
Лаборатория неразрушающего контроля сварки-МДК
- Цены на услуги
- Стоимость услуг по Капиллярному контролю
- Вихретоковый метод
- Разрушающий контроль качества сварных соединений
- Наши услуги
- Искусство безопасности и надежности
- Значимость контроля сварных соединений
- Методы контроля
- Преимущества современных методов контроля
- Контроль сварных соединений
- Важность контроля сварных соединений
- Методы контроля
- Проведение контроля
- Проверка качества сварных швов: важный этап в обеспечении надежности конструкций
- Контрольные мероприятия
- Преимущества дополнительного контроля качества
- Значение контроля качества сварных швов
- Классификация метода капиллярного контроля
- Преимущества метода
- Визуальный контроль сварных соединений
- Технология ультразвукового контроля сварных соединений
- Оборудование, которое применяется в рамках ультразвукового контроля
- Какие дефекты выявляются при визуальном контроле сварных соединений сосудов и их элементов?
- Классификация качества сварных соединений
- Предварительный расчет
- Для чего нужна проверка качества швов сварных соединений
- Конкурентные преимущества нашей компании
- Проверка качества сварных соединений
- Регламент проведения
- Аккредитация испытательной лаборатории Велдинг-НДТ
- В каком объеме требуется выполнить визуальный и измерительный контроль сварных соединений?
- Схемы контроля различных типов сварных соединений
- Часто задаваемые
- Дополнительный контроль качества сварных швов
- Как проверяется уровень качества сварных швов?
- Когда нужна экспертиза сварных
- В каких случаях делается ультразвуковой контроль сварных соединений?
- Преимущества и ограничения примененияметода капиллярного контроля сварных соединений
- Остались вопросы? Мы с радостью на них ответим!
- Заказать визуальный контроль сварных соединений
- Услуги лаборатории неразрушающего контроля
- Входной контроль оборудованияи материалов
- Капиллярный метод
- Значение дополнительного контроля качества сварных швов
Цены на услуги
- Трубопроводы Дн от 219 до 325 мм: 55 000 руб. за 100 стыков
- Трубопроводы Дн от 219 до 325 мм: 60 000 руб. за 100 стыков
- Трубопроводы свыше 325 мм: 600 руб. за 1 м.п. сварного шва или 60 000 руб. за 100 м.п.
- Сварной шов: 60 000 руб за 100 м.п.
- Основной металл: 10 000 руб. за 1 кв. м.
Стоимость услуг по Капиллярному контролю
Минимальные заказы услуг по Капиллярному контролю:
- По Москве: от 12 000 руб.
- По Московской области: от 18 000 руб.
- По Туле и Тульской области: от 35 000 руб.
- Цены указаны без НДС, так как ООО Велдинг-НДТ применяет упрощенную систему налогообложения.
Вихретоковый метод
Способ основан на фиксации изменений в электромагнитном поле, вызванных вихревыми токами в металле. Дефекты изменяют направление вихревых токов, что обнаруживается оборудованием.
Разрушающий контроль качества сварных соединений
Испытания разрушающими методами проводятся в лаборатории на контрольных образцах. Включают механические испытания и металлографические исследования.
Наши услуги
Подробнее об эксперте.
Искусство безопасности и надежности
Сварка имеет критическое значение для безопасности структур. Контроль сварных соединений важен для обеспечения надежности и безопасности.
Значимость контроля сварных соединений
Контроль качества сварочных соединений предотвращает аварийные ситуации и обеспечивает надежность конструкций и установок.
Методы контроля
Различные методы включают в себя визуальный осмотр, ультразвуковой контроль, радиографию, магнитную дефектоскопию и другие специализированные методы.
Преимущества современных методов контроля
Новые методы, такие как роботизированные системы и цифровые рентгеновские системы, обеспечивают более высокую точность и эффективность контроля сварочных соединений.
Контроль сварных соединений
Контроль сварных соединений – это неотъемлемый шаг в обеспечении безопасности и качества в промышленности. Тщательный контроль, поддерживаемый современными технологиями, не только гарантирует надежность сварки, но и способствует устойчивости конструкций и сооружений. В результате, снижается риск аварийных ситуаций и улучшается общая безопасность производства, что делает контроль сварных соединений незаменимым элементом в современной промышленности.
Важность контроля сварных соединений
Контроль сварных соединений является важной частью процесса производства и обеспечения безопасности конструкций из кипящей стали. Повреждения и дефекты сварных соединений могут привести к серьезным последствиям, поэтому необходимо обращать особое внимание на их контроль.
