

По классификации непровары попадают в группу наружных дефектов и, по определению, могут быть выявлены визуально. И хотя выявление таких дефектов не представляет особого труда, устранение их весьма трудоемко, а значит не дешево. Во избежание подобных явлений необходимо четко знать причины их возникновения и методы устранения.

- Методы контроля качества
- Причины непровара
- Пористость сварного шва
- Дефекты в сварных соединениях
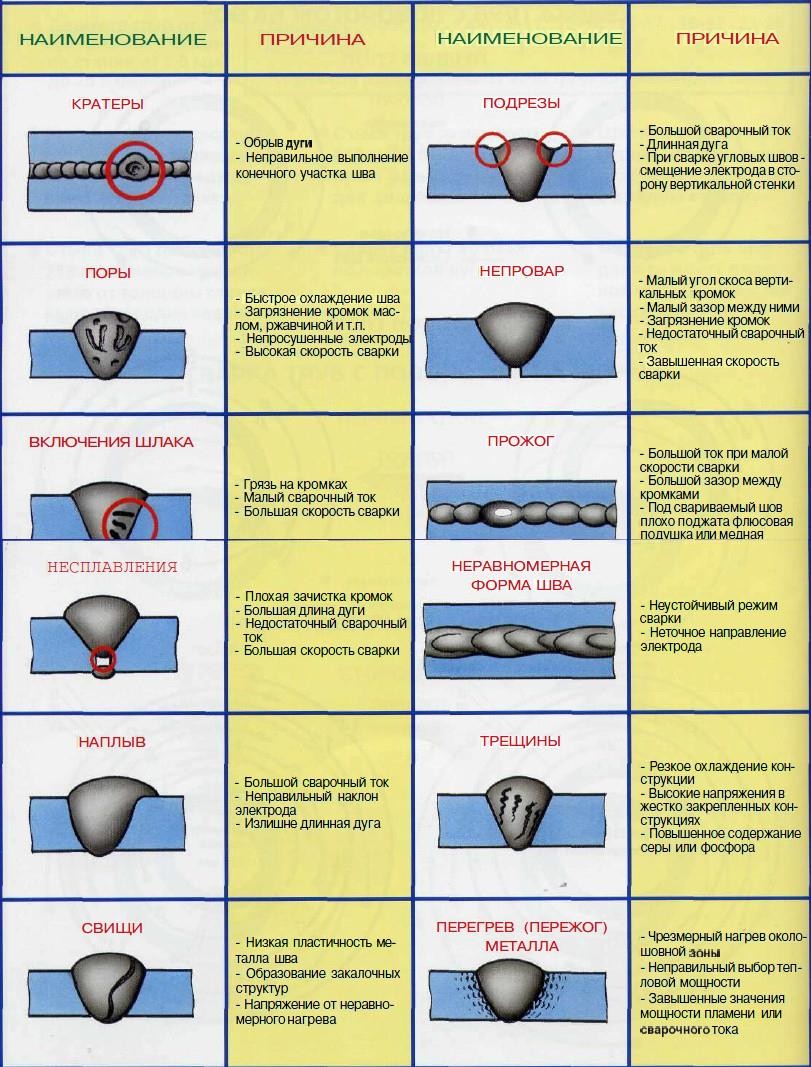
- Таблица дефектов сварных швов и причины их возникновения
- Непровары
- Брызги
- Трещина сварного шва
- Шлаковые включения
- Несплавление
- Предупреждение и устранение непровара
- Недостаток тепла
- Тугоплавкие оксиды
- Неправильное положение электрода
- Некачественная разделка кромок
- Поочередное следование технологии сварки
- Подрезы
- Возникновение пор
- Виды дефектов сварных швов
- Внешние дефекты
- Наплыв
- Кратер
- Внутренние дефекты
- Посторонние включения
- Сквозные дефекты
- Заключение
Методы контроля качества
Сваривание металла сопровождается разнообразными дефектами сварного шва, что в большинстве случаев недопустимо и подлежит устранению. Но для того, чтобы устранить дефект, его нужно сначала обнаружить. Существует множество методов обнаружения дефектов. Вот некоторые из них:
Самый старый и наиболее доступный метод контроля называется визуально-измерительным. Набор инструментов состоит из нескольких десятков элементарных измерительных инструментов (линейки, лупы, микроскопы и т.п.). Метод имеет свои преимущества: простота, дешевизна и возможность перепроверок. К существенным недостаткам можно отнести невысокую достоверность и невозможность обнаруживать внутренние дефекты. В случае необходимости контроля внутренних дефектов прибегают к более точным методам.
Одним из широко распространенных методов контроля внутренних дефектов является радиационная дефектоскопия, основанная на свойствах ионизирующих излучений. Наиболее известные из них рентгеновское и Y-излучение. При помощи специальных излучателей, эти излучения пропускаются через объект исследования (в нашем случае, сварной шов) на детектор, который фиксирует результат. Для контроля швов в качестве детектора используется рентгеновская пленка, на которой очень четко проступает внутренняя структура соединения.
