
- Ситуационный подход
- Заключение
- Развитие электронного микроскопа
- История развития электронного микроскопа
- История качества продукции
- Законы Хаммурапи
- Университет Падуи
- Петр I и стандарты качества
- Системы контроля качества
- Истема Тейлора
- Истема Шухарта. Качество продукции как стабильность процессов
- 2 ПРИЧИННО СЛЕДСТВЕННАЯ ДИАГРАММА (диаграмма Исикавы)
- Старейшины и вожаки
- О сути менеджмента
- Некоторые дисциплины, относящиеся к биотехнологии
- Вклад Навуходоносора
- Жрецы-фискалы
- Когда нужен бенчмаркинг
- Глобальное управление
- Законы Хаммурапи
- Плюсы и минусы бенчмаркинга
Ситуационный подход
Ситуационный подход предполагает адаптацию методов и стратегий управления к конкретной ситуации. Он основывается на понимании того, что каждая ситуация уникальна и требует особого подхода. Важно учитывать внешние и внутренние факторы, которые могут повлиять на принятие решений.
Ситуационный подход включает в себя анализ текущей ситуации, определение целей и приоритетов, выбор наиболее эффективного способа действия и контроль за выполнением поставленных задач. Он подразумевает гибкость и адаптивность, что позволяет быстро реагировать на изменения и достигать поставленных целей.
Ситуационный подход может быть полезен в различных областях управления, таких как производство, маркетинг, финансы и управление персоналом. Он позволяет эффективно использовать ресурсы компании, минимизировать риски и улучшить результаты деятельности.
Заключение
Бенчмаркинг и ситуационный подход – это два эффективных инструмента управления, которые позволяют компаниям быть конкурентоспособными и успешными на рынке. Правильно примененные, они помогают выявить сильные и слабые стороны бизнеса, оптимизировать процессы и достичь поставленных целей.
Рекомендуется использовать оба подхода в комбинации, чтобы получить максимальную пользу. Современное управление требует гибкости, инноваций и постоянного совершенствования. Бенчмаркинг и ситуационный подход могут стать надежной опорой для развития бизнеса и достижения успеха.
Развитие электронного микроскопа
Наконец, шестая управленческая революция прошла во второй половине XX века. Чаще всего ее называют тихой революцией.
Она была вызвана тем, что в условиях быстрого технического прогресса и стремительного развития общества прежние рационалистические принципы менеджмента теряли свою эффективность, поскольку сковывали творческие силы отдельных работников и трудовых коллективов.
Не позволяли компаниям быстро приспосабливаться к меняющимся внутренним и внешним условиям. На том этапе к переменам начали постепенно привыкать.
Появились более гибкие методы управления, ситуационный менеджмент, заблаговременный поиск проблем и нестандартные способы их решения.
Шестую революцию также называют менеджерской. Класс собственников-акционеров заменили управленцы-менеджеры, которые сосредоточили в своих руках полный контроль над капиталами и производством.
История развития электронного микроскопа
1897 — Томсон (J. J. Thomson) открыл электрон.
1924 — Де Бройль (de Broglie) предположил существование у электрона волновых свойств.
1926 — Буш (Busch) продемонстрировал возможность фокусировки электронного потока с помощью магнитных линз цилиндрической формы, положив начало электронной микроскопии.
1931 — Р. Руденберг получил патент на просвечивающий электронный микроскоп; в 1932 году М. Кнолль и Эрнст Руска построили первый прототип современного прибора.
1935 — Кнолль (Knoll) описал принцип работы сканирующего электронного микроскопа. Позднее, в 1938, Ардене (Von Ardene) создал прототип такого микроскопа.
1939 — Сименс (Siemens) создал первый просвечивающий электронный микроскоп.
Конец 1930-х – начало 1940-х годов — появились первые растровые электронные микроскопы, формирующие изображение объекта при последовательном перемещении электронного зонда.
1944 — Уильямс и Виков (Williams, Wyckoff) создали метод оттенения металлом.
1945 — Портер, Клод и Фуллам (Porter, Claude, Fullam) применили электронную микроскопию в цитологии, изучая фиксированные клетки и ткани после окрашивания.
1948 — Пиз и Бэйкер (Pease, Baker) получили тончайшие срезы био-образцов – около 0,1-0,2 мкм.
## — Паладе, Портер и Шестранд (Palade, Porter, Sjostrand)
Создали новые способы фиксации и приготовления тонких срезов, что впервые позволило увидеть многие внутриклеточные структуры. В числе первых эти методы применил Хаксли (Н. Е. Xuxley) , чтобы получить доказательства в пользу гипотезы скользящих нитей, которая описывает механизм сокращения мышечной ткани. Хаксли продемонстрировал перекрывающиеся сети белковых филаментов миоцитов.
## — Портер и Блюм (Porter, Blum)
Спроектировали ультрамикротом.
## — Глауэрт (Glauert)
Вместе с сотрудниками применили смолу аралдит в качестве средства фиксации микропрепаратов. В 1961 Люфт (Luft) предложил использовать смолу эпон.
## — Робертсон (Robertson)
Описал трехслойное строение клеточной мембраны.
## — Мур и Мюреталер (Moor, Muhlethaler)
Улучшили метод замораживания-скалывания Стира (Steere). В 1966 г. Брентон (Branton) применил этот метод для изучения внутреннего строения мембран клеток.
## — Бреннер и Хорн (Bretftier, Home)
Улучшили метод негативного контрастирования Холла (Hall, 1955), что привело к распространению его использования.
## — Сингер (Singer)
Применил ферритин-ассоциированные антитела для детекции внутриклеточных молекул методом ЭМ.
## — Сабатини, Бенш и Баррнетт (Sabatini, Bensch, Barrnett)
Применили глутаральдегид и OsO4 для фиксации микропрепарата при ЭМ.
## — Cambridge Instruments
Коммерциализировала сканирующий ЭМ.
