
- Переработка нефти для производства автомобильного бензина
- Олигомеризат как высокооктановая добавка
- Оценка качества олигомеризата
- Гидрирование олигомеризата
- Технологические стадии производства
- Групповой углеводородный состав
- Результаты исследования октанового числа олигомеризата после гидрирования
- Результаты по исследовательскому и моторному методам
- Октановые числа после гидрирования
- Фракционный состав продукта гидрирования
- Рекомендации по улучшению октанового числа
- Добавки для улучшения качества топлива
- Возможные улучшения через добавки
- Автомобильный бензин с октановым числом 92,72 п.
- Динамическое колебание рынка
- Синтез экологически чистых топлив
- Снижение содержания олефиновых углеводородов
- Литература
- Статья о производстве катализаторов в нефтехимии
- История развития производства катализаторов в России
- Планы развития производства катализаторов в России
- Текущее состояние производства катализаторов
- Аннотация
- Введение
- Описание технологического процесса изомеризации и моделирование в программе
- Анализ полученных данных
- Заключение
- Дополнительные материалы
- Конфликт интересов
- Информация об авторах
Переработка нефти для производства автомобильного бензина
Легкие олефины, полученные в результаты вторичной переработки нефти, являются важным сырьем для производства товарных продуктов. Одним из перспективных и распространенных направлений их использования является синтез экологически чистых топлив – автомобильного и авиационного бензина, дизельного топлива в процессе олигомеризации, в которых содержание серы и ароматических углеводородов составляет минимальные значения. Существуют различные катализаторы для проведения процесса олигомеризации: силикофосфатные катализаторы, алюмосиликаты, ионнообменные смолы и цеолиты.
Другой причиной получения побочных продуктов является наличие в сырье диеновых углеводородов, а именно, бутадиена. Дивинил содержит две двойные связи, способствующие высокому росту цепи до длинноцепочного продукта – полимера.
Олигомеризат как высокооктановая добавка
Олигомеризат по показателям качества соответствует требованиям, предъявляемым для автомобильного бензина АИ-92, но фактором, ограничивающим его использование в качестве бензина, является высокое содержание олефиновых углеводородов, которое достигает 60 % об. Соответственно олигомеризат может быть реализован как высокооктановая добавка и во всей технологической цепочке производства автомобильного бензина выступает как полупродукт.
Требования к товарным бензинам экологического класса Евро-5 по ГОСТ 32513-2013 по контролируемым примесям представлены в таблице 1. Как видно, автомобильный бензин не должен содержать олефиновых углеводородов более 18 % об.
Оценка качества олигомеризата
Целью работы являлась оценка возможности получения олигомеризата соответствующего по показателям качества автомобильному бензину АИ-92 с остаточным содержанием олефиновых углеводородов не более 18 % об.
Исходный олигомеризат был предоставлен с промышленной установки производства АО Стерлитамакский нефтехимический завод.
Гидрирование олигомеризата
Гидрирование проводили на лабораторной установке с использованием катализатора палладий на угле.
Компонентный состав исходного олигомеризата и продукт гидрирования определялись на хроматографе Хромос-ГХ-1000 с капиллярной колонкой Petrocol DH длина 100 м, диаметр 0,25 мм, толщина пленки 0,5 мкм, детектор ПИД.
Технологические стадии производства
Установка производства олигомеризата предназначена для каталитического превращения бутан-бутиленовой фракции в высокооктановые газовые бензины на катализаторах БАК-70у. Основными технологическими стадиями процесса, осуществляемыми на установке, являются:
- испарения сырья;
- перегрев сырья и синтез олигомеризата;
- утилизация тепла реакционных газов и газов регенерации;
- охлаждение и конденсация реакционного газа, стабилизации бензиновой фракции, олигомеризата;
- выделение олигомеризата.