Ультразвуковой контроль основан на прохождении через исследуемый объект звуковых колебаний с частотой выше 20кГц. При наличии у таких объектов внутренних зон с плотностью, отличной от плотности основного материала (непровары, поры, трещины, раковины), происходит отражение ультразвука. Характеристики отраженного сигнала пропускаются через специальные программы и выводятся на монитор в виде наглядной картинки, на которой видны зоны залегания, глубина и размеры дефектов.
Причины непровара
Самой частой причиной непровара считается неправильный режим сварки. Это может быть либо недостаточный сварочный ток, либо повышенная скорость сварки. Понятно, что и в том, и другом случае имеет место недостаток энергии для качественного расплавления кромок. Такие условия, чаще всего, способствуют не полному проплавлению корня шва.
В случаях, когда электрод смещается с центральной линии стыка, возникает недостаточное сплавление кромки шва. Шов доходит до корня, но одна из кромок не касается его. Случаи непровара между слоями имеют место при недостаточно тщательной очистке каждого слоя. Непровару может способствовать неправильная разделка кромок соединяемых деталей: малый зазор, малый угол скоса, большое притупление.
Пористость сварного шва
Не нужно быть глубоким теоретиком, чтобы понять вредное влияние пористости на механическую прочность сварного соединения. Некоторые изделия кроме механической прочности имеют повышенные требования к непроницаемости. Это всевозможные сосуды, технологические ванны, корпуса судов. Для таких изделий особый подход начинается еще при хранении металла на складах. Там всячески стараются избегать случаев загрязнения или коррозии как листов металла, так и сварочной проволоки. Повлиять на возникновение пористости сварного соединения может качество электродов и наличие сварочных шлаков.
Для исключения влияния электродов на пористость шва их рекомендуется прокаливать перед сваркой. Такая процедура снижает количество влаги в обмазке и способствует обугливанию органики. Качественные электроды должны обладать следующими качествами:
- изготовлены в строгом соблюдении рецептуры;
- изготовлены без нарушения требований технической документации по отношению к составляющим компонентам;
- прокалены перед использованием.
Электроды, имеющие покрытие основного вида, прокаливаются при температуре 380 – 420 С0. Варить ими рекомендуется через 2 – 3 дня после прокаливания. Выдержка необходима для стабилизации влажности обмазки. Сварка ведется короткой дугой, что обеспечивает достаточную защиту от кислорода воздуха.
Чаще всего пористость провоцируется наличием в металле водорода, оксида углерода и азота. Развитию пористости способствует увеличение растворенного в металле газа, по мере роста температуры расплава. Если количество газа в металле превосходит его количество в равновесном состоянии, то он начнет выделяться в атмосферу. Газовые пузыри из нижних слоев металла не успевают выделиться в атмосферу до затвердевания и остаются в металле шва.
От качественного состояния сварных соединений, стыков и швов зависит устойчивость конструкции, неотъемлемой частью которой они и являются, а также ее безопасность и эффективность технологических процессов производственного объекта. Чтобы обеспечить высокий стандарт при выполнении сварочных работ необходимо строгое соблюдение следующих параметров:
- Соответствие материала (его структура и качественные характеристики) требованиям технических условий, утвержденных специально для него.
- Функционирование и уровень исправности основного и вспомогательного оборудования согласно техническим регламентам.
- Точное выполнение нормативных технологических процедур.
- Соблюдение требований технических регламентов и правил на всех стадиях технологического процесса.
- Профессиональная подготовка кадров.
Но для того, чтобы реально оценить качество сварки и ее влияние на эффективность эксплуатации объекта и безопасность конструкции, необходимо полное диагностическое обследование поверхности металла в месте проведения технологической операции, а также оценка на соответствие выполнения процесса нормативным регламентам.
Результаты исследования сварных швов и соединений ложатся в основу принятия решения о дальнейшей эксплуатации производственного объекта (или его части). В этом случае, возможно не только фиксация бракованного обработанного изделия, но также изменение самого технологического процесса и переход на более современные сварочные технологии.
Обследование и контроль сварных соединений, соответствующего профильного оборудования и оснастки необходимо осуществлять в постоянном режиме, причем на всех производственно-технологических этапах.
Контроль в этой области начинается сразу же после стадии заготовки необходимых материалов, которые подвергаются внешнему осмотру на предмет присутствия в них различных механических дефектов (заусенцев, трещин, последствий ударов и т.д.). На следующем этапе происходит процедура проверки выбранных деталей измерительными инструментами и разнообразными шаблонами. Но самая главная и ответственная часть диагностического обследования заключается в контроле самого сварочного процесса, который помогает увидеть негативные последствия и предотвратить их в дальнейшем.
При образовании шва зачастую появляются механические и структурные последствия, имеющие отклонения от нормативных регламентов. Они проявляются в виде более ухудшенного внешнего состояния обрабатываемого объекта, снижения эффективности и безопасности эксплуатируемой конструкции. В конечном итоге, это может привести к возникновению аварии на объекте или даже несчастным случаям, связанных с угрозой жизни и здоровья людей.
Все дефекты и повреждения сварных швов имеет свою классификацию по причинам их возникновения, формы, размерных величин, а также расположения на обследуемом объекте, степени последствий и т.д.