Основные повреждения и дефекты сварных соединений могут возникать в конструкциях из кипящей стали, а также в швах, изготовленных с помощью электродов с ионизирующей обмазкой. Эти швы имеют бугристую, неровную и сильно окисленную поверхность, что делает их более подверженными различным повреждениям.
Методы контроля
Одним из основных методов контроля сварных соединений является визуальный контроль, при котором специалисты проводят осмотр сварных соединений на предмет наличия дефектов. Этот метод является простым и эффективным способом выявления поверхностных дефектов, таких как трещины, вмятины и различные неровности.
Еще одним важным методом контроля сварных соединений является ультразвуковой контроль, который позволяет выявлять внутренние дефекты, такие как пузыри воздуха, трещины и поры. Этот метод обеспечивает более глубокий и детальный анализ сварного шва, что делает его особенно полезным при работе с конструкциями из кипящей стали.
Проведение контроля
Визуальный и измерительный виды контроля наплавок (сварных соединений) осуществляется при выполнении наплавочных (сварочных) работ и на этапе приемосдаточного контролирования готовых сварных соединений. При контроле многослойного сварного соединения, визуальный контроль и фиксирование его итогов могут осуществляться после производства каждого слоя (послойное визуальное контролирование в ходе сварки).
Послойное визуальное контролирование в ходе сварки осуществляется при невозможности выполнения радиационного или ультразвукового контроля, и согласно требованию Заказчика, или же на основании проектно-технологических документов.
Проверка качества сварных швов: важный этап в обеспечении надежности конструкций
При послойном визуальном контроле в ходе сварки выявляются недопустимые поверхностные недостатки, такие как включения, поры, трещины, прожоги, усадочные раковины, свищи, несплавления, наплывы, грубая чешуйчатость и другие. Обнаруженные недостатки должны быть устранены перед началом сварки следующего слоя шва.
На основании требований Заказчика или согласно проектно-технической документации, сварные соединения, произведенные с послойным визуальным контролем, требуют дополнительного контроля магнитопорошковой или капиллярной дефектоскопией на доступных зонах.
Контрольные мероприятия
В изготовленном сварном соединении следует провести контроль измерительных параметров наплавок и сварных соединений (ширина и высота шва сварки, параметры катетов углового шва, чешуйчатость шва и т. д.) в зонах шва, где допустимость этих показателей под сомнением после проведенного визуального контроля.
Преимущества дополнительного контроля качества
Дополнительный контроль качества сварных швов играет критическую роль в обеспечении надежности и безопасности конструкций. Эффективное использование методов контроля позволяет избежать потенциальных проблем, обеспечивая долговечность и высокую производительность сварных соединений.
Значение контроля качества сварных швов
Сварные соединения играют важную роль в промышленности, поэтому обеспечение их качества имеет первостепенное значение. Для гарантии высокого уровня качества сварочного соединения необходимо проводить дополнительный контроль, который поможет выявить и устранить любые дефекты или несоответствия.
Одним из основных методов дополнительного контроля является визуальный осмотр сварочного соединения. Этот метод анализирует внешний вид шва, его размеры, форму, наличие дефектов. Также используются методы неразрушающего контроля, такие как ультразвуковой, радиографический, магнитный и другие, которые позволяют выявить скрытые дефекты и гарантировать высокое качество сварочных соединений.
Контроль качества сварных соединений имеет решающее значение для надежности и безопасности конструкций и оборудования. Поэтому внимательный контроль качества сварных швов является необходимой частью производственного процесса, где применяется сварка. Он обеспечивает соответствие конструкций и оборудования стандартам, повышает их надежность и долговечность, а также снижает риски возникновения аварийных ситуаций.
Дополнительный контроль качества сварных швов является необходимым этапом в процессе производства и обслуживания промышленных конструкций. Он помогает гарантировать безопасность и эффективность использования оборудования и сооружений, а также снижает вероятность возникновения аварийных ситуаций.
Показатели, подвергающиеся проверке на качество, следующие:
соответствие значений плотности и целостности металла шва и окружающей поверхности.
Проверка механических показателей доступна только при разрушающем контроле. Большинство же значений несоответствий материала, наличие дефектов шва и металла обнаруживается методами неразрушающего контроля качества. Эксплуатационная надежность зданий, сооружений, конструкций, трубопроводов, металлоконструкций находится в прямой зависимости от качества проведения сварочных работ.