Групповой углеводородный состав
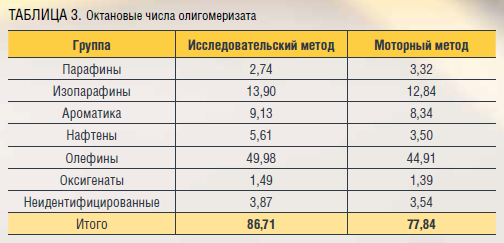
Групповой углеводородный состав исходного олигомеризата представлен в таблице 2. Октановые числа, рассчитанные по базе хроматографа, по исследовательскому методу составило 86,71 п., а по моторному методу – 77,84 п. (таблица 3).
Результаты исследования октанового числа олигомеризата после гидрирования
Данные о детальном углеводородном составе и октановом числе олигомеризата после гидрирования представлены на рисунках 4 и 5 соответственно.
Результаты по исследовательскому и моторному методам
Согласно полученным результатам, содержание объемных долей олефиновых углеводородов в олигомеризате составило 56,71 %. Октановое число по исследовательскому методу составило 86,71, а по моторному – 77,84.
Измерения октановых чисел образца до гидрирования на установке УИТ-85 показали результаты 94,1 по исследовательскому методу и 85,2 по моторному. Разница в октановых числах между базой хроматографа и установкой УИТ-85 составила 7,36-7,39.
Октановые числа после гидрирования
После гидрирования октановые числа олигомеризата с содержанием олефиновых углеводородов 4,51 % по данным базы хроматографа составили 71,21 по исследовательскому методу и 69,51 по моторному методу. Результаты измерений на установке УИТ-85 были 78,9 и 77,5 соответственно. Разница октановых чисел составила 7,66–7,99.
Фракционный состав продукта гидрирования
Фракционный состав продукта гидрирования олигомеризата с остаточным содержанием объемной доли олефиновых 4,51 % не претерпел существенных изменений и соответствует требованиям для автомобильного бензина марки АИ-92.
Рекомендации по улучшению октанового числа
С учетом нормируемого содержания олефиновых углеводородов в 18 % об., целесообразно оставить запас качества в 2 % об. Предполагая линейную зависимость октанового числа олигомеризата от содержания олефиновых углеводородов при остаточном содержании олефиновых в 16,0 % об., предполагаемое октановое число составит 74,9 по исследовательскому методу и 71,2 по моторному.
Добавки для улучшения качества топлива
Для улучшения детонационной устойчивости моторного топлива, к олигомеризату могут добавляться высокооктановые добавки. Например, в АО Стерлитамакский нефтехимический завод производят метил-трет-бутиловый эфир (МТБЭ) с октановым числом 110 по исследовательскому методу и 105 по моторному.
Возможные улучшения через добавки
Также, в холдинге АО Росхим входит АО Синтез-каучук, где производят высокооктановую добавку абсорбент очищенный с октановым числом 115 по исследовательскому методу. Предлагается использовать эту добавку для улучшения качества бензина АИ-92.
Автомобильный бензин с октановым числом 92,72 п.
В результате компаундирования продукта гидрирования олигомеризата с содержанием олефиновых углеводородов 16 % об. в количестве 0,66 объемных долей, МТБЭ с 0,14 объемными долями и абсорбента очищенного с 0,20 объемных долей расчетным способом по правилу аддитивности получается автомобильный бензин с октановым числом 92,72 п. по исследовательскому методу.
Динамическое колебание рынка
В связи с динамическим колебанием конъюнктуры рынка нефти и продуктов нефтяных и нефтехимических производств оценить технико-экономические показатели предлагаемого способа представляется заведомо ошибочным, и может быть реализован при экономически оправданной маржинальности.
Синтез экологически чистых топлив
Одним из перспективных и распространенных направлений использования легких олефиновых углеводородов, полученных в результате вторичной переработки нефти, является синтез экологически чистых топлив в процессе олигомеризации, в которых содержание серы и ароматических углеводородов составляют минимальные значения.
Снижение содержания олефиновых углеводородов
В соответствии с рассмотренным способом высокое содержание олефиновых углеводородов в олигомеризате может быть снижено до нормируемого значения путем гидрирования. Полученный продукт с остаточным содержанием олефиновых 16 % об. характеризуется октановым числом по исследовательскому методу равным 82,3 п., а по моторному методу – 78,9 п. Доведение продукта до требований бензина марки АИ-92 класса Евро-5 предлагается путем компаундирования с МТБЭ и абсорбентом очищенным.