Самой распространенной системой классификации повреждений в местах сварки является документ, соответствующий ГОСТу 30242-97. Дефекты, согласно этому стандарту, подразделяются на:
- трещинные проявления в зоне сварочных соединений;
- свищевые повреждения, усадочные раковины, а также поры, кратерные изменения и полости;
- неметаллические включения;
- непроваренные и неплавленные участки;
- прочие повреждения;
- измененные формы шва, такие как подрезы, канавки усадочного типа, смещение сварочного места, натеки, наплывы и т.д.;
- прочие повреждения.
Но существуют и другие документы, классифицирующие повреждения и дефекты, образующиеся в местах сварки. Один из них составлен исходя из причин их появления и места пролегания на поверхности сварного соединения. В этом классификаторе все дефекты условно распределены на две части:
- Повреждения, которые в той или иной степени имеют отношение к тепловым и металлургическим процессам. Они появляются в момент формирования, образования и кристаллизации непосредственного самого сварочного шва, а также в период его остывания. Это могут быть трещины (как холодные, так и горячие), расположенные рядом со швом, а также поры, шлаковые и другие неметаллические включения и т.д.
- Дефекты, появившиеся в результате формирования сварного соединения. К ним относятся повреждения, причиной возникновения которых стали нарушения технологии сварочной процедуры, неисправности в работе оборудования, неквалифицированный уровень подготовительных сварочных работ, в том числе при создании сборочных конструкций, предназначенных для соединения, а также отсутствие квалификации у персонала. Как правило, подобные дефекты имеют следующий характер: непроваренные, подрезные и наплывные места в зоне сварного шва, а также нарушение расчетных размерных показателей, прожоги и т.д.
Диагностическое обследование сварных соединений, стыков и швов может осуществляться двумя способами: разрушающим и неразрушающим.
К первому методу относятся следующие виды исследовательских технологий:
- Испытания в целях получения качественных характеристик сварных швов.
- Металлографические обследования.
- Испытания механическим способом.
Подобные исследования проводятся, главным образом, на тех сварных конструкциях, которые берутся как образцы. Анализ контрольного образца проводится на предмет определения степени твердости, усталости металла, статического и ударного изгиба, а также растяжения.
Второй метод – неразрушающий – состоит из следующих обязательных диагностических процедур:
- Осмотр внешнего вида сварного соединения.
- Определение герметичности свариваемой конструкции.
- Оценка поверхностных дефектов.
- Обнаружение скрытых и внутренних повреждений в зоне сварного шва.
Наиболее доступным и распространенным диагностическим способом является обмер сварного соединения и его визуальный осмотр. Кроме этого используются следующие виды неразрушающего контроля: люминесцентный, вакуумный, магнитный, радиационный, под воздушным и гидравлическим давлением, течеискатели газоэлектрического типа, с помощью керосина и аммиака, а также с использованием краски.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дефекты в сварных соединениях
Дефекты в сварных соединениях бывают двух типов: внешние и внутренние. К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 1).
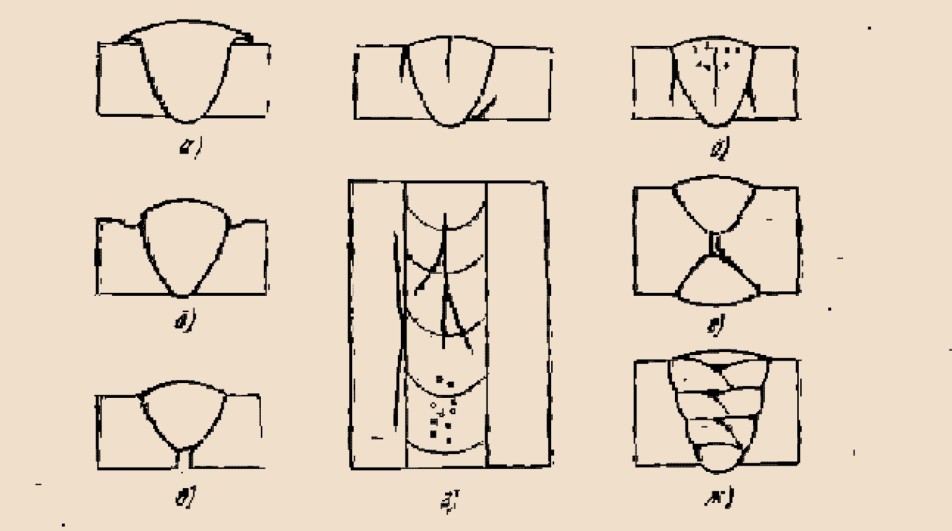
Рис. 1. Виды дефектов в сварных соединениях: (а – г) – внешние дефекты: наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры; (д — ж) – внутренние дефекты: скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения
На рис. 2 – 8 показаны схемы и фотографии дефектов в сварных соединениях.