## — Де Розьер и Клуг (de Rosier, Klug)
Описали метод определения трехмерных структур по электронным микрофотографиям
## — Хендерсон и Унвин (Henderson, Unwin)
Впервые определили тонкое строение мембранного белка, используя реконструкцию
электронных микрофотографий неокрашенных белков на компьютере
## Специализация и иерархия
На рубеже XIX и XX веков произошла пятая управленческая революция, которую называют бюрократической. В это время стали появляться промышленные гиганты, например в горнодобывающей промышленности или кораблестроении, управление которыми не отличалось эффективностью, что приводило к кризисам в экономике целых стран. Вновь пришлось менять правила и методы управления: появились узкая специализация работников, должностные инструкции, строгая иерархия, технические стандарты, всевозможные правила и процедуры, а также персональная ответственность за результат.
## ЭВОЛЮЦИЯ МЕТОДОВ МЕНЕДЖМЕНТА КАЧЕСТВА
Почему люди так любят изучать
Значительным скачком (в 1970-х годах) в развитии было использование вместо термоэмиссионных катодов — катодов Шоттки и катодов с холодной автоэмиссией, однако их применение требует значительно большего вакуума.
Конец 1990-х – начало 2000-х — компьютеризация и использование ПЗС-детекторов значительно упростили получение изображений в цифровом виде.
В последнее десятилетие в современных передовых просвечивающих электронных микроскопах используются корректоры сферических и хроматических аберраций, вносящих основные искажения в получаемое изображение. Однако их применение может значительно усложнять использование прибора.
История качества продукции
Свое прошлое, свою историю?
Вероятно, потому же, почему
человек, споткнувшись с разбега,
любит, поднявшись, оглянуться
на место своего падения.
Законы Хаммурапи
Начало понимания человеком значения качества относится к далекому прошлому, это произошло за много веков до н. э. В 1760 г. до н. э. представитель I Вавилонской династии царь Хаммурапи (1792–1750 до н. э.) составил законодательный кодекс – Законы Хаммурапи, один из которых касается ответственности за качество продукции. Согласно этому кодексу строителя, если тот построит дом и сделает свою работу непрочно, из-за чего построенный дом обвалится и причинит смерть хозяину жилища, должно убить; если из-за плохого качества дома будет травмирован сын хозяина дома, должно соответственно травмировать сына строителя; если погибнет достояние, строитель должен возместить все, что погубил.
Университет Падуи
Проблема качества возникла в период ломки натурального хозяйства и становления товарного производства. В 1549 г. в университете г. Падуя (Италия) учреждается первая в мире кафедра товароведения (итал. merceologia), основными объектами научных исследований которой являются качество, стандартизация и ассортимент товаров.
Петр I и стандарты качества
По-видимому, первым государственным деятелем России, обратившим внимание на качество изделий, был Петр I. Петровская эпоха характеризовалась развитием промышленного производства, активизацией и расширением внешней торговли, что требовало введения высоких требований к качеству отечественных товаров, поставляемых на европейские рынки.
Системы контроля качества
Первую математическую постановку задачи, связанную с контролем качества, предпринял английский математик Томас Симпсон в книге Природа и законы случая (1740 г.). Он формулирует следующую задачу: имеется данное число вещей различного сорта – n1 вещей первого сорта, n2 вещей второго и т. д. Наудачу берутся m вещей. Найти вероятность того, что при этом будет взято m1 вещей первого сорта, m2 второго и т. д.
В середине XIX в. к аналогичной задаче обратился академик М.В. Остроградский. 23 октября 1846 г. он доложил свою работу Об одном вопросе, касающемся вероятности, которая была опубликована в 1848 г. Задача, решенная Остроградским: в урне содержатся белые и черные шары, общее число которых известно. Из урны наудачу вынимается некоторое число шаров и фиксируется, сколько среди них того и другого цвета. Спрашивается: чему равна вероятность того или иного состава урны, после того как результаты опытов становятся известными?
Истема Тейлора
В XIX веке Ф. У. Тейлор разработал концепцию системы управления качеством. Его принципы стали основными для современных стандартов качества.
В 70-е годы XIX в. на оружейном заводе изобретателя револьвера Сэмюэля Кольта (Colt, 1814–1862) родилась идея собирать изделия не из подогнанных друг к другу деталей, а из случайно выбранных из партии. Перед сборкой эти детали проверялись с помощью калибров и негодные отбраковывались. В 1908 г. основатель фирмы «Кадиллак» Генри Мартин Лиланд (Leland) впервые применил этот метод в автомобилестроении.
В 1913 г. один из организаторов автомобильной промышленности США Генри Форд (Ford, 1863–1947) впервые использовал сборочный конвейер и ввел вместо входного контроля комплектующих на сборке выходной контроль на тех производствах, где эти комплектующие изготовлялись, т. е. на сборку стали поступать только качественные детали и узлы. Научным обобщением опыта, накопленного Фордом, стали работы его соратника Фредерика Тейлора (F.W. Taylor, 1856–1915), который еще в 1905 г. предложил концепцию научного управления, известную как система Тейлора.
В своем классическом труде The Principles of Scientific Management, опубликованном в 1911 г., он писал, что «принципиальной целью управления должно было бы быть обеспечение максимального процветания нанимателя вместе с максимальным процветанием каждого нанятого работника». Тейлор сформулировал четыре «великих основополагающих принципа управления».
1. Замена устаревших методов, основанных только на практическом опыте, новыми, связанными с результатами научного исследования каждого отдельного вида трудовой деятельности.
2. Подбор рабочих и менеджеров на основе научных критериев и их профессиональное обучение.
3. Сотрудничество администрации с рабочими в деле практического внедрения научной организации труда (НОТ).
4. Справедливое распределение ответственности между рабочими и менеджерами.
