII IIII III 28 28 72% 72%
Диаграмма Парето.
Диаграмма Парето – очень полезный инструмент, позволяющий выявить основные факторы, влияющие на исследуемую проблему. Как показывает практика, 80% дефектов и проблем вызываются всего 20%-ами причин. Диаграмма Парето поможет разделить проблемы качества на немногочисленные, но существенно важные, и многочисленные, но несущественные. Кроме того, этот метод позволяет распределить усилия и установить основные факторы, с которых нужно начинать действовать с целью преодоления возникающих проблем. Свое название метод получил от имени итальянского экономиста Альфредо Парето.
В компании Jordan Steel диаграмма Парето построена на основании данных контрольных листов по тестированию качества стали. Она представлена на рисунке 2. Из него следует, что основная проблема качества – низкий предел прочности стали при растяжении. Эта проблема составляет 72% от суммарного процента дефектов, то есть основная доля исправления брака связана с этой проблемой. Прочие проблемы составили лишь 28%.
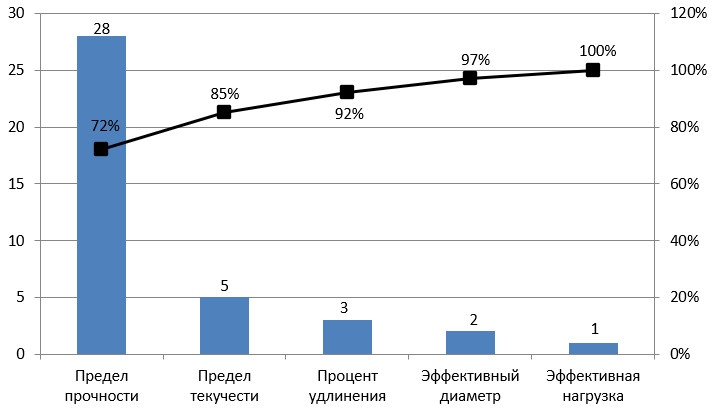
Рис. 2. Диаграмма Парето по тесту на предел прочности стали.
Гистограмма.
Гистограмма – инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал, то есть она дает понять, как часто встречаются те или иные дефекты.
В такой диаграмме данные сгруппированы в численные категории. Разница между обычной диаграммой и гистограммой в том, что в диаграмме по оси X расположены категории, а в гистограмме ось X является шкалой измерений. Кроме того, между столбцами не может быть промежутков.
В таблице 2 представлены данные по проверке предела прочности стали, на основании которых построена гистограмма (рис. 3).
Таблица 2. Границы интервала данных по пределу прочности.
Класс Границы интервала Частота Класс Границы интервала Частота
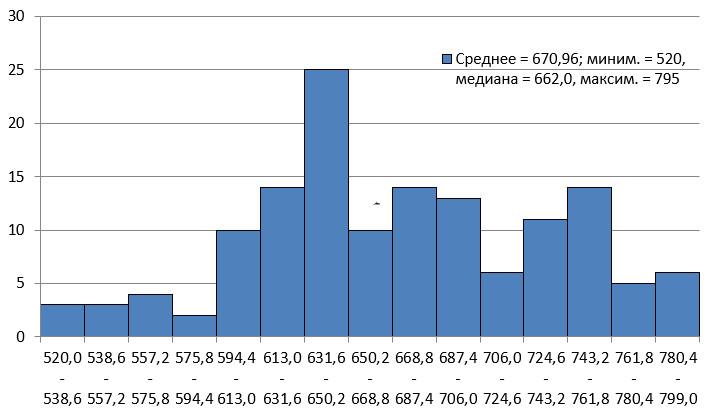
Рис. 3. Гистограмма по пределу прочности стали.
Корреляционная диаграмма
Корреляционная диаграмма (диаграмма разброса, рассеивания) – самый простой в использовании и в то же время самый действенный из семи рассматриваемых инструментов. Она используется для определения вида и тесноты взаимосвязей между двумя переменными. Иногда о типе этих взаимосвязей можно судить по форме диаграммы.