Литература
Бубеннов С.В., Зайнуллин И.И., Байтеряков В.С., Баширова Г.М. Олигомеризация смесей изопентенов: анализ современного состояния и перспективы развития гетерогенных катализаторов олигомеризации // Сетевое издание Нефтегазовое дело. 2020. № 1. С. 170–194. DOI: 10.17122/ogbus-2020-1-170-194.
Касьянова Л.З., Сафаргалиев И.И., Каримов О.Х. Олигомеризация фракции С4 на цеолитосодержащих катализаторах // Башкирский химический журнал. 2016. Т. 23. № 1. С. 59–62.
Попов А.Г., Ефимов А.В., Иванова И.И. Влияние локализации кислотных центров на дезактивацию цеолита MFI в процессе олигомеризации легких алкенов // Нефтехимия. 2019. Т. 59. № 4. С. 405–409. DOI: 10.1134/S0028242119040166.
Давлетшин А.Р., Ипатова Е.А., Хамзин Ю.А. Сечение межслоевого пространства как один из факторов, определяющих селективность интеркалированных монтмориллонитов в реакциях олигомеризации // Бутлеровское сообщение. 2018. Т. 55. № 7. С. 31–36.
Шевляков Ф.Б., Тимербулатова Г.Ш. Проведение процесса олигомеризации бутан-бутиленовой фракции, содержащей бутадиен // Сетевое издание Нефтегазовое дело. 2022. № 2. С. 155–173.
Крымкин Н.Ю., Федоров А.А., Шураев М.В. Переработка пропанпропиленовой фракции на установке олигомеризации с получением высокооктановых компонентов топлив // Научно-технический вестник ОАО НК Роснефть. 2015. № 1 (38). С. 62–65.
Емельянов, В.Е. Все о топливе. Автомобильный бензин. Свойства, ассортимент, применение. – М: ООО Издательство Астрель, 2003. – 79 с.
Статья о производстве катализаторов в нефтехимии
Ссылка на статью: Бензин из олигомеризата – Neftegaz.RU
История развития производства катализаторов в России
В 1980-х годах правительство СССР осознало важность увеличения глубины переработки нефти и планировало строительство установок каталитического крекинга и гидрокрекинга. Для достижения этой цели было решено закупить технологию и оборудование у ведущих мировых катализаторных компаний.
Были закуплены два проекта:
Производство микросферических катализаторов крекинга мощностью 20 000 тыс. т/г. Технология, проект и оборудование были поставлены японской корпорацией JGC.
Производство катализаторов гидроочистки и гидрокрекинга мощностью 4000 тыс. т/г. Эти катализаторы поставила датская компания Haldor Topsoe.
На базе этого оборудования был построен Стерлитамакский завод катализаторов. В настоящее время эти проекты успешно функционируют на Ишимбайском специализированном химическом заводе катализаторов и в ООО РН-Кат в Стерлитамаке.
Планы развития производства катализаторов в России
Правительство РФ продолжает активно развивать производство катализаторов. Приказом Минэнерго России от 31.03.2015 г. № 210 был утвержден план мероприятий по импортозамещению в нефтеперерабатывающей и нефтехимической отраслях промышленности России.
Также вопросы развития катализаторов для отрасли отражены в приказе Минпромторга России от 07.06.2016 г. № 1868 о внесении изменений в План мероприятий по импортозамещению в отрасли нефтегазового машиностроения Российской Федерации.