Надежность будущей эксплуатации сварного шва зависит от ряда показателей:
Соответствие комплекса данных мероприятий позволит создать шов, соответствующий эксплуатационным качествам металлического сооружения.
Своевременное проведение контроля за качеством сварного шва позволяет избежать ряда проблем.
Случается, что исходя из материальных предположений о проведении профессиональной диагностики вспоминают при необходимости составления актов, или только при фактической завершенности строительства сооружения. Это создает временную иллюзию экономии. Стоит принимать во внимание, что по завершении строительства объекта зачастую становится невозможным добраться до некоторых частей сооружения. К тому же несвоевременно обнаруженный дефект сварных соединений может потребовать значительных расходов на его исправление.
Намного мудрее и грамотно своевременно вызвать специалиста со специальным оборудованием для дефектоскопического обследования, и выявлять возможные нарушения.
Классификация метода капиллярного контроля
Способы капиллярной проверкисварных соединений подразделяются на основные и комбинированные. Последние используются совместно с двумя и более методами НК сварных швов: магнитным, электроиндукционным, электростатическим и др. Комбинация зависит от характера воздействия на исследуемую поверхность объекта.
Основные методыкапиллярного контроля делятся на следующие категории:
Выбор способадефектоскопии зависит от толщины исследуемого материала, нагрузки на него во время испытаний, вида сплава, так как некоторые металлы склонны к образованию трещин, поэтому требуют особого внимания.
Преимущества метода
Дефектоскопия с помощью ультразвуковой методики крайне удобна. Ее можно проводить как в лаборатории, так и непосредственно на месте. При этом не нужно делать остановку производственных работ или подачу ресурсов. Проводить исследование можно даже в условиях эксплуатации изделий.
Методика отличается мобильностью и оперативностью диагностики. При этом не имеет серьезные временные или денежные затраты. Среди других преимуществ дефектоскопии материалом стоит выделить:
Среди недостатков стоит выделить необходимость в высоком качестве оборудовании и экспертном уровне самого специалисты. Проводить диагностику могут исключительно компании и лаборатории, прошедшие соответствующую аттестацию и аккредитацию.
Доцент кафедры МТ-7 “Технологии сварки и диагностики” МГТУ ИМ. Н.Э. Баумана
Визуальный контроль сварных соединений
Визуально-измерительный контроль качества сварных соединений – обязательный этап проверки швов, полученных методом сварки. Это не единственный способ оценки, но самый простой, доступный и применяется во всех сферах.

Технология ультразвукового контроля сварных соединений
В технологию ультразвукового контроля сварных соединений входит выполнение следующих действий:
Оборудование, которое применяется в рамках ультразвукового контроля
При проведении ультразвукового контроля сварных соединений используются следующие виды оборудования:
Используемое для диагностики оборудование должно иметь все необходимые сертификаты качества. Также важно наличие высокой точности устройств и приборов.
Какие дефекты выявляются при визуальном контроле сварных соединений сосудов и их элементов?
При визуальном контроле сварных соединений сосудов и их элементов могут быть обнаружены различные дефекты, которые могут привести к потенциальным проблемам в работе оборудования и даже к аварийным ситуациям.
1. Поры. Поры представляют собой воздушные или газовые полости в сварном шве, которые могут быть видны визуально или с помощью специального оборудования. Поры могут снижать прочность сварного соединения и увеличивать вероятность его разрушения.
2. Шлаковые включения. Шлаковые включения возникают при неправильной технологии сварки и представляют собой остатки шлака, которые остаются в сварном шве. Они также могут уменьшать прочность сварного соединения и вызывать его разрушение.
3. Непроплавы. Непроплавы возникают, когда некоторые участки сварного шва не проплавлены до конца, что также может уменьшить прочность сварного соединения. Визуальный контроль позволяет выявить такие непроплавы и принять меры по их устранению.
4. Недостаточное проникновение. Этот дефект проявляется в случаях, когда сварной шов не достаточно проник в основной металл. Это также может снизить прочность сварного соединения и создать условия для разрушения.
5. Клубни и задиры. Клубни и задиры возникают при неправильной технике сварки и представляют собой выступы и острые углы в сварном шве, которые могут стать источником напряжений и вызвать разрушение соединения.
Все эти дефекты могут быть выявлены с помощью визуального контроля сварных соединений, что позволяет своевременно принимать меры по их устранению и обеспечивать надежность и безопасность работы оборудования. Поэтому проведение визуального контроля сварных соединений является важной составляющей процесса обеспечения качества и безопасности в промышленности.