Рис. 2. Продольная трещина сварного соединения


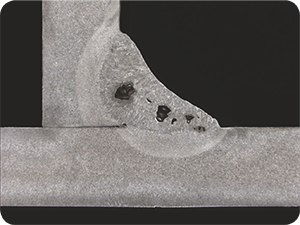
Рис. 3. Пористость в сварном шве
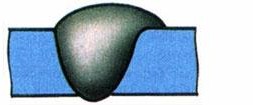

Рис. 4. Наплывы в сварном шве.
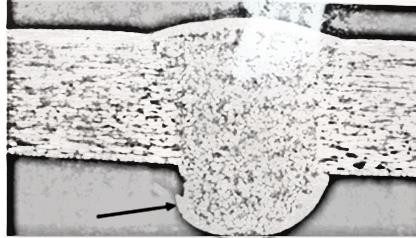
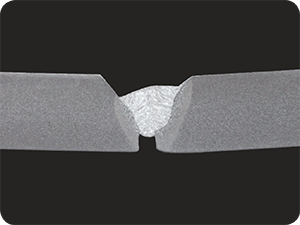
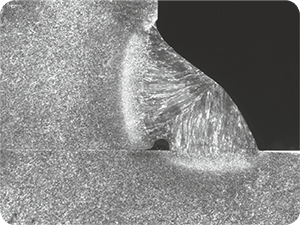
Рис. 5. Макроструктура сварного шва (проплав)
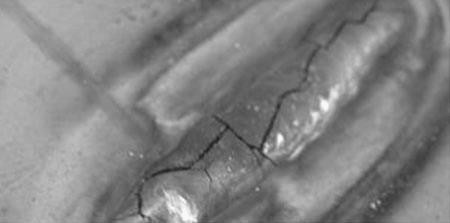
Рис. 6. Трещины в сварном шве
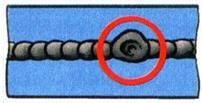

Рис. 7. Кратер в сварном шве
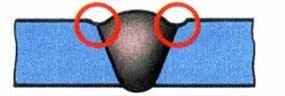

Рис. 8. Подрезы в сварном шве
Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и приёмочным контролем готовых сварных изделий. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
Таблица дефектов сварных швов и причины их возникновения
При предварительном контроле основного и сварочных материалов устанавливают, удовлетворяют ли сертификатные данные в документах заводов-поставщиков требованиям, предъявляемым к материалам в соответствии с назначением и ответственностью сварных узлов и конструкций. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их форма и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей. При изготовлении ответственных конструкций сваривают контрольные образцы. Из них вырезают образцы для механических испытаний. По результатам испытаний оценивают качество основного и сварочных материалов, а также квалификацию сварщиков, допущенных к сварке данных конструкций.
При текущем контроле проверяют соблюдение сварщиками установленных параметров режимов сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры. Замеченные отклонения устраняют непосредственно в процессе изготовления конструкций.
Готовые сварные соединения в зависимости от назначения и ответственности конструкции подвергают приёмочному контролю:
- внешнему осмотру для выявления поверхностных дефектов;
- обмеру сварных швов;
- испытаниям на плотность;
- магнитному контролю;
- просвечиванию рентгеновским и гамма-излучениям, ультразвуком для выявлений внутренних дефектов (рис. 9)
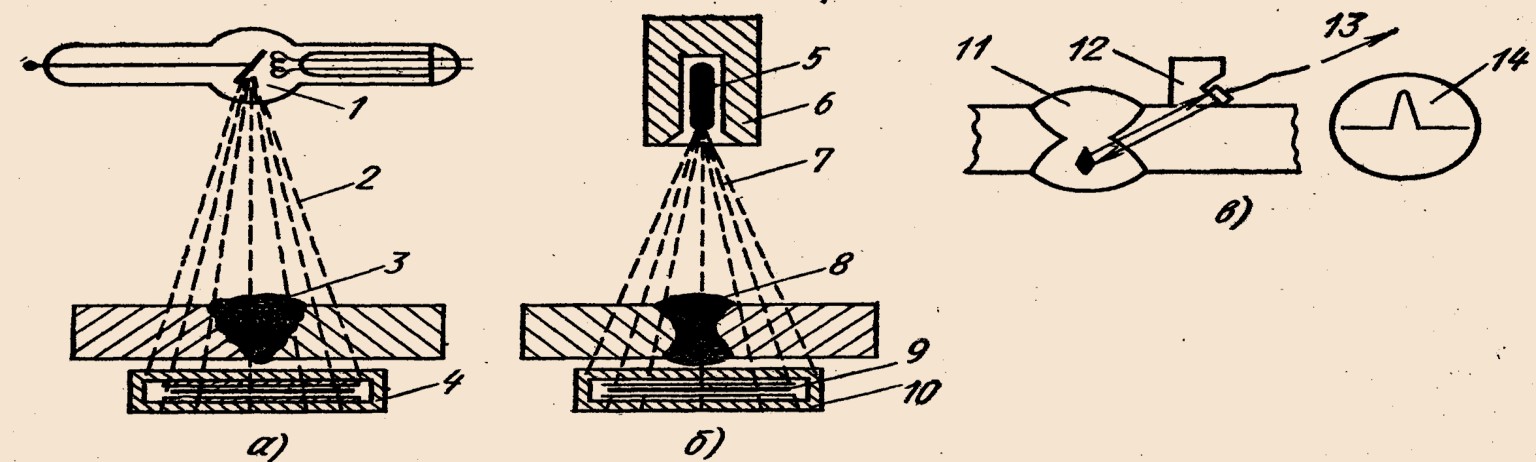
Рис. 9. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультрозвуковой 1 – рентгеновская трубка; 2 – рентгеновские лучи; 3 – сварной шов; 4 – кассета с рентгеновской плёнкой; 5 – ампула с радиоактивным изотопом; 6 – свинцовый контейнер; 7 – гамма-лучи; 8 – сварное соединение; 9 – рентгеновская плёнка; 10 – кассета; 11 – сварное соединение; 12 – пьезометрический щуп; 13 – ультразвуковой дефектоскоп; 14 – осциллограф
На плотность испытывают ёмкости для хранения жидкостей, сосуды и трубопроводы, работающие при избыточном давлении, путём гидравлического и пневматического нагружения, с помощью течеискателей и керосином.