Тейлор фактически первым описал цикл PDCA, назвав его «циклом управления». В соответствии с его концепцией этап планирования (Plan) состоял в установлении инженерами требований к качеству деталей либо при помощи границ полей допусков, либо с помощью двух типов калибров – проходных и непроходных, метод конструирования которых на основе принципа подобия предложил однофамилец Ф. Тейлора – Уильям Тейлор (1865–1937). Выполнение (Do) требований входило в обязанность рабочего под руководством цехового мастера, для функции проверки (Check) была введена должность инспектора, а действия (Action) были прерогативой администрации и не отличались разнообразием – либо поощрить, либо наказать рабочего.
Недостаток этой системы заключается в возможности обнаружения брака только при контроле готовой продукции. Кроме того, исполнители отдельных стадий цикла PDCA независимы друг от друга, что приводило к конфликтам между конструкторами, устанавливающими требования, рабочими, призванными их исполнять, контролерами, вынужденными осуществлять проверку, и наконец, администрацией, действующей с «оргвыводами».
Противоречивость системы обусловливалась тем, что чем больший допуск задан, тем меньше доля брака. Внедрение системы Тейлора позволило в США повысить производительность труда, но оказало негативное влияние на качество продукции. Система доминировала в управлении производством в первой половине ХХ в., но постепенно становились очевидными ее главные недостатки. Это проявилось в 50-е годы в США, где получило распространение движение за бездефектное производство, однако, уже в середине 60-х годов пришлось признать его неудачу. Причины этого в том, что движение не было научно обоснованным, превратилось в парадное представление и ориентировалось на выпуск продукции высокого качества при условии соблюдения стандартов (которые сами не всегда совершенны).
Вспоминаются, что и в СССР на многих предприятиях имелась система бездефектного изготовления продукции, в цехах вывешивались таблицы, показывающие очень высокий процент (иногда 100 %) сдачи продукции с первого предъявления, а потребитель жаловался на низкое качество изделий.
При жизни Тейлора его идеи привели к резкой полемике о негуманности, приписываемой его системе, которая, как утверждалось, сводила рабочих до уровня эффективно функционирующих машин. Отношение к нему, основоположнику тейлоризма – системы организации труда и управления производством в Советском Союзе было неоднозначным. Для одних Ф. Тейлор – враг рабочего человека, для других – отец научного менеджмента.
По крайней мере три положения системы Тейлора используются в новейших инструментах управления качеством.
1. В управлении и принятии решений используй все тебе доступное. Теперь это называется benchmarking.
2. Анализируй рабочие операции подробнейшим образом. Теперь это называется Process Re-design и служит основой нормирования труда и предварительным условием введения работы на конвейере.
3. Освобождайся от всего, что мешает работе. Теперь это называется в Японии кайдзен.
Сформулированные Тейлором основополагающие принципы управления использованы при разработке современной Концепции всеобщего управления качеством. Он произвел революцию в подходе к менеджменту, показав, что нужно подходить к вопросу управления с научной точки зрения, оптимизируя процессы работы, обучая людей и снижая издержки. Именно с системы Тейлора начинается история менеджмента качества.
Истема Шухарта. Качество продукции как стабильность процессов
Система Ф. Тейлора позволила разработать механизм контроля отдельно взятого изделия (детали, сборочной единицы), однако производство – это процесс, которым надо уметь управлять. В 1924 г. в Bell Telephone Laboratories (в лаборатории изобретателя телефона А. Белла) сотрудник лаборатории Уолтер (Вальтер) Шухарт (W. Shewhart, 1891–1967; фамилия произносится «Шьюарт», но мы используем написание, принятое в русскоязычной литературе) разработал концепцию статистического управления процессами и заложил основы статистического контроля качества (Statistical Quality Control – SQC).
В любом производственном процессе содержится много источников, порождающих отклонения из-за материалов, различающихся прочностью, толщиной, составом и другими параметрами. В ходе производства инструменты изнашиваются, вибрация оборудования сбивает настройку, колебание силы тока приводит к изменению мощности. Увеличению разброса способствует и человеческий фактор. Отклонение, появившееся из любого отдельного источника, выглядит случайным. Однако их совместное проявление стабильно, и обычно его можно предсказать на основе статистических данных.
Первой работой, в которой были предложены статистические методы контроля за ходом производственных процессов, была работа Шухарта, помещенная в 1925 г. в журнале Американской ассоциации статистиков. Шухарт ввел понятие «процесс, находящийся в управляемом состоянии» (In-control process), если лежащее в его основе распределение определяющего параметра остается практически неизменным во времени. Иными словами, разброс наблюдаемых результатов можно объяснить наличием постоянной системы случайных причин, которые представляют естественную часть процесса и называются общими причинами отклонений (common causes of variation). Если с течением времени распределение меняется, то процесс вышел из-под контроля, стал неуправляемым (Out-of-control process). В этом случае отклонение параметров вызываются особыми причинами (special causes of variation), которые порождают внешние источники.
Для определения текущего положения Шухарт разработал контрольные карты с границами, обозначающими поле, внутри которого должны находиться значения параметров процесса, находящегося в управляемом состоянии. Выход за границы означал, что процесс стал неуправляем под воздействием особых причин, которые надо выявить и устранить. Если главная цель в системе Тейлора – попасть в допуск, то в системе Шухарта – обеспечить стабильность процесса и стремиться к уменьшению вариации. Больше внимания стали уделять не выявлению дефектов, а их предупреждению, в программы профессионального обучения добавилось изучение статистических методов.
Шухарт в 1939 г. предложил свою концепцию цикла PDCA – цикла непрерывного улучшения качества за счет уменьшения вариаций и исключения причин нестабильности процессов, где планирование предусматривало улучшение процессов, а за выполнение этих планов несли ответственность и инженеры (конструкторы, технологи), и рабочие. Идеи Шухарта носили революционный характер. Возможно, Великая депрессия 30-х годов, а затем Вторая мировая война помешали США внедрить прогрессивные методы и первыми осуществить экономическое чудо, которое произошло на другом конце света вскоре после окончания войны.