Строительная лаборатория
Визуально-измерительный контроль сварных соединений
Визуальный (ВИК) и ультразвуковой контроль качества сварных швов и соединений, дефектоскопия, георадарное обследование
Визуальный контроль сварных соединений
Испытание бетона на прочность
Контроль сварных швов
Контроль сварных швов трубопроводов
Неразрушающий контроль сварки, качества сварных соединений, контроль бетона
Неразрушающий контроль сварных соединений трубопроводов
Определение прочности бетона – испытание бетона на прочность с помощью ультразвука
Оценка влияния вибрации от оборудования
Проверка сварных швов
Проверка сварочных швов
Ультразвуковая дефектоскопия сварных швов
Ультразвуковой контроль бетона – УЗК
Ультразвуковой контроль металла
Ультразвуковой контроль сварных соединений
Ультразвуковой контроль сварных швов
Металл стоимость от 39 тыс./рублей
Ультразвуковой контроль сварного шва1 п.м2 600
Визуально-измерительный контроль (ВИК)1 п.м360
Бетон стоимость от 39 тыс./рублей
Определение прочности бетона методом УЗК1 точка3 500
Поиск арматуры1 кв.м3 500
Отбор образцов (керн.)1 шт.15 500
Превосходство ультразвукового контроля сварных швов, ВИК и метода УЗК в строительстве
Эффективность и надежность: ультразвуковой контроль и измерения в строительной лаборатории
Когда дело касается строительства, надежность и безопасность играют ключевую роль. В стремлении обеспечить высочайший уровень качества работ, строительная лаборатория предлагает уникальные и передовые технологии контроля, среди которых ультразвуковой контроль сварного шва, визуально-измерительный контроль (ВИК), определение прочности бетона методом УЗК, поиск арматуры и отбор образцов (керновый). Эти инновационные методы помогают обеспечить непрерывное качество конструкций и материалов, удовлетворяя самые высокие стандарты отрасли.
Ультразвуковой контроль сварных швов – это одна из ключевых технологий, обеспечивающих непрерывный мониторинг качества сварных соединений. Наша строительная лаборатория предлагает высокоточное сканирование сварных швов с использованием передовых ультразвуковых методов, обеспечивая безопасность и надежность конструкций.
Визуально-измерительный контроль (ВИК) является неотъемлемой частью процесса контроля качества. Мы предлагаем интегрированные методы, позволяющие проводить точные исследования поверхности материалов с разрешением на уровне под микроскопа, обеспечивая тем самым выявление мельчайших дефектов и повреждений.
Метод УЗК для определения прочности бетона представляет собой надежный и безопасный способ оценки структурных качеств бетонных конструкций. Мы предлагаем передовые технологии, которые позволяют проводить точные измерения без нарушения целостности объекта, обеспечивая самый высокий уровень надежности и точности.
Благодаря использованию передовых методов поиска арматуры, наша лаборатория обеспечивает оперативное и точное определение местонахождения арматурных стержней в железобетонных конструкциях, что является важным этапом в обеспечении безопасности и надежности сооружений.
Отбор образцов (керновый) представляет собой не менее важный этап в контроле качества материалов. Наша лаборатория предлагает высокоточное извлечение образцов, обеспечивая точные анализы, которые важны для поддержания структурной надежности и долговечности конструкций.
Строительная лаборатория остается верным партнером в обеспечении самого высокого уровня качества работ по контролю и измерению в строительстве. Наши передовые технологии и высококвалифицированные специалисты гарантируют безопасность, надежность и долговечность ваших проектов.
Строительство склада цена
Разрешение на строительство
Ввод в эксплуатацию
Точные обмеры 3D
Классификация качества сварных соединений
Качество сварных соединений классифицируется в соответствии с СТО 02494680-0046-2005 и делится на три категории:
Предварительный расчет
Выезд в пределах МКАД:
От 7 дней*
Предварительный договор на оказание услуг ООО "ТРИАДА ЭКСПЕРТ" DOCX, 0.2 МБ
* сроки исполнения зависят от сложности оказываемой услуги ** перечень основных документов, выдаваемых клиенту при оказании услуги
Для чего нужна проверка качества швов сварных соединений
РД (рабочая документация) – это документ, который определяет требования к выполнению работ по проверке качества сварных соединений. В РД указываются виды и объемы неразрушающего контроля, а также необходимое оборудование и приборы для его проведения. Кроме того, предусматриваются требования к персоналу, выполняющему неразрушающий контроль.