Магнитный контроль основан на намагничивании сварных соединений и обнаружения полей магнитного рассеяния на дефектных участках (рис. 10).

Рис. 10. Проверка качества сварных швов магнитной дефектоскопией
При контроле качества сварки магнитными дефектоскопами используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя через металл, искривляется в местах дефектов. Это искажение фиксируется определенными способами, из которых в сварочном производстве используются два — магнитопорошковый и магнитографический. При первом, на поверхность сварного соединения наносят сухой или влажный (в смеси с маслом, керосином или мыльным раствором) ферромагнитный порошок (например, железный), который скапливается в местах дефектов, свидетельствуя, таким образом, о наличие несплошностей.
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты (рис. 11).
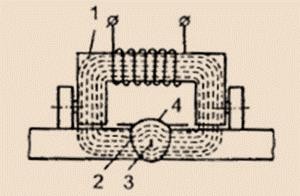
Рис. 11. Проверка качества сварных швов магнитной дефектоскопией: 1 — магнит, 2 — сварной шов, 3 — дефект, 4 — магнитная пленка.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Рентгеновское просвечивание основано на различном поглощении рентгеновского излучения участками металла с дефектами и без них. Сварные соединения просвечивают с помощью специальных рентгеновских аппаратов. После проявления плёнки на ней фиксируют участки повышенного потемнения, которые соответствуют дефектным местам в сварном соединении. Вид и размер дефектов определяют сравнением плёнки с эталонными снимками (рис. 12).
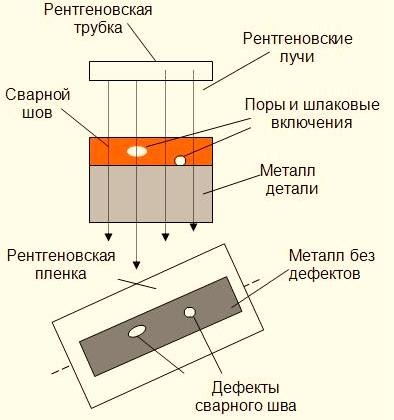
Рис. 12. Выявление дефектов в сварных швах
Применяемые в промышленности рентгеновские аппараты позволяют просвечивать сварные соединения из стали толщиной 10 – 200 мм, алюминия до 300 мм, меди до 25 мм. При этом фиксируют дефекты, размеры которых составляют 2% толщины металла.
Просвечивание гамма-лучами (рис. 13) по сравнению с рентгеновским имеет ряд преимуществ. Благодаря портативности аппаратуры его можно применять в любых условиях (в цехах, полевых условиях, на монтаже и т.п.). Кроме того, просвечивание гамма-лучами – менее дорогостоящий способ.
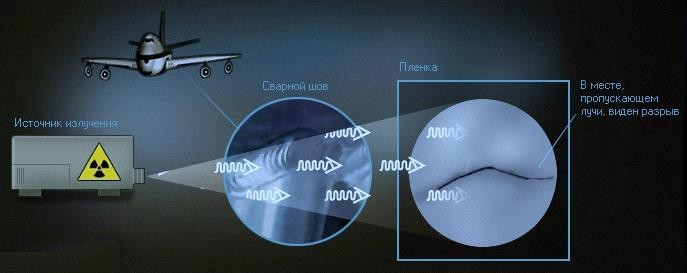
Рис. 13. Просвечивания гамма-лучами сварных швов
Недостатком его является низкая чувствительность при просвечивании малых толщин (до 50 мм). На больших толщинах чувствительность такая же, как у рентгеновского метода.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. При встрече с поверхностью дефекта возникает отражённая ультразвуковая волна, дефект фиксируется на экране осциллографа.
Промышленные ультразвуковые дефектоскопы (рис. 14) позволяют обнаруживать дефекты на глубине 1 – 250мм. При этом можно выявлять дефекты с минимальной площадью (1 – 2 мм2). С помощью ультразвукового метода можно выявить наличие дефекта и даже место его расположения, но нельзя установить его вид.