2 ПРИЧИННО СЛЕДСТВЕННАЯ ДИАГРАММА (диаграмма Исикавы)
Качество изделий обеспечивается в процессе их изготовления и является результатом действия целой системы факторов, влияющих на процесс. Причины, определяющие появление и степень воздействия этих факторов разнообразны. Поэтому для производства изделий, качество которых удовлетворяло бы запросам потребителей, прежде всего необходимо наиболее важным показателям качества (являющимся следствием) поставить в соответствие различные факторы производства (составляющие систему причин). Для этого важно хорошо понимать и контролировать зависимости между характеристиками качества и параметрами процессов. Для этой цели удобно использовать так называемую причинно-следственную диаграмму, которую, по имени ее автора, часто называют диаграммой Исикавы, а также диаграммой причин и результатов (Х. Кумэ) или "рыбьим скелетом".
Причин появления каждой производственной проблемы всегда множество. Но, прежде, чем решать, какие из них наиболее существенны, нужно их хотя бы перечислить, сформулировать для себя, систематизировать и, что особенно важно, установить принципиальную возможность влиянияих друг на друга и на конечный результат, которым следует считать тот или иной показатель качества, который необходимо улучшить. Однако, анализировать эти причины (или влияющие факторы) гораздо проще, если их структурировать, т.е. установить иерархическую зависимость их друг от друга и влияние на конечный результат.
ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА –
-ГРАФИЧЕСКОЕИЗОБРАЖЕНИЕ ИЕРАРХИЧЕСКИХ СВЯЗЕЙ МЕЖДУ ПОКАЗАТЕЛЕМ КАЧЕСТВА ПРОДУКЦИИ ИЛИ ПРОЦЕССА И ФАКТОРАМИ, ЕГО ОПРЕДЕЛЯЮЩИМИ.
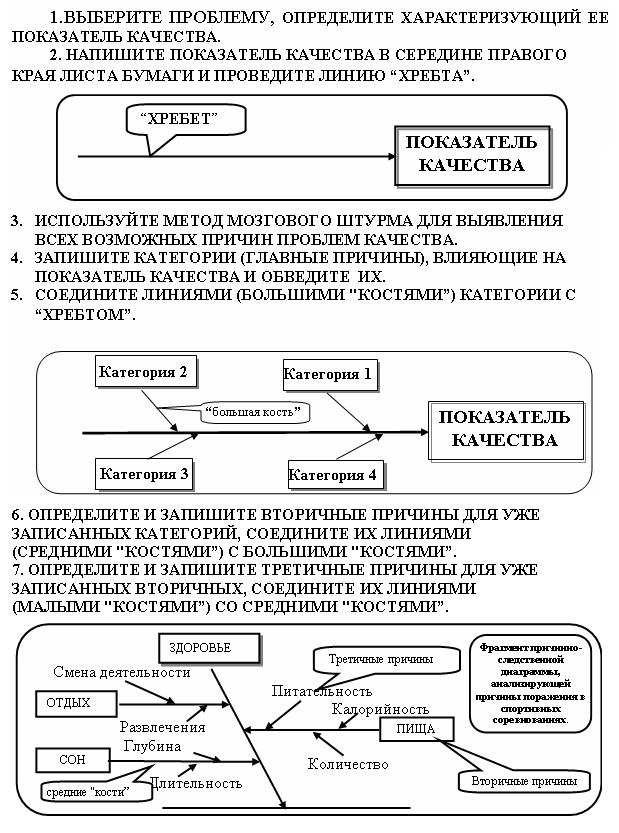
1.Сформулировать проблему повышения качества продукции или процесса.
2. Выявить и систематизировать факторы, влияющие на выбранный показатель качества.
3.Оценить возможность влияния факторов друг на друга и на показатель качества.
4.Определить наиболее существенные для качества факторы.
5.Показать причинно-следственные отношения междупоказателем качества и воздействующими на него факторами.
Впервые диаграмму применил в 1953 г. профессор Токийского университета Каору Исикава. Обсуждая проблему на одном из заводов, он суммировал мнения группы инженеров в виде схемы, похожей на рыбий скелет.
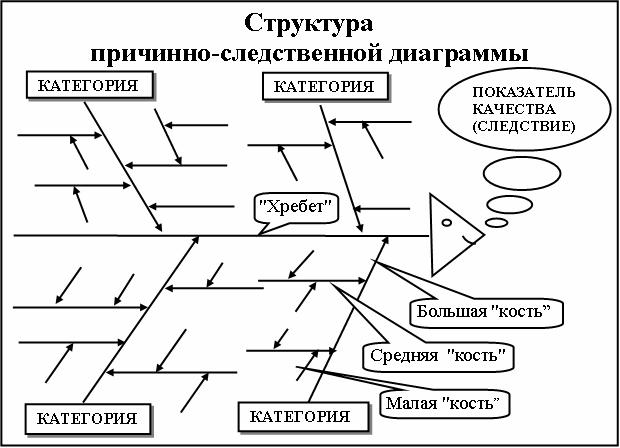
Хребет" обозначает проблему, для решения которой строится диаграмма. Большие "кости" скелета составляют крупные группы однородных факторов, названных "категориями", влияющих на показатель качества. Средние и малые "кости" образованы соподчиненными группами факторов или отдельными факторами, входящими в каждую категорию. Глубина структурирования факторов в принципе не ограничена, на практике анализ диаграммы, имеющей более четырех ступеней группировки факторов весьма сложен.