К неразрушающему контролю сварных соединений относятся следующие методы:
Выбор метода неразрушающего контроля зависит от множества факторов, включая тип сварного соединения, материалы, условия работы и требования заказчика. Также для достижения наилучших результатов может быть применена комбинация разных методов контроля.
Оставьте заявку на сайте, наши специалисты свяжутся с Вами в ближайшее время и проконсультируют по всем вопросам.
Конкурентные преимущества нашей компании
Если вам требуется провести проверку качества сварных швов, обращайтесь в компанию «Триада Эксперт». Мы специализируемся на строительных экспертизах всех видов и гарантируем полноту и объективность предоставленной заказчику информации. В числе наших преимуществ:
Проверка качества сварных соединений
Сварка – один из наиболее распространенных методов соединения металлических конструкций. Однако, чтобы сварные соединения были надежными и безопасными, требуется проводить проверку их качества. Контроль качества сварных соединений является важной составляющей процесса изготовления, а также обслуживания и ремонта различных металлоконструкций. Нарушение же технологии грозит серьезными последствиями, включая разрушение конструкции.
Регламент проведения
Такой вид контроля выполняется в строгом соответствии регламента, который рекомендован специалистами. Данные требования установлены в ГОСТе 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые». Регламент можно использовать при сварочных соединениях стыкового, углового, нахлесточного и таврового типа.
Работа ультразвукового контроля сварных соединений проводится в следующем порядке:
При диагностике важно, чтобы поверхность была без видимых повреждений, а несплошности шва, которые заметны взглядом, полностью отсутствовали.
Аккредитация испытательной лаборатории Велдинг-НДТ
Испытательная лаборатория ООО аккредитована в качестве технически компетентной лаборатории и соответствует требованиям ГОСТ ИСО/МЭК 17025-2019, проводит испытания арматуры, сварных соединений, основного металла, болтов по ГОСТ, ASTM, ISO, NACE
В каком объеме требуется выполнить визуальный и измерительный контроль сварных соединений?
Контроль сварных соединений играет ключевую роль в обеспечении качества и безопасности конечного продукта. Однако, вопрос о том, в каком объеме требуется выполнить визуальный и измерительный контроль сварных соединений, может вызвать некоторые затруднения. Давайте разберемся, как определить оптимальный объем контроля для обеспечения высокого качества сварных соединений.
Первоначально следует учитывать тип сварных соединений и их потенциальное воздействие на безопасность и надежность конечного изделия. Например, для соединений, работающих в условиях повышенного давления или температуры, как в случае с давле- и теплотрубами, рекомендуется проводить более строгий контроль.
Для начала, визуальный контроль является неотъемлемой частью процесса контроля сварных соединений. Визуальный контроль позволяет выявить поверхностные дефекты, такие как трещины, поры, разлития сварного шва, неправильное его формирование и т.д. Определение объема визуального контроля зависит от размера и сложности сварного соединения, типа материалов, условий эксплуатации и требований стандартов.
Измерительный контроль, в свою очередь, позволяет оценить размеры и геометрические параметры сварного соединения, а также качество сварного шва. Определение объема измерительного контроля напрямую зависит от функциональной нагрузки, стандартов качества и критических параметров конструкции.
Необходимо также учитывать предыдущий опыт и результаты контроля для анализа потенциальных рисков и принятия решения о необходимом объеме контроля для конкретного случая.
В целом, оптимальный объем контроля сварных соединений определяется комбинацией требований стандартов, особенностей конструкции, типа материалов, условий эксплуатации и рисков, связанных с потенциальными дефектами. Важно проводить адекватную оценку и принимать обоснованные решения для обеспечения высочайшего качества сварных соединений и безопасности конечного продукта.