Текущее состояние производства катализаторов
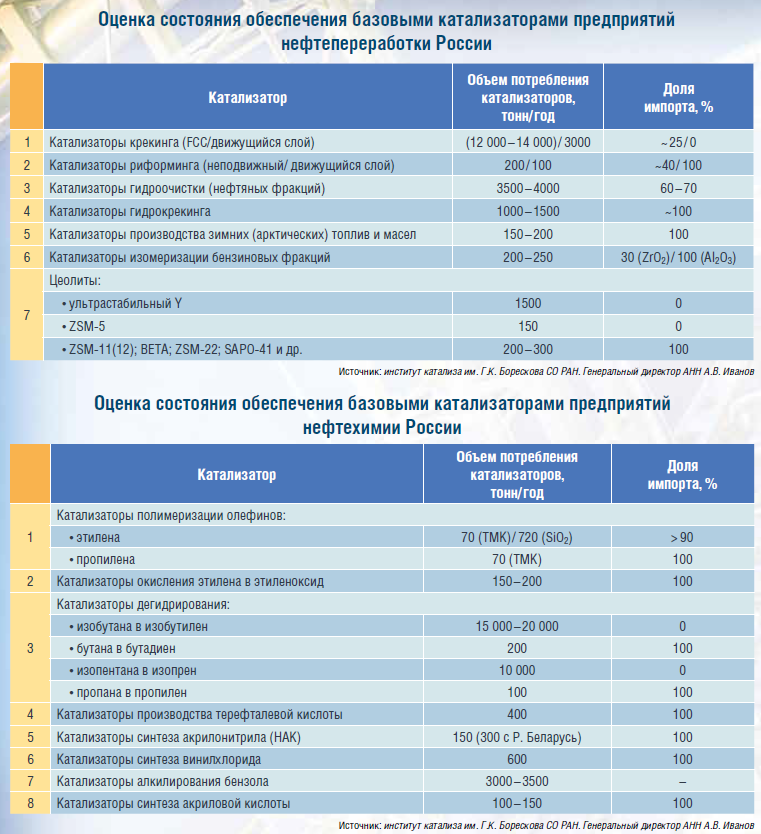
Ассоциация нефтепереработчиков и нефтехимиков (АНН) уделяет внимание развитию катализаторного производства для нефтепереработки и нефтехимии. Вопросы развития этой отрасли обсуждались на многих заседаниях, проведенных в течение последних 20 лет.
В частности, объем потребления катализаторов в России составляет около 60–70 тыс. тонн в год, а объем производимой в стране продукции на основе катализаторов достигает 5–6 трлн рублей в год.
Большим достижением является строительство ПАО «Газпром нефть» в Омске современного катализаторного производства ООО «Газпромнефть – Каталитические системы». Мощность указанного производства – 21 тыс. тонн в год, в том числе:
В решении совещания главных технологов НПЗ 12–15 апреля 2023 г. в г. Кириши отмечено, что в нефтепереработке требуется ускоренное развитие производства отечественных катализаторов для следующих процессов:
ê гидроизодепарафинизация масел;
ê селективная очистка этилена и пропилена;
ê гидроочистка бензина каталитического крекинга;
ê производство водорода;
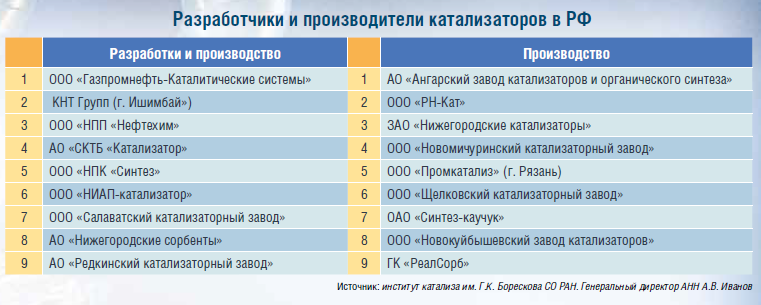
В последние годы большую работу по развитию отечественных катализаторов в области нефтепереработки и нефтехимии провели: ПАО «Газпром нефть», ПАО «НК «Роснефть», АО «СКТБ «Катализатор», ООО «Ишимбайский специализированный химический завод катализаторов».
При этом ООО «НПП Нефтехим», создавшее конкурентоспособный катализатор для изомеризации СИ-2, разработало катализатор для риформинга с непрерывной регенерацией, однако внутри страны он пока не используется.