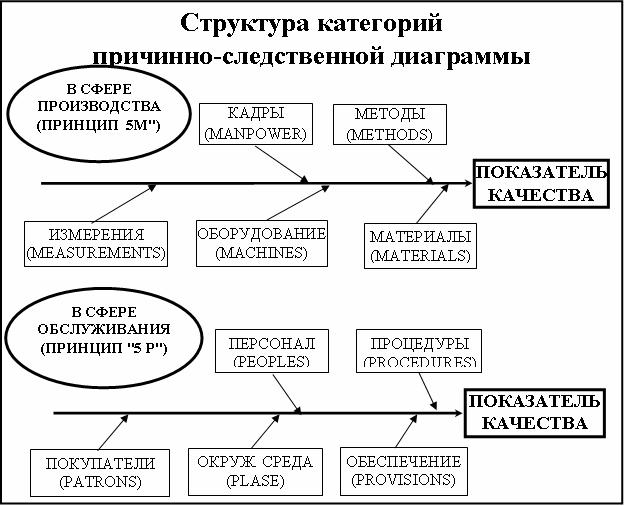
Очень важно правильно определить основные категории причин. В зависимости от того, где проводят анализ – в производстве или в сфере обслуживания их набор несколько различен. В Японии для работников первой линии производства, процесс представляют как принцип «5 М»: (измерения). Для анализа услуг используют принцип «5 Р»:
Но сама диаграмма – не самоцель. Главная работа – впереди. Ее содержание определяется задачей анализа. Обычно ставят одну из двух задач:
Для выделения основных причин несоответствий из их общего числа.
Для поиска возможно большего числа причин несоответствий и их систематизации;
Методика (техника) построения диаграммы чрезвычайно проста. Соответственно задачам существует два основных, принципиально различных метода построения диаграмм.
можно характеризовать как движение "от большого к малому". Он заключается в поиске на первом этапе самых общих, крупных причин (категорий), влияющих на выбранный показатель качества. На втором этапе, рассматривая поочередно каждую категорию причин, определяют все группы причин (вторичных), влияющих на данную категорию. На последующих этапах последовательно определяют факторы, влияющие на каждую из групп вторичных причин. Таким образом поступают до тех пор, пока сохраняется практическая возможность для анализа причин. На заключительном этапе выделяют на каждом уровне один-два основных фактора и начинают улучшение с нейтрализации действия самых "мелких". Добившись этого, пересматривают значимость более крупных групп, проверяя, не измениласьли значимость выделенных здесь ранее существенных групп факторов. Продолжая работать таким образом с "мелкими" факторами, добиваются приемлемого уровня решения проблемы. Для этой работы весьма эффективен экспертный анализ.
построения причинно-следственной диаграммы характеризуется как движение"от малого к большому". На первом этапе находят как можно большее число любых факторов, потенциально способных оказать влияние на выбранный для анализа "проблемный" показатель качества. Наилучшие результаты здесь дает мозговой штурм, предусмотренный методикой. Затем последовательно рассматривают отношения между каждой парой факторов по принципу "причина – следствие" и выделите пары, имеющие такую связь. Далее, группируя отдельные факторы, влияющие на один более крупный, групповой фактор (сочленяя несколько мелких "костей" с одной средней. а средние – с большими), последовательно строят всю диаграмму. На последнем этапе выделяют на каждом уровне основные факторы и категории, оказывающие наибольшее влияние на проблемный показатель качества. Выделенные факторы ранжируют и начинают решение проблемы с наиболее значимого или с того, влияние которого можно устранить быстро и с малыми затратами.
Методика построения диаграммы вторым методом приведена ниже.
Однако не обольщайтесь видимой простотой. Чтобы построить полноценную диаграмму, надо досконально, в деталях знать анализируемый объект (процесс). Сложность –в установлении внутренних, чаще всего неочевидных причинно-следственных связей, в хорошем понимании не только конкретной технологии, но и организации производства в целом. Вот почему для такой работы обычно привлекают большую группу не только ИТР, но и руководителей, и опытных рабочих. Японцы утверждают, что те, ктоумеет строить полноценные причинно-следственные диаграммы, добились больших успехов в решении проблем обеспечения качества. В настоящее время этот инструмент управления качеством включен в японский промышленный стандарт , оншироко используется во всем мире в самых разных областях деятельности.
Сколь многообразны причины брака, можно видеть на следующем примере.

Перечень факторов, приведенный в схеме, нельзя считать окончательным, его можно дополнить и углубить. Степень полноты и глубины диаграммы определяется эрудицией специалиста, составляющего диаграмму и его опытом в этом деле.
С помощью причинно-следственной диаграммы можно решать широкий спектр конструкторских, технологических, организационных, экономических, социальных и других проблем.. При поиске причин важно понимать, что характеристики, являющиеся следствием, обязательно испытывают разброс. Поиск среди этих причин факторов, оказывающих особенно большое влияние на разброс характеристик (т.е. результат), называют исследованием причин. При анализе должны выявляться и фиксироваться все факторы (даже те, которые кажутся незначительными), так как цель схемы — отыскать наиболее правильный и эффективный способ решения поставленной проблемы. На практике достаточно часто встречаются случаи, когда можно добиться хороших результатов путем устранения нескольких, на первый взгляд несущественных причин. После этого необходимо выявить производственные участки, отделы, конкретных лиц, ответственных за доведение корректируемых факторов до установленного уровня. Необходимо также разработать формы документов для слежения за корректируемыми факторами и назначить конкретных лиц, ответственных за достоверность собранной информации.
В дальнейшем необходим регулярный анализ состояния корректируемых факторов по собранным данным, в том числе и путем разработки новых, при необхдимости, более глубоких причинно-следственных диаграмм. В настоящее время чаще всего применяют совместно причинно-следственные диаграммы и диаграммы Парето. В сложных случаях для выявлениянаиболее важных причин можно выяснить мнение участников анализа экспертным методом, а затем с помощью диаграммы Парето установить причины первостепенной важности. При исследовании причин явления необходимо привлекать и третьих лиц, не имеющих непосредственного отношения к проблеме, так как у них может оказаться свежий взгляд на нее, неожиданный подход, которого могут не заметить лица, привычные к данной рабочей ситуации.