Рис. 14. Проверка сварных соединений трубопроводов
- Причины непровара
- Предупреждение и устранение непровара
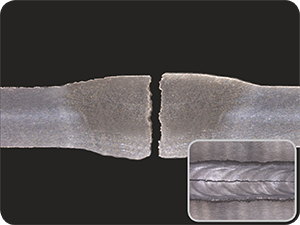
В практике сварки металлических деталей имеет место несплавление шва. Самый распространенный случай непровара возникает при односторонней сварке встык, если сварочный ток имеет недостаточную величину и листы металла свариваются не на всю толщину. При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
Непровары
Этот тип сварочного дефекта возникает при отсутствии надлежащего сплавления основного металла и металла шва. Непровар также может появиться между прилегающими сварными швами. Это создает зазор в стыке, который не заполняется расплавленным металлом.
- Недостаточная сила тока
- Плохая зачистка свариваемых поверхностей
- Неправильный угол электрода
- Диаметр электрода не соответствует толщине свариваемого материала
- Высокая скорость сварки
- Соблюдайте режимы сварки
- Перед тем как приступить к сварке, зачистите металл
- Ведите сварку короткой дугой
Если непровар доступен для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
Брызги
Брызги возникают, когда мелкие частицы сварочного шва оседают на поверхности. Как ни старайся, полностью избавиться от брызг невозможно. Однако есть несколько способов свести его к минимуму.

- Высокий сварочный ток
- Слишком низкое напряжение
- Рабочий угол электрода слишком большой
- Плохая зачистка свариваемых поверхностей
- Сварка длинной дугой
- Неправильная полярность
- Очистите поверхности перед сваркой
- Уменьшите длину дуги
- Отрегулируйте сварочный ток
- Увеличьте угол электрода
- Соблюдайте полярность
Зачистить шлифовальным инструментом поверхность сварного соединения от брызг металла.
Трещина сварного шва
Самым серьезным видом сварочного дефекта считается трещина сварного шва, которая не принимается почти всеми отраслевыми стандартами. Она может появиться на поверхности, в металле сварного шва или в зоне воздействия сильного тепла. В зависимости от температуры, при которой они возникают, существуют разные типы трещин:
- Горячие трещины. Они появляются в процессе сварки или в процессе кристаллизации сварного соединения. Температура в этот момент может подняться выше 10 000 °C.
- Холодные трещины. Эти трещины появляются после завершения сварки и снижения температуры металла. Они могут образоваться спустя несколько часов или даже дней после проведения сварочных работ. Чаще всего это происходит при сварке стали. Причиной этого дефекта обычно являются деформация структуры стали.
- Кратеры. Обычно они образуются ближе к концу сварного шва. Когда сварочная ванна охлаждается и затвердевает, ей необходимо иметь достаточный объем, чтобы преодолеть усадку металла шва. В противном случае образуется кратерная трещина.
Причины появления трещин:
- Повышенное содержание углерода и серы в основном металле
- Повышенная жесткость свариваемой конструкции
- Загрязнение основного металла
- Высокая скорость сварки, но низкий ток
- Неправильная форма шва из-за несоблюдения режима сварки
- Резкое охлаждение конструкции
- Правильно выбирайте основной металл и сварочные материалы
- Выбирайте оптимальный режим сварки
- Обеспечьте надлежащее охлаждение зоны сварки
- Используйте правильную геометрию швов
- Удалите загрязнения со свариваемого металла
- Используйте подходящий металл
- Убедитесь, что свариваете достаточную площадь сечения
- Используйте правильную скорость сварки и силу тока
- Чтобы предотвратить появление кратерных трещин, убедитесь, что кратер заполнен должным образом
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить.
Шлаковые включения
Включение шлака – один из дефектов сварки, который обычно хорошо заметен в сварном шве. Шлак – это стекловидный материал, образующийся как побочный продукт при сварке электродом, дуговой сварке порошковой проволокой и дуговой сварке под флюсом. Это может произойти, когда флюс, который является твердым защитным материалом, используемым при сварке, плавится в сварном шве или на поверхности зоны сварного шва.
Причины возникновения шлаковых включений:
- Плохая зачистка свариваемых поверхностей
- Высокая скорость сварки
- Неправильное положение сварки
- Сварочная ванна остывает слишком быстро
- Малый сварочный ток
- Не использовать электроды с тонким покрытием
- Отрегулируйте положение электрода во время сварочных работ
- Удалите остатки шлака с предыдущего валика
- Отрегулируйте скорость сварки
Дефектный участок удалить с помощью шлифовального инструмента и заварить вновь.
Несплавление
Несплавление происходит, когда канавка металла заполнена не полностью, то есть металл сварного шва не заполнил толщину соединения.

- Между свариваемым металлом было слишком много места
- Вы производите сварку при низких настройках силы тока, которого недостаточно, чтобы должным образом расплавить металл
- Используете электроды большого диаметра
- Используйте правильную геометрию шва
- Используйте электрод подходящего размера
- Снизьте скорость дуги
- Выберите подходящий сварочный ток
- Проверьте правильность центровки
Если несплавление доступно для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
Предупреждение и устранение непровара
Из возможных причин возникновения такого дефекта, как непровар сварного шва, выделяют пять наиболее весомых причин:
- недостаток тепла;
- наличие тугоплавких оксидов;
- неправильное положение электрода;
- некачественная разделка кромок;
- несоблюдение поочередности следования технологии сварки.