Особо следует отметить Институт катализа им. Г.К. Борескова СО РАН, который вносит существенный вклад в разработку и внедрение отечественных катализаторов для отрасли.
Однако есть проблемы, которые необходимо решать:
· Российский катализатор риформинга с движущимся слоем не опробован в промышленном масштабе в РФ.
· Алкилирование на твердых катализаторах не внедрено, и катализатор для него не производится.
· Для процессов гидроочистки вакуумного газойля разработан отечественный катализатор (Роснефть, Газпром нефть) и находится в стадии в промышленного испытания.
· Катализаторная система для процесса гидрокрекинга частично разработана (ООО «РН-ЦИР» и ПАО «Газпром нефть»), но не опробована в промышленном масштабе.
Статья «Производство катализаторов для нефтепереработки и нефтехимии в России» опубликована в журнале «Neftegaz.RU» (№9, Сентябрь 2023)
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 8 марта 2022 года; проверки требуют 10 правок.
Общество с ограниченной ответственностью «Научно-производственное предприятие Нефтехим» (ООО «НПП Нефтехим», ранее называлось ПАО «НПП Нефтехим», ОАО «НПП Нефтехим», Краснодарский филиал ВНИИНефтехим, Краснодарский филиал Ленинградского научно-производственного объединения «Леннефтехим», Дочернее АО «Нефтехим») — научно-исследовательская и инжиниринговая компания, специализирующаяся на разработке технологий и катализаторов для получения автобензинов. Основана в 1951 году. Находится в городе Краснодар. Член Ассоциации нефтеперерабочиков и нефтехимиков.
Научно-производственное предприятие «Нефтехим»
Тип Общество с ограниченной ответственностью
Прежние названия 35-й исследовательский цех Краснодарского НПЗ (1951-1958), Отдел нефтехимии Краснодарского ВНИИнефть (1959-1964), Краснодарский филиал ВНИИНефтехим (1964-1992), Краснодарский филиал Ленинградского научно-производственного объединения «Леннефтехим» (1992), Дочернее Акционерное Общество "Нефтехим" (1995-1997), ОАО "НПП Нефтехим" (1997-2015), ПАО "НПП Нефтехим" (2015-2016), ООО "НПП Нефтехим" с октября 2016 года.
Основатели Министерство нефтяной промышленности СССР
Расположение : Краснодарский край, г. Краснодар
Ключевые фигуры Шакун Александр Никитович; Фёдорова Марина Леонидовна
Продукция Разработка и внедрение каталитических технологий, риформинг и изомеризация бензиновых фракций
Число сотрудников 96 (на 2022 год)
Аннотация
Одним из известных и наиболее популярных способов повышения октанового числа является процесс изомеризации легких бензиновых фракций на нефтеперерабатывающих заводах. Для описания данного процесса был смоделирован процесс изомеризации легких бензиновых фракций в программном пакете Aspen Hysys. В ходе проведения эксперимента были получены значения производительности установки, а также путем математического моделирования в программе получен материальный баланс установки. Описана технологическая схема, которая была взята за основу для создания модели в пакете Aspen Hysys. Данная программа позволяет адекватно оценить технологическую среду моделируемого процесса, благодаря чему уменьшается количество ошибок на производстве, что повышает качество и производительность технологического процесса.
изомеризация, моделирование, Aspen Hysys, бензин, октановое число.
Введение
В современном мире большинство видов транспорта в качестве топлива использует бензин. Конечно, существуют и другие виды транспорта, которые используют альтернативные виды энергии в качестве горючего, но транспорт на бензиновом или дизельном топливе все равно занимает лидирующие позиции. Одним из основных параметров бензина является октановое число. С помощью октанового числа можно узнать такие характеристики, как: эксплуатационные свойства, запас хода, стойкость к детонации и так далее. Чем выше будет октановое число, тем лучше детонационная устойчивость, что повышает качество бензина.