Рассматривая причины возникновения дефектов, команда предположила, что на качество и предел прочности стали влияет подача воды для охлаждения стали на разных стадиях производства. Корреляционная диаграмма, составленная для оценки верности данного предположения, представлена на рис. 4; для построения диаграммы были использованы данные о средних показателях воды и прочности в час. Однако диаграмма показала, что между потоком воды и величиной предела прочности не существует прямой взаимосвязи.
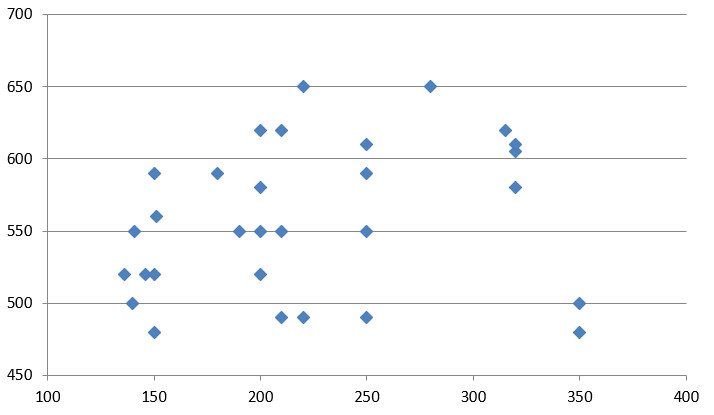
Рис. 4. Корреляционная диаграмма, показывающая взаимосвязь между потоком воды и пределом прочности.
Контрольные карты.
Контрольные карты помогают отслеживать процесс производства и качество выпускаемой продукции и подходят для тех случаев, когда в распоряжении имеются точные цифры, например, время цикла, время простоя, температура, затраты или прибыль. Такие данные более информативны, чем данные о качестве, в результате чего и графики, построенные на основании таких данных, позволяют более точно отслеживать малейшие изменения в производственном процессе. Обычно контрольные карты строятся парами. На одной показаны изменения показателей в ходе процесса, а на другой ‒ средние показатели по процессу, причем второй график строится только после построения и изучения первого. Наиболее часто встречается пара «гистограмма средних значений» и «схема изменения размахов». Контрольные графики помогают сократить количество отходов, потери материалов и трудовых усилий, снизить затраты на исправление брака, повысить качество продукции, ускорить процесс поиска неисправностей, сократить время выполнения операций, повысить производительность.
Рисунок 5 демонстрирует контрольную карту и диаграмму XmR, построенные на основании архивных данных, а рисунок 6 – новую контрольную карту и диаграмму XmR, построенные на основании актуальных данных.
Примечание: XmR-карта – это набор из двух карт: X-карта – измерения в периодах, R-карта – измерения скользящего размаха.

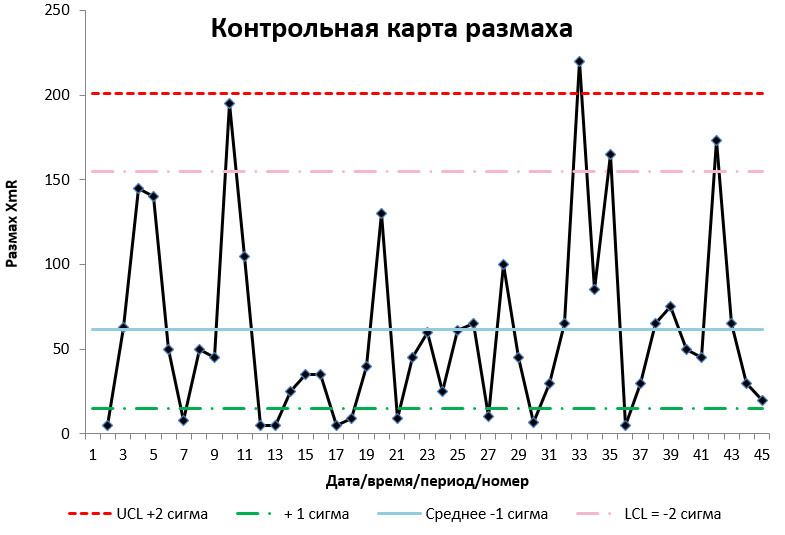
Рис. 5. Контрольная карта и диаграмма XmR, построенные на основании архивных данных.