Для предупреждения таких дефектов необходимо устранить условия, создающие предпосылки для возникновения непровара шва. Рассмотрим их подробнее.
Недостаток тепла
Слабая сеть, допускающая сильные колебания электрического напряжения, может стать причиной плохого провара. В такой сети электрическое напряжение до начала сварки и после, сильно разнится. Напряжение до начала сварки будет выше, и ток, соответствующий этому напряжению, тоже будет выше. Сварщик выбирает этот ток в соответствии с режимом сварки. Но, после начала сварки напряжение в сети падает и уменьшается сварочный ток.
В результате процесс проходит не в соответствии с режимом. В зону сварки доставляется меньшее количество энергии, отчего возникает непровар. Такой же результат может быть получен при правильно подобранном сварочном токе, но повышенной скорости ведения сварки. Случаи разные, а результат один: недостаток подводимой энергии. В первом случае из-за малого тока, во втором случае из-за малого промежутка времени на прогрев.
Тугоплавкие оксиды
Если ошибиться с режимом сварки, можно создать условия, при которых шлаки и оксиды не успеют выйти на поверхность в процессе остывания. В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость.
Этим дефектом особенно грешат легированные стали.
Неправильное положение электрода
Большое значение для получения хорошо проваренного шва имеет угол наклона электрода и равномерное ведение его по шву. Кроме этого, элекрод необходимо вести строго по линии шва. В противном случае произойдет уход электрода от оси стыка и неравномерный прогрев свариваемых кромок. Результатом станет непровар одной из кромок.
При сварке угловых швов необходимо также придерживаться рекомендованных углов наклона электрода.
При сварке в симметричную «лодочку» электрод ведут под углом в 45 градусов. Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Некачественная разделка кромок
Под качественной разделкой следует понимать тщательное соблюдение геометрии разделки кромок с последующей зачисткой от ржавчины и грязи. Если плоскости соединения не будут параллельными, то это гарантированно станет причиной непровара. К таким же последствиям приведет перекос или смещение кромок.
Поочередное следование технологии сварки
В процессе сварки иногда приходится менять режимы. Так в большинстве случаев корень шва начинает вариться на одном режиме, а заканчивается процесс на другом режиме. Начало и окончание шва могут требовать некоторых корректировок режима по силе тока или скорости ведения сварки. Часто приходится начинать следующий слой сварного шва на измененном режиме. Во всех подобных случаях необходимо строго придерживаться технологических рекомендаций и вовремя
корректировать режимы сварки.
Подрезы
Этот дефект сварки представляет собой образование бороздок на протяжении всего сварного шва, уменьшающее толщину поперечного сечения основного металла. В результате получается ослабленный сварной шов.

Причины возникновения подрезов:
- Слишком высокий сварочный ток
- Слишком высокая скорость сварки
- Неудобное пространственное положение, из-за которого к свободным краям будет направлено больше тепла
- Неточное ведение электрода по оси стыка
- Неправильный присадочный металл
- Плохая техника сварки
- Ведите электрод под правильным углом
- Проводите сварку короткой дугой
- Выберите оптимальный режим сварки
- Выберите защитный газ, состав которого соответствует типу материала, который вы будете сваривать
- Использование электродов под правильным углом, при этом большее количество тепла направляйте на более толстые компоненты
- Регулируйте силу тока, уменьшая его при приближении к более тонким участкам и свободным краям
Место подреза зачищают и заваривают шов заново.
- Виды дефектов сварных швов
- Внешние дефекты
- Трещины
- Наплывы
- Подрезы
- Кратеты
- Внутренние дефекты
- Непровары
- Пористость
- Посторонние включения
- Сквозные дефекты
- Прожоги
- Методы контроля качества
По мере совершенствования, сварка становится основным способом соединения металлических деталей в большинстве отраслей производства. В том числе: военной, транспортной, строительной и даже космической. Задействование в таких ответственных отраслях потребовало от сварки высоких показателей качества и надежности. Это дало толчок развитию науки о качестве сварных швов и способах его контроля.
Для того, чтобы разработать методы борьбы с дефектами, их нужно тщательно изучить, классифицировать и описать.
Возникновение пор
Причиной возникновения пор может стать сварка сырыми (непросушенными) электродами или же сварка по грязному металлу (наличие ржавчины, масла, краски). Захваченные газы создают заполненный пузырьками сварной шов, который становится слабым и может со временем разрушиться.
- Недостаточная прокалка электрода перед началом работы
- Сварка длинной дугой
- Плохая газовая защита сварочной ванны
- Неправильная обработка поверхности перед началом работы
- Работа по загрязненной поверхности
- Наличие ржавчины, краски, жира или масла на металле
- Перед сваркой очистите поверхность свариваемого металла
- Прокалите электроды
- Проверьте расходомер газа и убедитесь, что он оптимизирован в соответствии с требованиями с соответствующими настройками давления и расхода
- Снизьте скорость движения дуги, чтобы газы улетучились
- Используйте правильную технику сварки
Дефектный участок вырубают или вычищают и вновь заваривают.