Рассмотрим проблему повышения качествадетали товарного полувагона – закидки люка. Эти вагоны, выпускаемые Уралвагонзаводом, можно увидеть в любой точке железных дорог России и ближнего зарубежья. УВЗ обеспечивает выпуск закидок люка только для их первоначального комплектования (28 штук на каждый вагон). Нишу изготовления закидок в качестве запчастей «заполнило» малое предприятие «Урал».
На обоих предприятиях закидки изготавливают по одной технологии: литьем в песчаную форму заготовки, обрубкой литников, обнаждачиванием грата и последующей горячей штамповкой. Проект допускает использование в качестве заготовки круглого проката.
Брак выявляется на стадии эксплуатации вагонов в виде преждевременного разрушения закидок в отсутствие ненормативных условий. Разрушения – в основном в двух сечениях:
на внутреннем радиусе крюка;
в диаметральном сечении отверстия оси.
На обоих предприятиях контроль – выборочный, только готовой продукции, внешним осмотром и контролем геометрии на соответствие чертежу.
Результат процесса зависит от многочисленных факторов, между которыми существуют отношения типа причина-следствие. Проконтролировать все эти причинные факторы невозможно. Даже если бы это было возможным, такая работа была бы нерентабельной. Если следовать принципу Парето, требуется выделить два-три наиболее важных фактора и управлять ими. Но сначала нужно выявить эти главные факторы. Их можно определить, например, методом мозговой атаки ли экспертным методом. Потом берут одну из наиболее важных причин и, в свою очередь, разворачивают ее в схему, которая представляет собой цепь причин и следствий (рисунок 2.1).
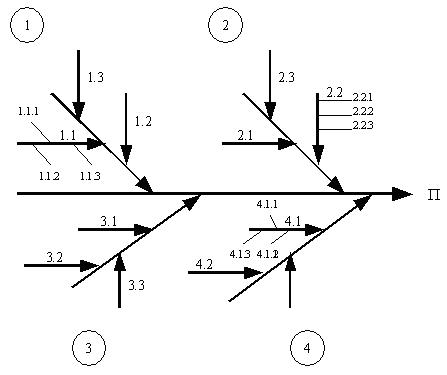
Рисунок 2.1- Причинно-следственная диаграммадля анализа причин, вызывающих брак готовой продукции – закидки железнодорожного вагона
П – брак готовой продукции;
1 – свойства материала
– прочность (временное сопротивление, предел текучести);
– пластичность (относительное удлинение, относительное сужение);
– трещиностойкость (статическая, циклическая).
1.2 – химический состав(марка стали – содержание углерода, раскислителей,легирующих элементов, примесей фосфора и серы):
1.2.1- сталь марки 15Л III;
1.2.2 – сталь марки 20Л
1.2.3- сталь марки 25Л
1.2.4 – сталь марки 20ФЛ;
1.3- поставщик (металлургический комбинат):
1.3.1 – Магнитогорский;
1.3.2 – Череповецкий;
1.3.3 – Мариупольский.
2. – Наличие поверхностных дефектов.
2.1 – горячие поверхностные трещины;
2.2 – поверхностные дефекты в соответствии с ТТ чертежа:
2.2.1 – заштампованные усадочные раковины;
2.2.2 – заштампованные песочные, шлаковые включения, газовые раковины;
2.2.3 – наплыв металла по внутреннему контуру и по радиусуна поверхности зуба.
3.- Качество штамповой оснастки.
3.1- сдвиг осей штампов;
3.2 – недостаточные штамповые уклоны;
3.3 – выступ от среза заусенца по линии разъема штампов.
4.1- Вид используемого оборудования:
4.1.1 – простой сверлильный станок;
4.1.2 – многошпиндельный сверлильный полуавтомат;
4.1.3 – многошпиндельный сверлильный автомат;
4.2. – состояние оборудования
4.3 – качество режущего инструмента;
4.4 – качества рабочего:
4.4.1 – квалификация (разряд);
4.4.2 – стаж работы по специальности;
4.4.3 – период работы на данной операции;
4.4.4 -морально-психологическое состояние.
Таким образом, получена информация, необходимая специалисту для принятия управляющих решений, т.е. выявлены факторы, которые влияют на качество готовой закидки на всех стадиях технологического процесса.
Старейшины и вожаки
Чтобы выжить в дикой природе, предки современного человека были вынуждены действовать сообща и по заранее отработанной схеме. Одни загоняли мамонта к обрыву, другие в это время жгли на путях его возможного бегства костры, а третьи забивали зверя каменными топорами. При этом племена неандертальцев и кроманьонцев не могли обойтись без человека, который руководил бы всей охотой целиком. Как правило, им становился старейшина — самый опытный и зрелый человек в племени, которого все беспрекословно слушали. Чаще всего у старейшин были помощники. Они руководили на своих участках и также занимали привилегированное положение в племени.
Именно старейшины и вожаки стали первыми менеджерами в истории человечества. Они управляли соплеменниками десятки тысяч лет, до тех пор, пока люди окончательно не вышли из леса и не переселились в плодородные долины рек. И только после того, как примерно 12 тысяч лет назад на Ближнем Востоке охотники-собиратели начали постепенно переходить к производящему хозяйству, случилось шесть управленческих революций.
О сути менеджмента
Нельзя не сказать, что в основе менеджмента лежат законы психологии личности и общества. При этом детищем управления является политика как инструмент борьбы за право управлять. Аристотель говорил, что политика не нужна козам и богам, она нужна людям. Потребность в управлении возникает, когда есть несколько людей с общей задачей. Но изначально у всех нас разные способности и возможности. Один может лечить, а другой считать звезды.
Людей, способных одновременно хорошо выполнять сразу несколько задач, не существует. При этом некоторые из людей изначально желают доминировать в силу своего ума, физической силы или особенных черт характера. Между такими людьми самым естественным образом возникает борьба за власть — за право управлять другими, отдавать им приказы и подчинять. В результате этой борьбы выстраивается управленческая иерархия. Без нее невозможно решение общих задач.