Рис. 6. Новая контрольная карта и диаграмма XmR, построенные на основании актуальных данных.
Сравнение графиков на рис. 5 и рис. 6 сигнализирует о том, что архивные данные уступают в точности новым данным, собранным с помощью усовершенствованных методик статистического контроля. Прежним данным недостает точности в системе сбора информации, а именно в том, какие конкретно данные оцениваются, в каком объеме и как часто собираются. Это противоречит главным принципам SPC, согласно которым сбор данных должен быть точным и систематичным, чтобы команда имела возможность быстро выявить и устранить отклонения. Сравнение данных позволяет сделать вывод, что компании требуется более ответственно подходить к процессу статистического контроля.
Мозговой штурм и диаграмма Исикавы.
Диаграмма Исикавы ‒ инструмент, позволяющий упорядочить факторы, влияющие на показатели, критичные для качества. Обычно такая диаграмма используется для выявления первопричин основных проблем. Свое название она получила в честь своего создателя, известного японского специалиста в области управления качеством доктора Каору Исикавы. Ее также называют диаграмма «рыбья кость» из-за внешнего сходства. В то время как диаграмма Парето позволяет нам сконцентрировать усилия на самых важных проблемах, диаграмма Исикавы дает возможность определить первопричины существующих проблем. Перед созданием такой диаграммы полезно провести мозговой штурм.
Мозговой штурм ‒ процесс групповой выработки вариантов решения проблем. Обычно в мозговом штурме принимают участие 3-12 человек, оптимальный размер группы – 5-6 человек. Перед проведением мозгового штурма назначается лидер группы, который не дает участникам отвлекаться, поддерживает процесс выработки идей, записывает их (или следит, чтобы участники сами записывали свои идеи). Мозговой штурм проводится за закрытыми дверями для большей сосредоточенности и отсутствия помех. Желательно, чтобы участники располагались за круглым столом для свободного обмена идеями.
Перед проведением мозгового штурма рекомендуется оповестить участников о его теме; кроме того, необходимо соблюдать определенные правила, например:
Вышеперечисленные выше правила и рекомендации использовались командой компании Jordan Steel и при составлении диаграммы Исикавы. Разработанные диаграммы представлены на рис. 7 и рис. 8.

Рис. 7. Причинно-следственная диаграмма для проблем с прочностью стали.
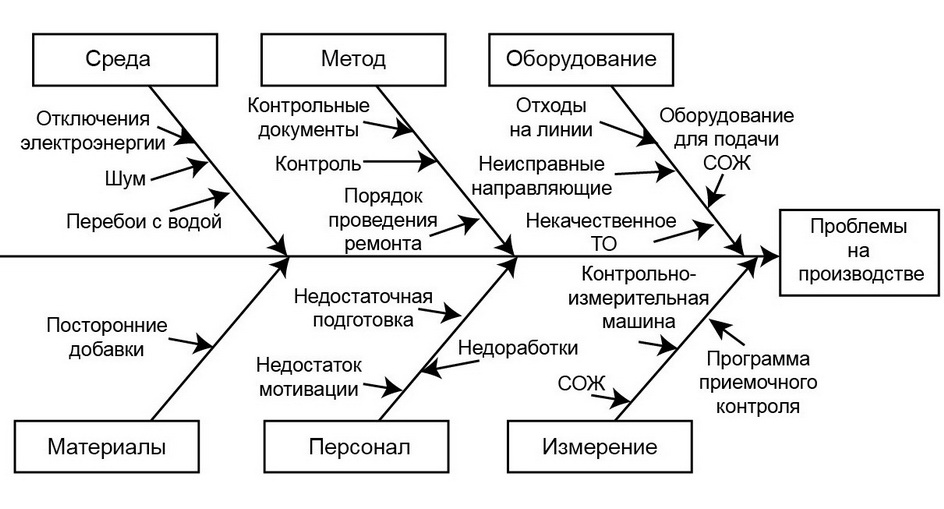
Рис. 8. Причинно-следственная диаграмма для проблем на производственной линии.