Существует множество способов, благодаря которым можно повысить октановое число, поскольку полученный компонент для смешения автомобильного бензина имеет на начальном этапе октановое число около 60 пунктов. Основные способы – это либо добавление специальных присадок, либо же процессы вторичной перегонки на нефтеперерабатывающих заводах, которые на химическом уровне позволяют произвести перегруппировку углеводородов и получить после таких процессов октановое число выше 90 пунктов
Одним из известных и наиболее популярных способов повышения октанового числа является процесс изомеризации легких бензиновых фракций на нефтеперерабатывающих заводах. Изомеризация – это процесс перегруппировки линейных углеводородов путем присоединения в соединения с разветвлённой цепью, которая имеет более высокое октановое число
. В настоящее время существующие установки изомеризации модернизируют с целью получения высококачественного стабильного изомеризата, который будет соответствовать современным экологическим условиям. Для этого чаще всего на установках заменяют в реакторах катализатор на отечественный (например, СИ-2, который позволяет производить его замену спустя 10 лет, что положительно влияет на экономику), а также добавляют в установки изомеризации дополнительные блоки реакторов для увеличения глубины изомеризации . Еще одним из вариантов модернизации установки является изменение в конструкции реактора, например, модернизация распределительной тарелки.
Но так как мир не стоит на месте, многие процессы на нефтеперерабатывающих заводах автоматизированы и человек контролирует все необходимые параметры сидя за компьютером в диспетчерской. Автоматизация процесса изомеризации с помощью моделирования в специальных компьютерных программах позволит с помощью математической модели предложить различные варианты использования установок, на которых получают автомобильные бензины. Благодаря тому, что не нужно на реальных установках изменять входные параметры, очень сильно снижаются производственные и экономические потери. С помощью математической модели можно оперативно оценить необходимость изменения параметров, оценить конечный продукт и возможность внесения изменений в процесс автоматизации технологии. Точность процесса увеличивает производительность предприятия
Данная тема является актуальной, так как благодаря применению специальных программ для моделирования технологических процессов (наиболее известная и часто используемая – это Aspen Hysys) в процессе изомеризации легких бензиновых фракций можно добиться сокращения непосредственного участия человека в процессе, уменьшить затраты на сырье и увеличить выход на качественном и количественном уровне готового продукта.
Цель работы – смоделировать технологический процесс изомеризации в программном пакете Aspen Hysys с получением данных об основных технологических параметрах для дальнейшего анализа и возможного применения на реальных установках.
Программный продукт AspenHysys
позволяет моделировать и оптимизировать химико-технологические процессы и системы, чаще всего применяется в переработке нефти и газа.
Описание технологического процесса изомеризации и моделирование в программе
На рисунке 1 представлена схема оборудования, по которой в дальнейшей будет проводить процесс моделирования.
Исходная фракция поступает на реактор гидроочистки с центральной газофракционирующей установки (ЦГФУ). Сырье I, смешанное с водородсодержащим газом участвует в процессе гидроочистки, после чего в аппарате воздушного охлаждения 2 и холодильнике 3 охлаждается, затем подается на насос 4. Нагревается в теплообменнике 5 и далее через змеевик трубчатой печи 7 поступает в реактор 6, заполненный катализатором.
После реакции изомеризации, парогазовая смесь продуктов реакции охлаждается и конденсируется в аппаратах воздушного охлаждения 2 и водяном холодильнике 3. На верх газового сепаратора 8 поступает водород II, в газовом сепараторе отделяется водородсодержащий газ, который, смешиваясь со свежим водородом и проходит адсорбер 10, заполненный цеолитом для удаления влаги. Осушенный газ поступает на прием компрессора 9, после чего снова отправляется на циркуляцию Нестабильный изомеризат забирается из нижней части сепаратора 8, подогревается в теплообменнике 5 и подвергается стабилизации в колонне 11, из нижней секции которой уходит стабильный изомеризат VII, направляемый на разделение на ЦГФУ, после чего на смешение автобензинов, а с верхней части колонны 11 уходит углеводородный газ VIII в заводскую топливную сеть
В качестве исходных данных при моделировании процесса изомеризации задавались такие параметры, как
начальное давление и температура двух потоков – нестабильного изомеризата и водородсодержащего газа;
компонентный состав двух потоков в мольных долях;
габаритные размеры реактора, температура и давление внутри реактора.