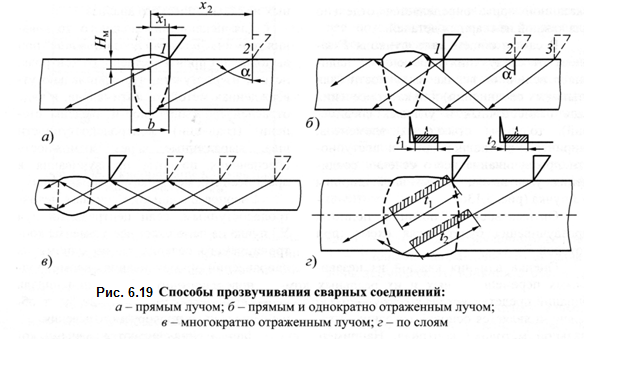
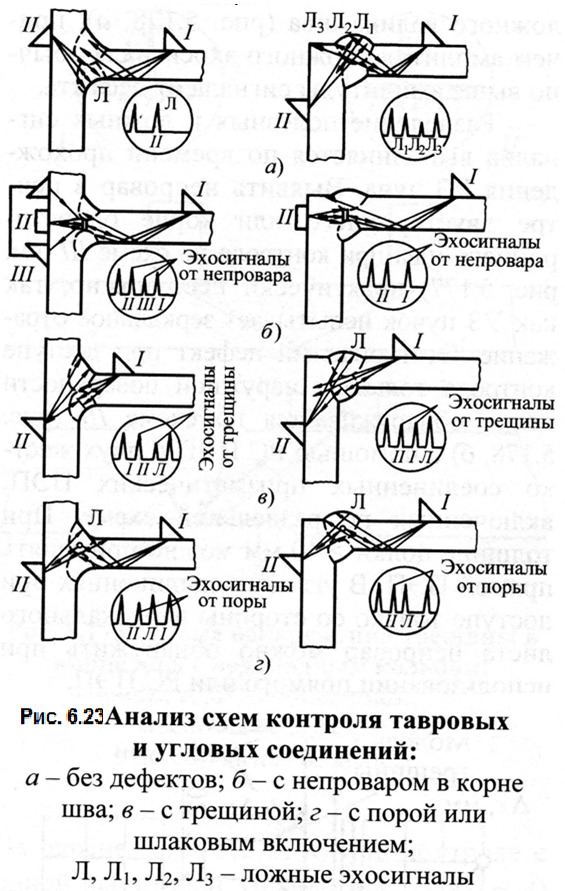
Схемы контроля различных типов сварных соединений
Для того чтобы убедиться в качестве сварных соединений, необходимо исследовать их ультразвуком. Для этого в свариваемый металл через основной металл вводятся колебания с помощью наклонных искателей. Тип искателя, метод зондирования и способ его перемещения зависят от размера и характера сварного соединения, а также от вида имеющихся в нем дефектов.
Угол ввода колебаний должен быть таким, чтобы расстояние между искателем и швом было как можно меньше, а направление луча было как можно ближе к нормальному. Это обеспечит максимальную площадь возможных дефектов. Таким образом, двойной или многократно отраженный луч используется в тех случаях, когда размеры валика для усиления шва не позволяют проверить шов прямым или однократно отраженным лучом при оптимальном угле ввода луча.
Часто задаваемые
Зачем нужна экспертиза сварных швов?
Проверка качества швов обеспечивает своевременное выявление невидимых глазу повреждений, и принять меры для их устранения. Экспертиза проводится при возникновении спорных ситуаций между сторонами, когда предметом спора является качество и соответствие действующим нормативам одного или нескольких сварных швов. Заключение эксперта также требуется при авариях, повреждениях, разрушениях, предположительно вызванных некачественной сваркой, отсутствием контроля сварочных работ, низкой квалификацией сварщика.
Какие дефекты может обнаружить эксперт при исследовании сварных швов?
В первую очередь эксперт обращает внимание на дефекты, снижающие прочность и герметичность сварного соединения, делающие эксплуатацию объекта или изделия невозможной или небезопасной. В ходе экспертизы специалист выявляет наличие трещин, свищей, несплавление, сколов, непроваров, газовых полостей, инородных включений, нарушение сплошности, неудовлетворительную зачистку, а также оценивает отклонение от установленных нормативными документами геометрии и профиля шва.
Какие методы используются для проведения экспертизы сварных швов?
Специалисты «МОС-ЭКСПЕРТ» для проверки швов используют общепринятые методики: визуально-измерительный контроль, неразрушающие и разрушающие методы. К неразрушающим относят УЗ-контроль, магнитную порошковую дефектоскопию, радиационный, вихревой, акустический, электрический и капиллярный метод. К разрушающим методам относят механические испытания, макро- и микроструктурный анализ.
Как регламентируется применение выбранной методики?
Выбранные методы контроля реализуются в соответствии с действующими стандартами и рекомендательными документами: – ультразвуковой контроль по ГОСТ 17640-2016; – радиографический контроль по ГОСТ 7512-82; – магнитно-порошковый контроль по ГОСТ 17638-2018; – визуально-измерительный контроль с учетом РД 03-606-03.
Какие документы получает заказчик после проведения экспертизы?
Итоговый документ – заключение эксперта о соответствии или несоответствии исследуемого шва действующим нормативам. Заключение включает протоколы испытаний, перечень выявленных дефектов, рекомендации по их устранению. К отчету прикладываются копии сертификатов используемого оборудования, копии аттестатов эксперта.