Виды дефектов сварных швов
Все многообразие дефектов уже хорошо изучено и описано. Для удобства рассмотрения вопроса их делят на три группы:
- наружные (внешние) – наплывы, подрезы, трещины, кратеры;
- внутренние – непровары, пористость, посторонние включения;
- сквозные – прожоги, трещины.
Внешние дефекты
Различают горячие ихолодные трещины. Причины появления горячих трещин – усадка металла при охлаждении сварочной ванны или изменение состава металла в процессе сваривания. У разных металлов и сплавов существует большая или меньшая склонность к образованию горячих трещин. Во многом она определяется наличием в их составе хрома и углерода. Чем меньше углерода и легирующих добавок в стали – тем лучше ее свариваемость вообще и меньше вероятность возникновения горячих трещин.
Холодные трещины имеют другую природу образования. Они могут возникать при остывании шва в диапазоне 500 – 700 С0. Возможно их появление и после остывания изделия до комнатной температуры. Механизмом для их образования служат остаточные напряжения, а причиной является упрочнение остывающего шва и околошовной зоны.
Наплыв
Несоблюдение основных параметров сварки приводит к такому явлению, как наплыв. В этом случае, излишний расплавленный металл натекает на холодную кромку, но не соединяется с ней. Этот недостаток не является критичным и допускается на неответственных конструкциях. На ответственных конструкциях его убирают шлифовальным инструментом, добиваясь плавного перехода от шва к основному металлу.
Непрерывные или перемежающиеся углубления вдоль сварного шва называются подрезами. Сильно ослабляют шов, поэтому относятся к недопустимым дефектам.
Причиной возникновения являются высокая скорость кристаллизации и плохая смачиваемость основного металла. Наиболее вероятными причинами возникновения считаются:
- завышенное напряжение дуги;
- чрезмерная скорость ведения электрода;
- неточное ведение электрода;
- завышенная сила тока.
Кроме точного соблюдения режима сварки, рекомендуется подогрев основного металла непосредственно перед сваркой, что улучшает смачиваемость.
Кратер
Различают два основных подвида кратеров. Первый образуется при резком обрыве дуги, чаще всего в конце шва. Это очень частое явление, сварщики хорошо знают его и устраняют кратковременным подвариванием. Второй вид кратеров образуется в произвольном месте в результате усадки металла при остывании. Опасность его состоит в том, что, как правило, его сразу не обнаруживают.
Внутренние дефекты
Непровары являются визитной карточкой начинающих сварщиков, это, так называемые, внутренние дефекты сварных соединений, которые могут быть обнаружены только радиационным или ультразвуковым контролем. Опасность непровара проявляется в значительном снижении прочности шва, что делает его недопустимым ни для каких конструкций.
Причиной непровара может стать слабый ток или быстрое ведение электрода. И то и другое не доносит к месту сварки достаточной энергии, необходимой для полного расплавления металла. Сопутствующими факторами непровара может послужить попадание в сварочную ванну окислов или шлака или неправильная разделка кромок. Последствия устраняются удалением дефектного участка и новым завариванием.
Самый частый и самый сложный дефект сварных швов. Физика его не сложна – это образование воздушных пузырьков в зоне сварочной ванны и фиксация их в металле после его остывания и кристаллизации. Причины этого явления очень разнообразны, что усложняет борьбу с ним:
- электроды, изготовленные с нарушением технологии;
- вредное влияние некоторых шлаков, выраженное в доставке газов в зону сварки;
- остановки кристаллизации металла;
- наличие сильных раскислителей в обмазке электродов.
Для борьбы с непроварами существует такое же большое количество способов, как и количество причин их возникновения. В первую очередь следят за строжайшим соблюдением технологии, как сварки, так и изготовления электродов. Непосредственно перед началом работ рекомендуется прокалить электроды при температуре 150 – 350 С0
в зависимости от типа покрытия электродов. Сокращению количества растворенных газов способствует сваривание «на короткой дуге».
Посторонние включения
Данный дефект снижает прочность шва. В основном, встречаются включения окислов металла, шлаков и вольфрама (при аргонодуговой сварке вольфрамовым электродом).
Сквозные дефекты
Образуется при малой скорости движения электрода или завышенном сварочном токе. В сварочную ванну подается чрезмерное количество энергии. Происходит расплавление большого количества металла на всю глубину, и он просто выливается в образовавшееся отверстие. Увеличенный зазор между свариваемыми деталями послужит дополнительным условием для образования прожога. Способ устранения этого дефекта очевиден – заваривание отверстия.
Заключение
Итак, мы перечислили 7 наиболее распространенных дефектов сварочных швов и соединений, причины возникновения и способы устранения. При обнаружении важно исправить дефект, чтобы предотвратить потерю свойств и прочности материала. А здесь можно почитать о том как выбрать электроды и какие электроды для сварки инвертором лучше.