Данные для моделирования учитывались также из паспортов оборудования и технических условий на использование оборудования, которые предоставляются производством.
Выделяется несколько схем проведения изомеризации, но чаще всего прибегают к проведению низкотемпературной изомеризации с применением специальных катализаторов. В данном моделировании за основу был взять катализатор СИ-2, так как он является наиболее лучшим из существующих на рынке
Моделирование процесса изомеризации решается в системе нелинейных одновременно решаемых уравнений.
На рисунке 2 представлена технологическая схема процесса изомеризации, собранная в пакете Aspen Hysys.
По ходу продвижения схемы указывались параметры, а также дополнительно на теплообменниках указывался приход или уход тепла. В начале указано два потока, поступающих в смеситель, состав которых вносился в программу. В схеме установлены два реактора изомеризации, а завершающим оборудованием является сепаратор, обуславливающий, что после отстаивания в нем газожидкостной смеси появляется два потока: 9-й – это водородсодержащий газ, а 10-й – это стабильный изомеризат.
Анализ полученных данных
На рисунке 3 представлено окно программы Aspen Hysys с результатами решения задачи оценки параметров.
В ходе проведения эксперимента с учетом использованных данных была построена имитационная модель схемы установки в программной среде моделирования Aspen Hysys, которая является лицензированной и повсеместно применяется на нефтеперерабатывающих заводах. Такая модель полностью соответствуют установкам на нефтеперерабатывающих заводах и процессам, которые на них происходят. Благодаря процессу моделирования были получены данные о содержании компонентов, входящих в оба потока, а также получена производительность установки исходя из заданных параметров. Программа автоматически проводит математические преобразования согласно заданным параметрам. В дальнейшем, изменяя необходимые параметры, благодаря моделированию можно адекватно оценивать изменение тех или иных характеристик и влияние их на работу установки, и выход исходных продуктов.
Вариант имитационной модели схемы установки в программной среде моделирования Aspen Hysys позволяет с достаточной точностью описать реальную систему. При этом это важно с точки зрения дороговизны и невозможности экспериментировать на реальном объекте; имитации поведения системы в кратчайшее время и невозможности построения исчерпывающей аналитической модели. Предложенная модель соответствует установкам на нефтеперерабатывающих заводах и процессам, которые на них происходят, поскольку в данном моделировании был воспроизведен реальный процесс изомеризации с действующей установки. Такая логика используется в среде моделирования Aspen Hysys на основе соответствующего математического аппарата. Появляется возможность еще перед практическими испытаниями на производстве правильно определить направление эксперимента с выявлением ряда закономерностей технологического процесса.
Заключение
Таким образом, произведено моделирование и оценка работоспособности установки изомеризации легких бензиновых фракций с помощью построения модели в среде Aspen Hysys. Определены параметры работы установки (производительность и количественное содержание компонентов).
Полученная модель может быть модернизирована в зависимости от видов проведения изомеризации, а также изменено оборудование внутри схемы с целью проведения моделирования для анализа работоспособности предложенной технологической схемы. В целом данная модель работоспособна, и может применяться на реальных установках нефтепереработки для контроля параметров на основании паспорта программы, который разрешает программу использовать при решении прикладных задач оценки технологических процессов.
В дальнейшем в работе планируется модернизировать реактор изомеризации, а с помощью модели оценить, насколько изменение в оборудовании будет влиять на производительность и выход целевого продукта.
Дополнительные материалы
Авторы не получали финансовой поддержки для проведения исследования, написания и публикации статьи
Конфликт интересов
Все статьи проходят рецензирование. Но рецензент или автор статьи предпочли не публиковать рецензию к этой статье в открытом доступе. Рецензия может быть предоставлена компетентным органам по запросу.
Информация об авторах
Смоленский филиал Московского энергетического института, Смоленск, Российская Федерация
ELIBRARY AUTHOR ID:884487