Заполните форму и получите коммерческое предложение
Центр имеет собственную лабораторию неразрушающего контроля строительных материалов, механики грунтов и промышленной безопасности.
Московский центр строительной экспертизы оснащён самым современным сертифицированным специализированным лазерным и электронным диагностическим оборудованием, лицензированным программным обеспечением.
Заполните форму ниже и мы закрепим за вами скидку
Дополнительный контроль качества сварных швов
Сварные швы играют ключевую роль в обеспечении прочности и надежности металлических конструкций. Для обеспечения высокого качества сварных соединений необходимо использовать дополнительные методы контроля. Эти методы позволяют выявить дефекты и гарантировать соответствие сварных швов установленным стандартам.
Как проверяется уровень качества сварных швов?
Контроль качества сварных швов играет важную роль в обеспечении безопасности и надежности различных сооружений, машиностроительных изделий и других конструкций. На сегодняшний день существует ряд методов для проверки уровня качества сварки, которые основаны на требованиях ГОСТов и других нормативных актов.
Одним из основных методов контроля качества сварных швов является визуальный осмотр. Специалисты осматривают сварной шов с помощью специальных инструментов, оценивают его внешний вид и соответствие требованиям по форме, размеру и гладкости. В случае обнаружения дефектов, проводится дополнительная проверка с использованием других методов контроля.
Другим распространенным методом является радиографический контроль. Этот метод основан на использовании рентгеновских лучей или гамма-излучения для получения изображений внутренней структуры сварного шва. По этим изображениям специалисты могут выявить различные дефекты, такие как поры, трещины, неплавления и другие отклонения от стандартов.
Также для контроля качества сварных швов применяется ультразвуковой метод. С его помощью специалисты могут обнаружить различные дефекты внутри материала, такие как пустоты, включения и другие аномалии. Этот метод особенно полезен для проверки сварных швов в труднодоступных местах или при работе с толстыми металлическими конструкциями.
После проведения всех необходимых измерений и испытаний специалисты подготавливают акт и протокол испытаний, содержащий в себе результаты проверки и оценку уровня качества сварного шва. Эти документы являются основой для принятия решения о пригодности сварного соединения к эксплуатации.
Контроль качества сварных швов является важным этапом в процессе производства и обслуживания металлических конструкций. Он позволяет выявить и устранить дефекты, обеспечивая надежность и безопасность использования различных изделий и сооружений.
Когда нужна экспертиза сварных
Цель экспертизы сварных швов – установление их соответствия действующим нормам в зависимости от назначения, условий эксплуатации, проектных требований. Проверка качества соединений выполненных сваркой требуется для ответственных трубопроводов, металлоконструкций, оборудования. Экспертиза необходима при возникновении спорной ситуации относительно качества сварного шва, а также при авариях, простоях, вызванных ненадлежащим качеством сварных соединений.
«МОС-ЭКСПЕРТ» проводит экспертизу сварных швов следующих объектов:
В каких случаях делается ультразвуковой контроль сварных соединений?
Ультразвуковой контроль сварных соединений – это один из наиболее точных и эффективных методов обнаружения дефектов в сварных соединениях. Этот вид контроля применяется в тех случаях, когда необходимо гарантировать высокую надежность и безопасность сварных конструкций.
Ультразвуковой контроль сварных соединений особенно важен в следующих случаях:
1. Контроль критически важных соединений. В случае, если сварные соединения являются частью конструкции, определяющей безопасность объекта или оборудования, такой как трубопроводы, резервуары, балки или болты, ультразвуковой контроль необходим для обеспечения высокой надежности и предотвращения возможных аварий.
2. При необходимости обнаружения микротрещин и других дефектов. Ультразвуковой контроль обладает способностью обнаруживать даже мельчайшие дефекты в сварных соединениях, такие как трещины, пустоты, включения и другие неоднородности.
3. При контроле толщины материала. Ультразвуковой метод позволяет определять толщину сварного шва или основного металла, что важно для выявления износа или коррозии.
4. При необходимости повторного контроля. Ультразвуковой метод контроля можно использовать для проверки сварных соединений перед повторной эксплуатацией или в случае, если после проведения других видов контроля было выявлено подозрение на наличие дефектов.
Все эти случаи свидетельствуют о важности применения ультразвукового контроля сварных соединений для обеспечения безопасности и надежности сооружений и оборудования. Точность и высокая эффективность этого метода делают его неотъемлемой частью контроля качества сварных работ.