Даже самые демократические государства — от греческих полисов до нынешних парламентских республик имеют руководителей и управленческую иерархию. Все попытки построить государство на полном равноправии заканчивались провалом — неизбежно возникали иерархии и элиты.
В 1911 году итальянский социолог немецкого происхождения Роберт Михельс сформулировал «Железный закон олигархии», суть которого в том, что любая форма социальной организации, вне зависимости от ее первоначальной демократичности либо автократичности, неизбежно вырождается во власть избранных — то есть в олигархию.
Некоторые дисциплины, относящиеся к биотехнологии
Биоинженерия (или биомедицинская инженерия) — это дисциплина, направленная на углубление знаний в области инженерии, биологии и медицины и укрепление здоровья человечества за счёт междисциплинарных разработок, которые объединяют в себе инженерные подходы с достижениями биомедицинской науки и клинической практики. Биоинженерия/биомедицинская инженерия — это применение технических подходов для решения медицинских проблем в целях улучшения охраны здоровья. Эта инженерная дисциплина направлена на использование знаний и опыта для нахождения и решения проблем биологии и медицины. Биоинженеры работают на благо человечества, имеют дело с живыми системами и применяют передовые технологии для решения медицинских проблем. Специалисты по биомедицинской инженерии могут участвовать в создании приборов и оборудования, в разработке новых процедур на основе междисциплинарных знаний, в исследованиях, направленных на получение новой информации для решения новых задач. Среди важных достижений биоинженерии можно упомянуть разработку искусственных суставов, магнитно-резонансной томографии, кардиостимуляторов, артроскопии, ангиопластики, биоинженерных протезов кожи, почечного диализа, аппаратов искусственного кровообращения. Также одним из основных направлений биоинженерных исследований является применение методов компьютерного моделирования для создания белков с новыми свойствами, а также моделирования взаимодействия различных соединений с клеточными рецепторами в целях разработки новых фармацевтических препаратов («drug design»).
Компьютерное изображение инсулина
Раздел фармакологии, который изучает физиологические эффекты, производимые веществами биологического и биотехнологического происхождения. Фактически, биофармакология — это плод конвергенции двух традиционных наук — биотехнологии, а именно, той её ветви, которую именуют «красной», медицинской биотехнологией, и фармакологии, ранее интересовавшейся лишь низкомолекулярными химическими веществами, в результате взаимного интереса.
Объекты биофармакологических исследований — изучение биофармацевтических препаратов, планирование их получения, организация производства. Биофармакологические лечебные средства и средства для профилактики заболеваний получают с использованием живых биологических систем, тканей организмов и их производных, с использованием средств биотехнологии, то есть лекарственные вещества биологического и биотехнологического происхождения.
В биоинформатике используются методы прикладной математики, статистики и информатики. Биоинформатика используется в биохимии, биофизике, экологии, медицине и в других областях.
Прикладная наука о применении в технических устройствах и системах принципов организации, свойств, функций и структур живой природы, то есть формы живого в природе и их промышленные аналоги. Проще говоря, бионика — это соединение биологии и техники. Бионика рассматривает биологию и технику совсем с новой стороны, объясняя, какие общие черты и какие различия существуют в природе и в технике.
Бионика тесно связана с биологией, физикой, химией, кибернетикой и инженерными науками: электроникой, навигацией, связью, морским делом и другими.
Комплекс методов очистки вод, грунтов и атмосферы с использованием метаболического потенциала биологических объектов — растений, грибов, насекомых, червей и других организмов.
Избирательной допущение к размножению животных, растений или других организмов с целью выведения новых сортов и пород. Предшественник и основной метод современной селекции. Результатом искусственного отбора является многообразие сортов растений и пород животных.
Появление естественным путём или получение нескольких генетически идентичных организмов путём бесполого (в том числе вегетативного) размножения. Термин «клонирование» в том же смысле нередко применяют и по отношению к клеткам многоклеточных организмов. Клонированием называют также получение нескольких идентичных копий наследственных молекул (молекулярное клонирование). Наконец, клонированием также часто называют биотехнологические методы, используемые для искусственного получения клонов организмов, клеток или молекул. Группа генетически идентичных организмов или клеток — клон.
Долли — самка овцы, первое млекопитающее, успешно клонированное из клетки другой взрослой особи
Прогнозируемая методология, заключающаяся в создании эмбриона и последующем выращиванием из эмбриона людей, имеющих генотип того или иного индивида, ныне существующего или ранее существовавшего. Пока технология клонирования человека не отработана. В настоящее время достоверно не зафиксировано ни одного случая клонирования человека. И здесь встаёт ряд как теоретических, так и технических вопросов. Однако, уже сегодня есть методы, позволяющие с большой долей уверенности говорить, что в главном вопрос технологии решён. Опасения вызывают такие моменты, как большой процент неудач при клонировании и связанные с этим возможности появления неполноценных людей. А также вопросы отцовства, материнства, наследования, брака и многие другие. С точки зрения основных мировых религий (христианство, ислам, иудаизм) клонирование человека является или проблематичным актом, или актом, выходящим за рамки вероучения и требующим у богословов чёткого обоснования той или иной позиции религиозных иерархов. В некоторых государствах использование данных технологий применительно к человеку официально запрещено — Франция, Германия, Япония. Эти запреты, однако, не означают намерения законодателей названных государств воздерживаться от применения клонирования человека в будущем, после детального изучения молекулярных механизмов взаимодействия цитоплазмы ооцита-реципиента и ядра соматической клетки-донора, а также совершенствования самой техники клонирования.