Метод стратификации (расслаивания данных).
В число классических инструментов статистического контроля входит также метод стратификации – инструмент, позволяющий произвести разделение данных на подгруппы по определенному признаку. В качестве стратифицирующего фактора могут быть выбраны любые параметры, определяющие особенности условий возникновения и получения данных: оборудование, операторы, время сбора данных, виды сырья и т.д. В компании Jordan Steel он использовался на всех уровнях сбора данных.
Инструменты контроля качества на производствах
Существует множество классификаций контрольных операций, которые позволяют производить контроль качества на производствах. По используемым в процессе контроля инструментам выделяют следующие виды контроля качества:
Измерительный контроль качества – это способ оценки значений контролируемых параметров изделия. Этот метод позволяет получить точные численные значения параметров, используя шкальные, стрелочные инструменты и другие приборы. Также возможна оценка параметров в пределах допустимого диапазона значений с использованием шаблонов и калибров.
Регистрационный контроль качества – это метод, основанный на регистрации определенных качественных признаков, событий или характеристик изделия. Результаты регистрации используются для оценки объекта контроля.
Органолептический контроль качества – это метод контроля, при котором оценка проводится исключительно на основе органов чувств без измерения численных значений параметров.
Визуальный контроль качества – это вариант органолептического контроля, в котором контроль осуществляется только с использованием органов зрения.
Контроль качества по образцу – это метод, который предполагает сравнение признаков контролируемого изделия с признаками контрольного образца или эталона.
Технический осмотр – это метод, который в большинстве случаев включает в себя оценку состояния объекта контроля с помощью органов чувств, а при необходимости – с привлечением простых средств контроля.

Этапы контроля качества производства
Контроль качества включает в себя несколько ключевых компонентов:
Входной контроль
Входной контроль начинается с приема сырья и материалов, которые будут использоваться в производстве. На этом этапе проводится проверка на соответствие стандартам качества и техническим требованиям, особенное внимание уделяется маркировке, целостности упаковки. Некачественное сырье может стать источником проблем на более поздних этапах производства: задержкам по срокам изготовления, снижение качества готовой продукции. Входной контроль сырья и материалов является важным этапом взаимодействия с поставщиком.
Контроль в процессе производства
Контроль качества непосредственно в процессе производства также направлен на предотвращение дефектов и снижение процента брака в готовой продукции. Он включает в себя:
Контроль готовой продукции
Контроль качества готовой продукции – последний этап, перед выпуском продукции на рынок. Здесь проводится окончательная проверка продукции на соответствие стандартам и требованиям.

Выводы
По итогам применения комплекса инструментов статистического контроля на производстве Jordan Steel были сделаны следующие выводы:
Как показывает пример иорданского сталелитейного предприятия, статистический контроль – это не единый инструмент, а целый комплекс инструментов, помогающий своевременно корректировать протекание процессов, пресекая возникновение дефектов и отказов. Каждая компания может выбирать тот инструмент, который наиболее подходит ее условиям и уровню подготовки, или практиковать широкий ряд техник, но в сборе данных должна быть последовательность и системность. Только так можно не только выявить существующие проблемы и потенциальные угрозы, но и отследить тенденции, влияющие на ход процессов.
Текст: Ольга Гончарова
Материал подготовлен на основании данных Rami Hikmat Fouad, Adnan Mukattash, Statistical Process Control Tools: A Practical guide for Jordanian Industrial Organizations, Jordan Journal of Mechanical and Industrial Engineering.