Преимущества и ограничения примененияметода капиллярного контроля сварных соединений
Капиллярный контроль имеет ряд преимуществ перед другими методами проверки качества сварки. Он позволяет обнаруживать мелкие дефекты, которые незаметны невооруженным глазом, обеспечивает высокую чувствительность испытания, а также помогает визуализировать повреждения для более точной оценки их размера и характеристик.
Ограничения применения методики связаны с необходимостью поверхностной подготовки, что может быть трудоемким процессом. С его помощью можно обнаружить только те дефекты, которые выходят на поверхность. Другой проблемой может быть сложность интерпретации результатов и ошибочная классификация повреждений.
Если по каким-то причинам полученные результаты оказались неудовлетворительными, допускается повторение процедуры с применением той же технологии и индикаторов. При этом важно — хорошо очистить поверхность от предыдущих пенетранта и проявителя.
Остались вопросы? Мы с радостью на них ответим!
Обследование сетей водоснабжения, хозяйственно-бытовой канализации, ливневой канализации, теплоснабжения жилого дома
Объект: Московская область, Одинцовский район, деревня Жуковка, КП «Кантри-Про»
Заказчик: ООО «Алекс Фитнес
Заказчик: ООО «Алекс Фитнес»
Цели и задачи обследования:
Экспертиза выполненных строительно-монтажных работ по внутренним сетям холодного и горячего водоснабжения, хозяйственно-бытовой и ливневой канализации, отопления, теплых полов жилого дома требованиям проектной и нормативно-технической документации. Обследование инженерных систем:
Аудит работ по устройству фасада и стяжки на террасе строящегося дома
Объект: Московская область, Одинцовский район дер. Солослово, КП «Лайт Хаус»
Заказчик: Частное лицо
Цель работ: определить объемы и качество выполненных работ по устройству фасада и стяжки на террасе.
Проведение исследования включает в себя следующие виды работ:
Обследование здания ГБУЗ «Городская поликлиника № 62 Департамента здравоохранения г. Москвы»
Объект: г. Москва, ул. Куусинена, вл. 6Б
Заказчик: ООО «ГЛАВКАПСТРОЙ»
Цель работы: определение возможности устройства фасадной системы «NordFOX MLV-v-20» с облицовкой комплектами преднапряженных стеклофибробетонных облицовочных панелей и декоративных изделий (производство Концерн КРОСТ) на наружных стенах здания поликлиники, с выдачей соответствующего Заключения
Обследование здания ГБУЗ «Городская поликлиника №180 Департамента здравоохранения г. Москвы» филиал №4
Объект: г. Москва, ул. Дубравная 41
Заказать визуальный контроль сварных соединений
Главная задача осмотра сварных соединений специалистом – подтвердить, соответствуют они ГОСТ, технической документации или нет. Простые манипуляции выявляют большинство ошибок, дефектов из-за неправильного выполнения работ по сварке. После осмотра принимают решение о допуске объекта к эксплуатации, доработке или переплавке, списании как брака. Визуальный контроль необходим для оценки работ по устранению ошибок.
Визуальный контроль сварных соединений – простой и быстрый метод контроля, поэтому его используют во всех сферах, где применяют сварку. Наиболее востребован способ в сферах::
Метод необходим при ремонтных и аварийных работах, реставрации и везде, где ведется сварка. Заказать контроль сварных соединений можно в испытательной лаборатории Беларуси “Сфера технической экспертизы” по телефону (А1) +375 44 720-16-02.
Услуги лаборатории неразрушающего контроля
от 1000 руб. за 1 образец
Входной контроль оборудованияи материалов
При проведенииконтроля сварных соединений следуют требованиям, указанными в ГОСТ 18442-80. Согласно его положениям необходимо:
Результаты визуального и капиллярного контроля анализируются и заносят в протокол. После завершения мероприятий объект полностью очищают водой или растворителем, обдувают песком или другим абразивным составом.
Капиллярный метод
Используется для проверки герметичности металлических трубопроводов и поиска трещин, раковин, свищей, сквозных отверстий и прочих несплошностей. Для поиска дефектов применяются пенетранты – специальные составы с хорошими проникающими свойствами.
Значение дополнительного контроля качества сварных швов
Дополнительный контроль качества сварных швов имеет решающее значение для обеспечения безопасности и надежности в различных отраслях, включая строительство, производство и инфраструктуру. Недостатки в сварных соединениях могут привести к серьезным авариям и несчастным случаям, поэтому внимание к этому вопросу крайне важно.