Процесс образования или получения гибридов, в основе которого лежит объединение генетического материала разных клеток в одной клетке. Может осуществляться в пределах одного вида (внутривидовая гибридизация) и между разными систематическими группами (отдалённая гибридизация, при которой происходит объединение разных геномов). Для первого поколения гибридов часто характерен гетерозис, выражающийся в лучшей приспособляемости, большей плодовитости и жизнеспособности организмов. При отдалённой гибридизации гибриды часто стерильны, но этот недостаток иногда можно исправить полиплоидизацей.
Субстраты для получения белка одноклеточных для разных классов микроорганизмов
Получить новый ген можно:
После этого обрабатывают векторную молекулу ДНК рестриктазой с целью образования двуцепочечного разрыва и в образовавшуюся «брешь» производится «вклеивание» гена в вектор используя фермент ДНК-лигазу, а затем такими рекомбинантными молекулами трансформируют клетки реципиента, например клетки кишечной палочки. При трансформации с использованием в качестве вектора, например, плазмидной ДНК необходимо, чтобы клетки были компетентными ( готовыми принять чужеродный генетический материал) для проникновения экзогенной ДНК в клетку, для чего например используют электропорацию клеток реципиента. После успешного проникновения в клетку экзогенная ДНК начинает реплицироваться и экспрессироваться в клетке.
Трансгенные растения — это те растения, которым «пересажены» гены других организмов.
Картофель, устойчивый к колорадскому жуку, был создан путём введения гена, выделенного из генома почвенной тюрингской бациллы Bacillus thuringiensis, вырабатывающий белок Cry, представляющий собой протоксин, в кишечнике насекомых этот белок растворяется и активируется до истинного токсина, губительно действующего на личинок и имаго насекомых, у человека и других теплокровных животных подобная трансформация протоксина невозможна и соответственно этот белок для человека не токсичен и безопасен. Опрыскивание спорами Bacillus thuringiensis использовалось для защиты растений и до получения первого трансгенного растения, но с низкой эффективностью, продукция эндотоксина внутри тканей растения существенно повысило эффективность защиты, а также повысило экономическую эффективность ввиду того, что растение само начало продуцировать защитный белок. Путём трансформации растения картофеля при помощи Agrobacterium tumefaciens были получены растения, синтезирующие этот белок в мезофилле листа и других тканях растения. В итоге растение стало не подверженным нападкам колорадского жука. Данный подход используется и для создания других сельскохозяйственных растений, резистентных к различным видам насекомых.
В качестве трансгенных животных чаще всего используются свиньи. Например, есть свиньи с человеческими генами — их вывели в качестве доноров человеческих органов.
Зелёные светящиеся свиньи — трансгенные свиньи, выведенные группой исследователей из Национального университета Тайваня путём введения в ДНК эмбриона гена зелёного флуоресцентного белка, позаимствованного у флуоресцирующей медузы Aequorea victoria. Затем эмбрион был имплантирован в матку самки свиньи. Поросята светятся зелёным цветом в темноте и имеют зеленоватый оттенок кожи и глаз при дневном свете. Основная цель выведения таких свиней, по заявлениям исследователей, — возможность визуального наблюдения за развитием тканей при пересадке стволовых клеток. Похожие эксперименты были проведены на мышах и крысах.
Вклад Навуходоносора
Третья по счету управленческая революция относится к периоду царствования в Нововавилонской империи Навуходоносора II (605–562 годы до нашей эры) и называется производственно-строительной. Этот выдающийся правитель остался в истории помимо прочего еще и как создатель государственных методов регулирования производства, сочетаемых с системой производственного контроля. Кроме того, именно он впервые применил денежное стимулирование работников, то есть начал выдавать им деньги за труд.
Жрецы-фискалы
Первая из них носит название религиозно-коммерческой революции. Она произошла в 4–5 тысячелетии до нашей эры. в Шумере и чуть позже в Аккаде и Египте. В этих протогосударствах появляется письменность — знаковая система изложения и сохранения информации, которая понадобилась жрецам в управленческих целях. Прежде всего, для того чтобы вести учет налогов и накапливаемых ресурсов. Строительство зиккуратов, пирамид, а также оросительных каналов свидетельствует о значительных достижениях в управлении большим числом работников в этих древних государствах. Жрецы, отвечавшие за сбор налогов и строительные работы, стали первыми после старейшин и вожаков профессиональными менеджерами.
Когда нужен бенчмаркинг
Метод бенчмаркинга или сравнительного анализа потребуется в двух случаях:
Не всегда бенчмаркинг нужен для того, чтобы выявить недостатки компании. Случается, что он необходим, чтобы подтвердить лидерство на рынке и стать ещё лучше.
О том, как бизнесу минимизировать риски, рассказали в статье PEST-анализ: что это такое и как его выполнить.
Глобальное управление
Мы выяснили, что управление — одна из древнейших сфер деятельности человека, которая менялась под воздействием объективных потребностей общества. При этом управление является обязательным и необходимым условием эволюции. Все находящееся вокруг нас — есть результат управления, и всем вокруг нужно управлять, включая государство, экономику и личную жизнь. Таким образом, сегодня все люди — в той или иной степени менеджеры. А вот какого качества и уровня — зависит только от нас.
Если вы заметили опечатку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Законы Хаммурапи
Светско-административная управленческая революция произошла примерно через тысячу лет после первой и связана она была с правителем Вавилона Хаммурапи (1792–1750 годы до нашей эры). Как известно, Хаммурапи завоевал Ассирию и Месопотамию, и для более эффективного управления обширными и разнообразными территориями, а также многими народами, ему понадобилась административная система управления. До этого правители обходились племенными обычаями, а Хаммурапи впервые в истории составил письменный свод законов, состоявший из 285 статей, которым руководствовались его наместники во всей империи.
Плюсы и минусы бенчмаркинга
Преимуществ у бенчмаркинга или больше, чем недостатков.
Главное правило применения бенчмаркинга – не копируйте слепо чужой подход ведения бизнеса. Используйте опыт конкурентов с умом. Каждая компания уникальна! И ваша тоже.